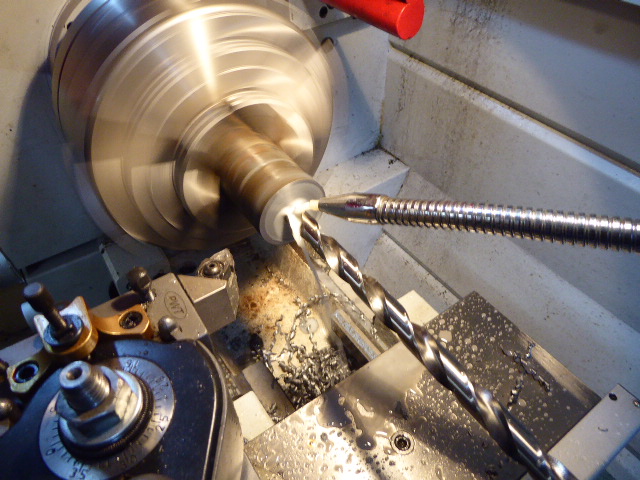
Ostatnio wierciłem w wałku ze stali S235 nietolerowany nieprzelotowy otwór ⌀14mm x 265mm, wiertło ⌀14,0mm 375/260 HSS DIN1869, chłodzenie emulsją, nawiercenie nawiertakiem, obroty 240/min. Wiercenie krótkimi "skokami" by nie tworzyć długiego wióra, by chłodziwo mogło dotrzeć do strefy skrawania, oraz by czoło się możliwie jak najczęściej samocentowało, z częstym wyprowadzaniem by wyrzucić wióry. (zwłaszcza przy ostatnich 20mm, bo rowek wiórowy był krótszy niż wiercona głębokość)

,
,



Średnica wejścia ⌀14,14mm, otwór na końcu na pewno nie jest idealnie osiowy, ale włożony weń długi szlifowany pręt ⌀14mm nie wykazywał jakiegoś znaczącego bicia wystającego końca. A wszedł lekko, więc prawdopodobnie się nie musiał wygiąć jeśli oś otworu byłaby łukowata.
(film nagrywany z ręki bez statywu więc nieco drga)
https://www.dropbox.com/scl/fi/oi9twzxh ... hwfw9&dl=0









