Ja parę lat temu spawałem kwadratowe profile zamknięte z Obi z innymi profilami (przedłużenie burt przyczepki-samoróbki),
Spawarka Welder Fantasy JET TIG III AC/DC 200A (
https://fachowiec.com/sklep/pl/products ... tig_parker)

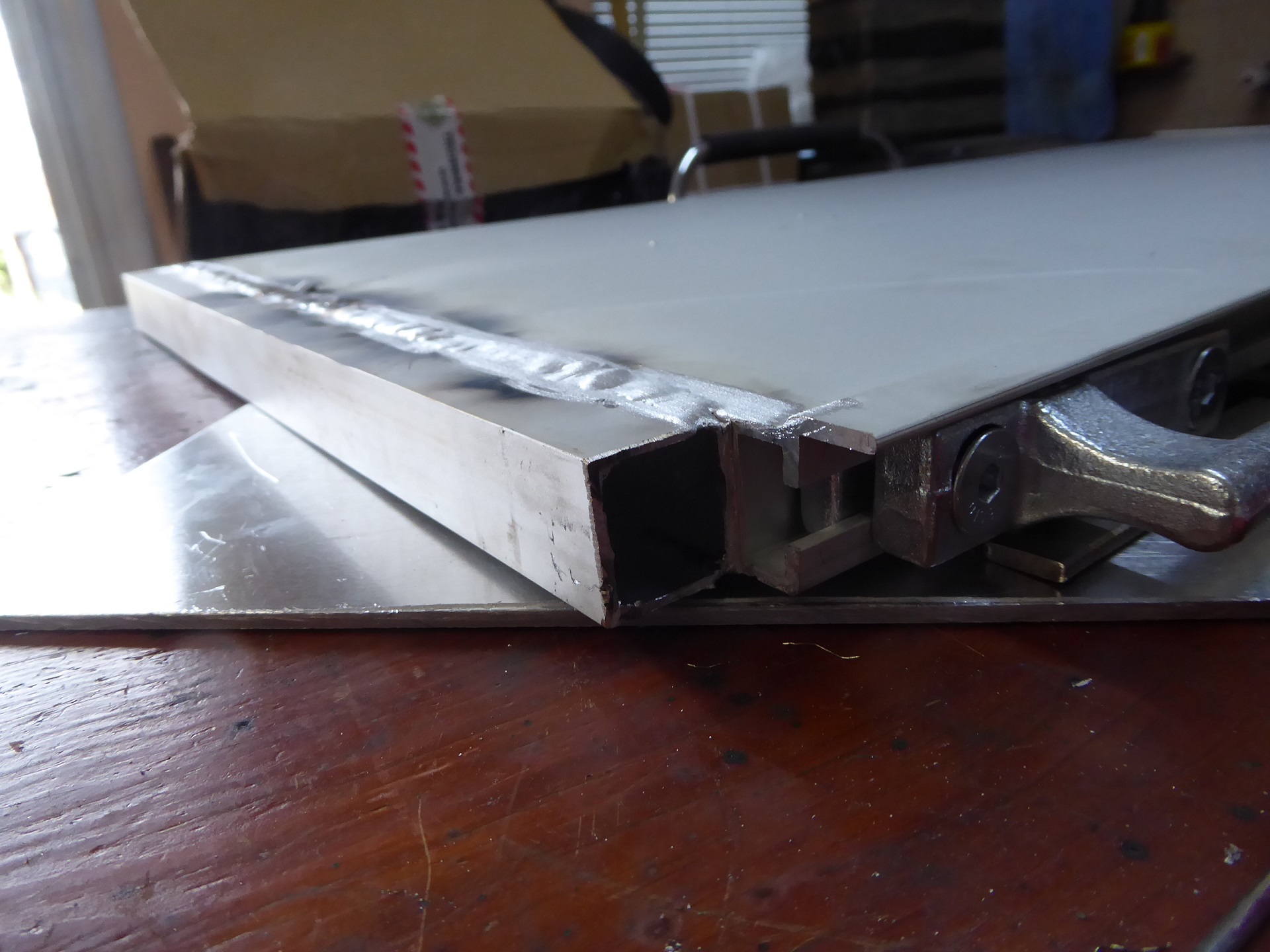
spawane profile, gr ścianek ~2mm
Praktycznie to było wtedy moje pierwsze spawania alu, stąd niewprawny ścieg i okopcenia,
Powierzchnia czyszczona(drapana) z powłoki drucianą szczotką(szlifierka), odtłuszczona. Soczewka gazowa, nastaw już nie pamiętam, dodawany drut, argon 5.0...





