forestgril pisze:Próbowałem też wcześniej odpuszczać miejsce spawane migiem małym palnikiem ręcznym butanowym. Też pękało, tylko bardziej "na miękko". Nie sprawdzałem jednak naciągu. Może taśma tak odpuszczona pękałaby przy mocnym zginaniu ale wytrzymała znamionowe 20kg/mm^2 (czyli około 200kg udźwigu w moim wypadku)?
Na pewno na rozciąganie będzie inaczej reagować niż na zginanie, a po to się odpuszcza by znieść wewnętrzne naprężenia (tu po spawaniu) myślę, że dodatkowe umieszczenie całej taśmy na godzinkę w piekarniku na 200°C i powolne wystudzenie pomogłoby uspokoić progi miedzy "spokojną" a naprężoną strefą taśmy..
lukasz.radomski pisze:..gdy zostawię taśmę uciągniętą a mało tnę np. raz na tydzień to taśma potrafi czasami szybko strzelić..
..jak zacząłem luzować taśmę na koniec dnia problem się praktycznie rozwiązał
Czyli naprężenia statyczne...
jeszcze jedna ciekawa uwaga w https://www.rywal.com.pl/vademecum/33-p ... ?showall=1
Proces docierania jest bardzo ważnym elementem pozwalającym na znaczne wydłużenie żywotności taśmy tnącej.
Polega on na kontrolowanym oszlifowaniu (zaokrągleniu) ostrej krawędzi zęba w nowej taśmie tnącej.
Jeżeli proces docierania nie zostanie przeprowadzony, ostra krawędź nowego zęba ukruszy się pod wpływem nacisku taśmy na materiał, a cała taśma będzie pracowała znacznie krócej.
pila tasmowa art 28
pila tasmowa art 30
Aby dotrzeć zęby taśmy należy przeprowadzić następującą procedurę docierania:
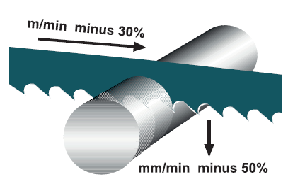
1 krok - wybrać nominalną prędkość taśmy tnącej i szybkość posuwu opierając się na doświadczeniu operatora lub w oparciu o tabelę wartości parametrów cięcia.
2 krok – zwolnić o 30% nominalną prędkość przesuwu taśmy i zredukować o połowę posuw pionowy (jeżeli przecinarka nie ma płynnej regulacji szybkości taśmy tnącej nie zmieniać prędkości taśmy tnącej).
3 krok - po przecięciu ok. 400 - 500 cm2 lub po około 12 - 15 min efektywnego czasu ciecia powoli zwiększać tempo posuwu pionowego taśmy aż do osiągnięcia wartości nominalnej.
przeczytaj to:
"Po lutowaniu należy miejsce lutowania odpuścić"
[quoteW momencie roztopienia się lutowia dwa łączone końce piły są dociskane i przez chwilę utrzymane w tej pozycji. Miejsce lutowania szybko oddaje ciepło do ścisków. Metal z którego wykonana jest piłka jest podatny na hartowanie. Następuje wiec zahartowanie miejsca zgrzewanego. Gdyby wyjąc piłkę teraz z uchwytów i próbować zgiąć to pęka jak szkło. Więc trzeba poddać to miejsce odpuszczaniu. Czyli po zlutowaniu nie ściskając już miejsce lutowania podgrzewamy kilka razy do koloru wiśniowego. Chłodzimy na wolnym powietrzu nie ściskając. Teraz mamy to miejsce rozhartowane. Nie wpływa to na proces cięcia. Ten odcinek w czasie cięcia się szybko przytępi. Lutowanie jeśli zrobione jest prawidłowo jest raczej dość trwałe.][/quote] oporowe-urzadzenie-lutujace-do-pilek-ta ... 08467.html