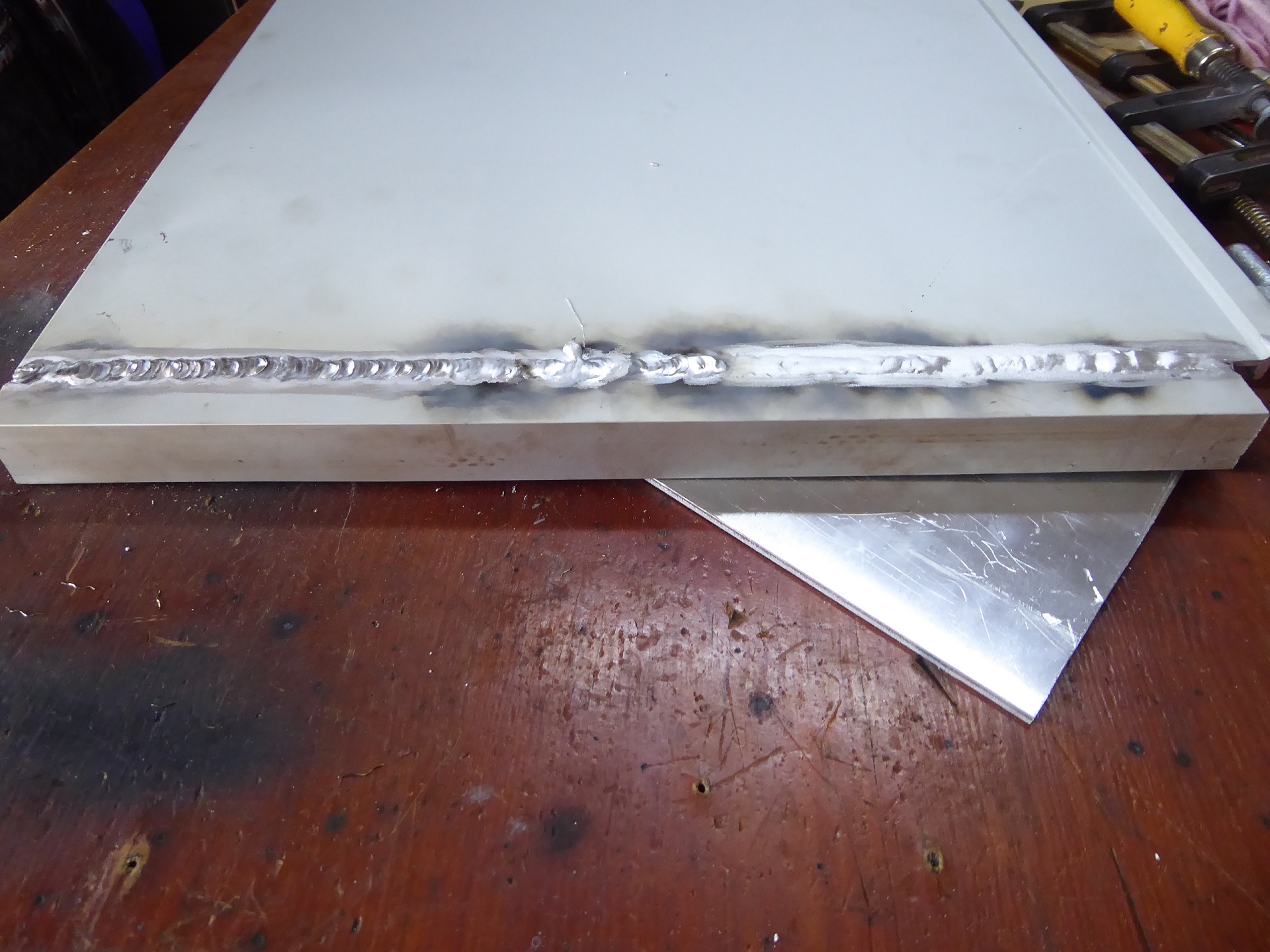

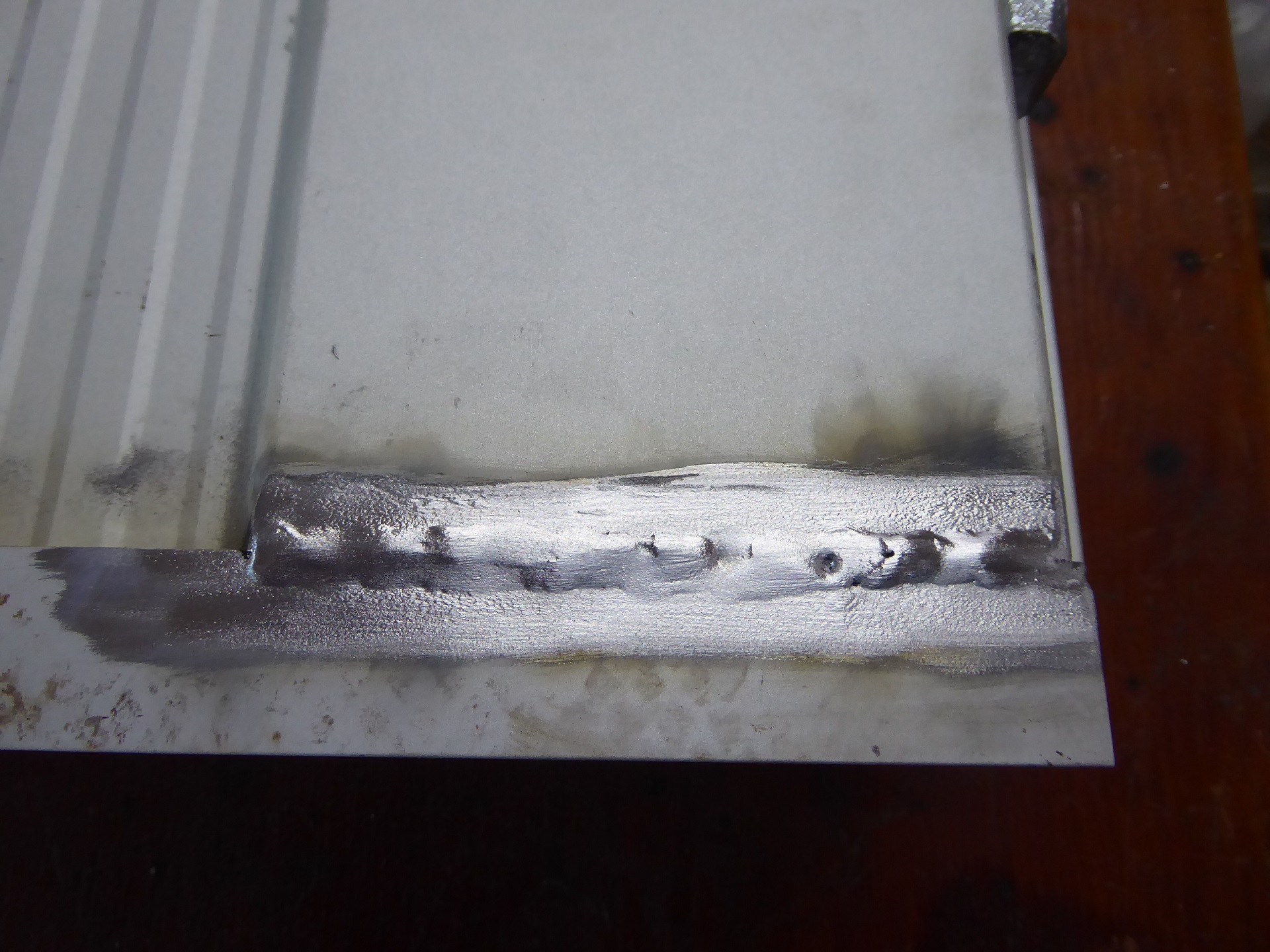
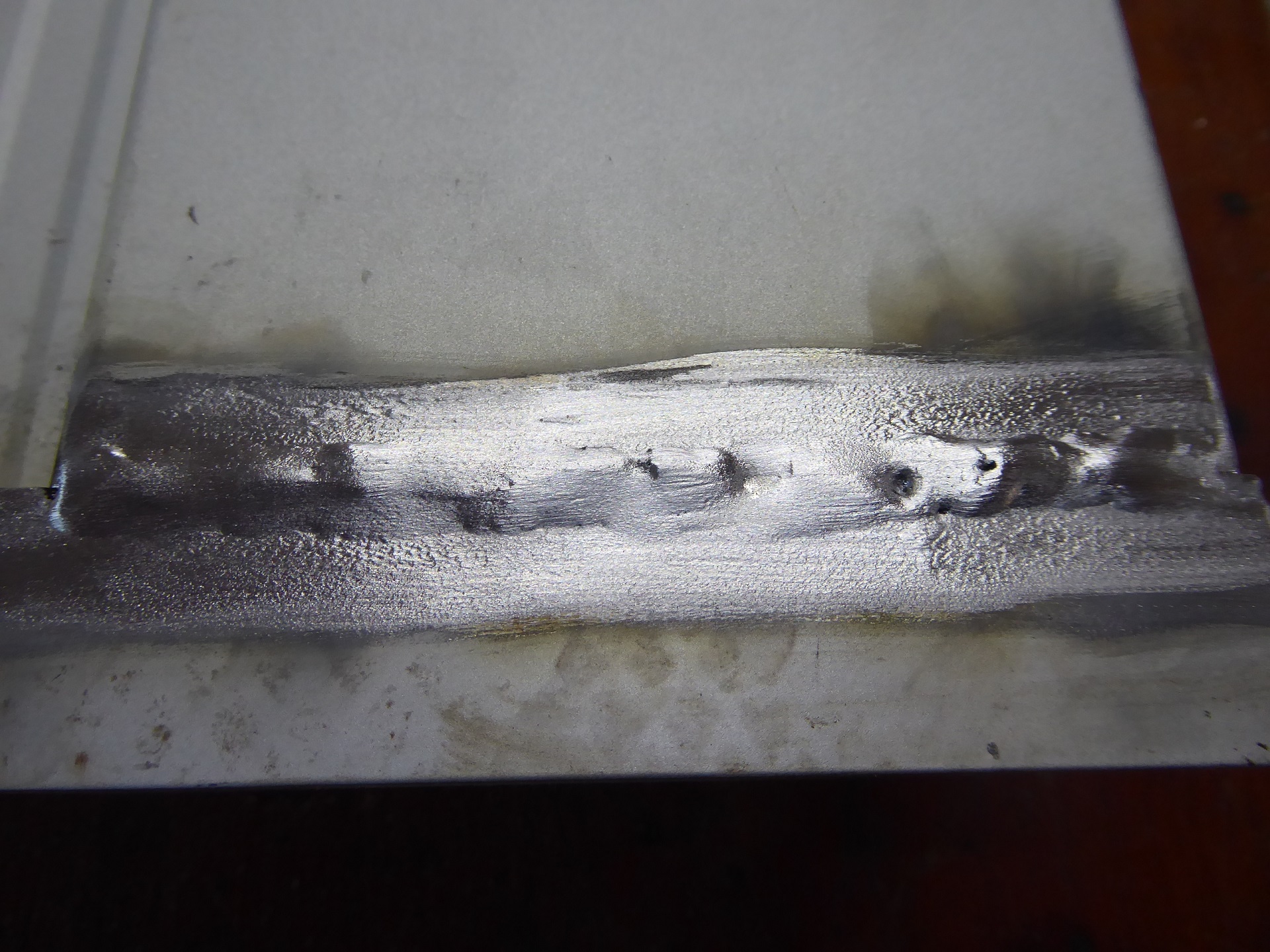

Spawy nie wyszły najpiękniej, to przez szukanie właściwych parametrów prądu, balansu, brak wprawy, ale przetopione i trzymają do dziś..

Z czasem wypracowałem sobie taką metodę spawania nie tylko kolorowych ale i stali - najpierw roztapiam położony na szczelinie drut(jeśli ma być dodany), a potem rozlewam go na łączone materiały. W ten sposób łączony nawet bardzo cienki materiał nie "ucieka", nie wypalają się "dziury"..
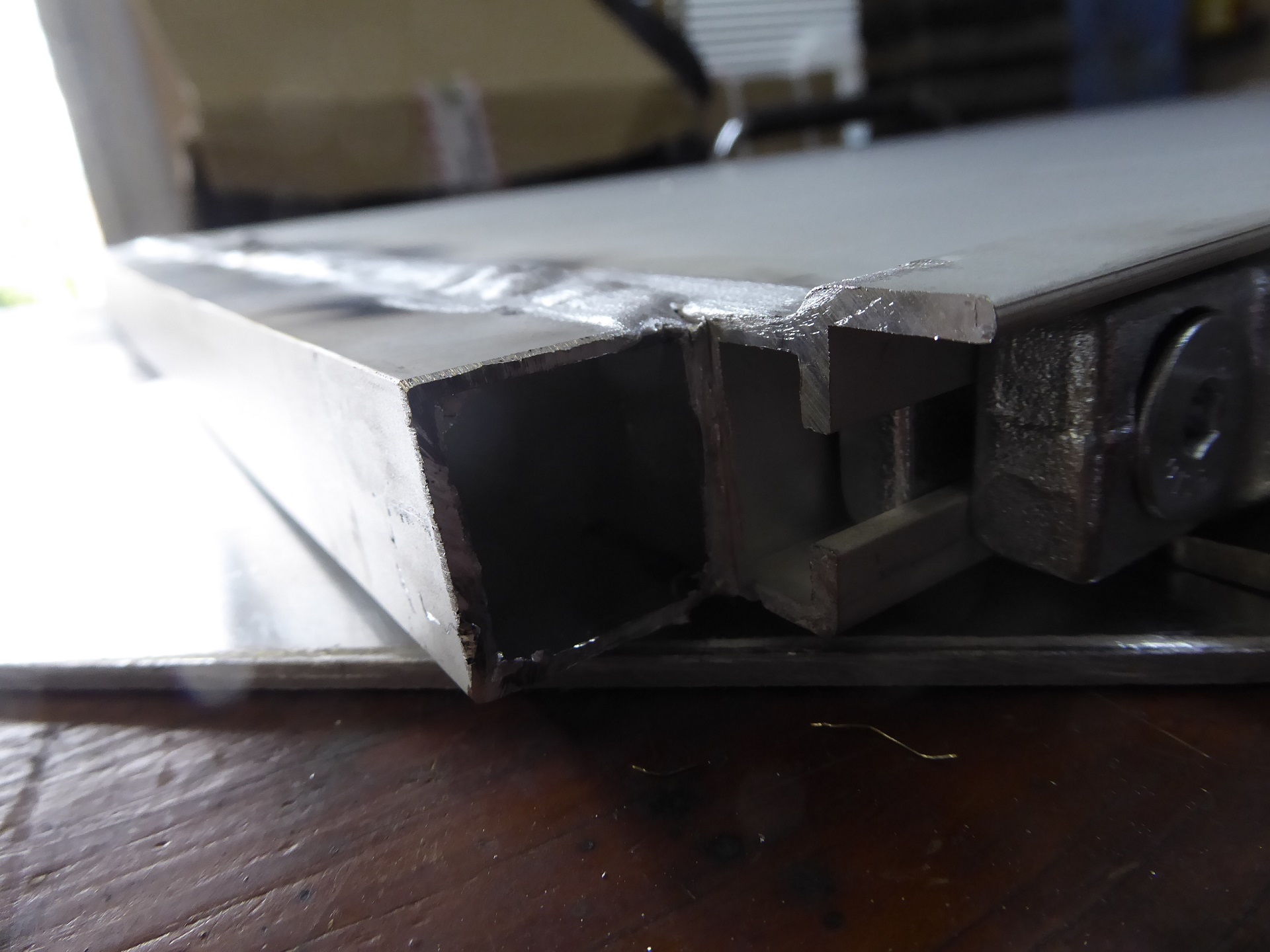
progan pisze:jakoś jest oporna na przetop. Zachowuje się bardziej jak przypalany styropian niż aluminium
A czyściłeś również powierzchnię przylegającą do powierzchni spawanej profilu, może przez to spaw Ci się "gotuje" bo przetapiasz przy tym powłokę przylegającej ścianki (np kątownika, profilu, itd)?











