Kolega taki widzę zasadniczy raczej. Myślę, że o 2:21, jak to pisałem to by wyfrezował i bez włączonych obrotów
Co do M19 to pewnie zależy od maszyny.
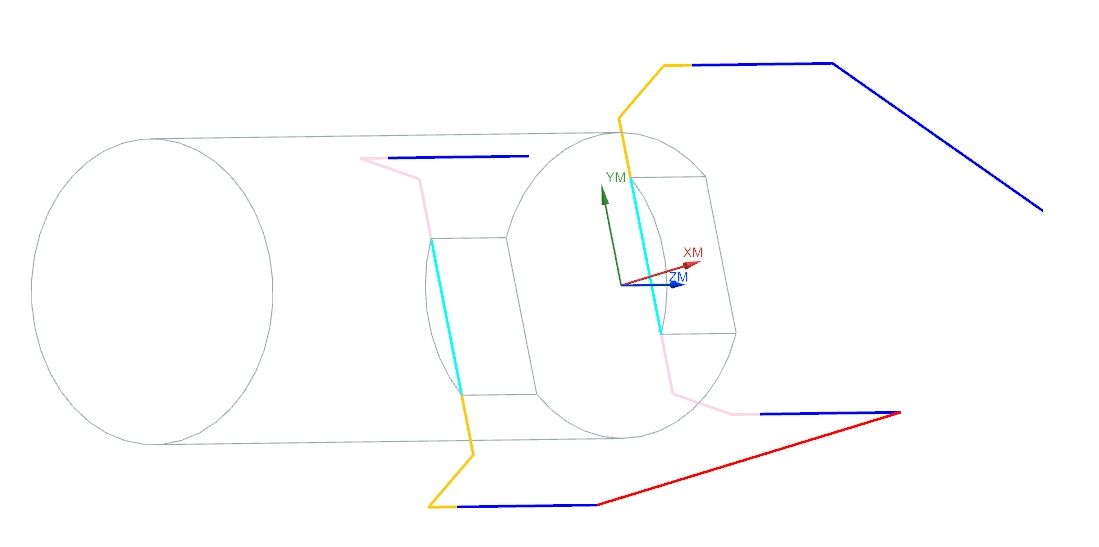
Co do braku G17, to rzeczywiście, maszyna mogłaby robić nie to co chcemy.
Poniżej cały program. Nawet lista narzędzi jest.
Kod: Zaznacz cały
%
OPROGRAM_1
( MASZYNA: XZC GOODWAY )
( WYGENEROWANO: 04.10.2018 15:11:42 )
( PROGRAMOWAL: CNC )
( CZAS OBROBKI: 15 SEK )
( NR KOR. NAZWA Re SR. WYS. )
( T4 4 FREZ_D8 0 D8.00 75 )
N1 G40 G17 G98 G80 G21
N2 G54
N3 (OP1)
N4 ( Operacja: PLANAR_MILL )
N5 (...)
N6 G28 U0 M05
N7 T0000
N8 G53 G0 Z#5322 M75
N9 (...)
N10 T0404( D=8.000 )
N11 M19
N12 G97 S4000 M74
N13 G00 G28 H0.0
N14 G00 C0.0
N15 M08
N16 G00 X40. Z20.
N17 G112
N18 G98 G01 C0.0 F3000.
N19 G01 F3000.
N20 X25.868 C11.73 Z10.
N21 Z-5.
N22 Z-8. F320.
N23 G41 X17. C9.268
N24 C5.268
N25 C-5.268
N26 C-9.268
N27 G40
N28 X25.868 C-11.73
N29 Z-5.
N30 Z10. F3000.
N31 X-25.868
N32 Z-5.
N33 Z-8. F320.
N34 G41 X-17. C-9.268
N35 C-5.268
N36 C5.268
N37 C9.268
N38 G40
N39 X-25.868 C11.73
N40 Z-5.
N41 Z10. F3000.
N42 M09
N43 M21
N44 G113
N45 M01
N46 (...)
N47 G28 U0 M05
N48 T0000
N49 G53 G0 Z#5322 M75
N50 (...)
N51 M38
N52 G04 X1.
N53 M18
N54 M09
N55 M30
%
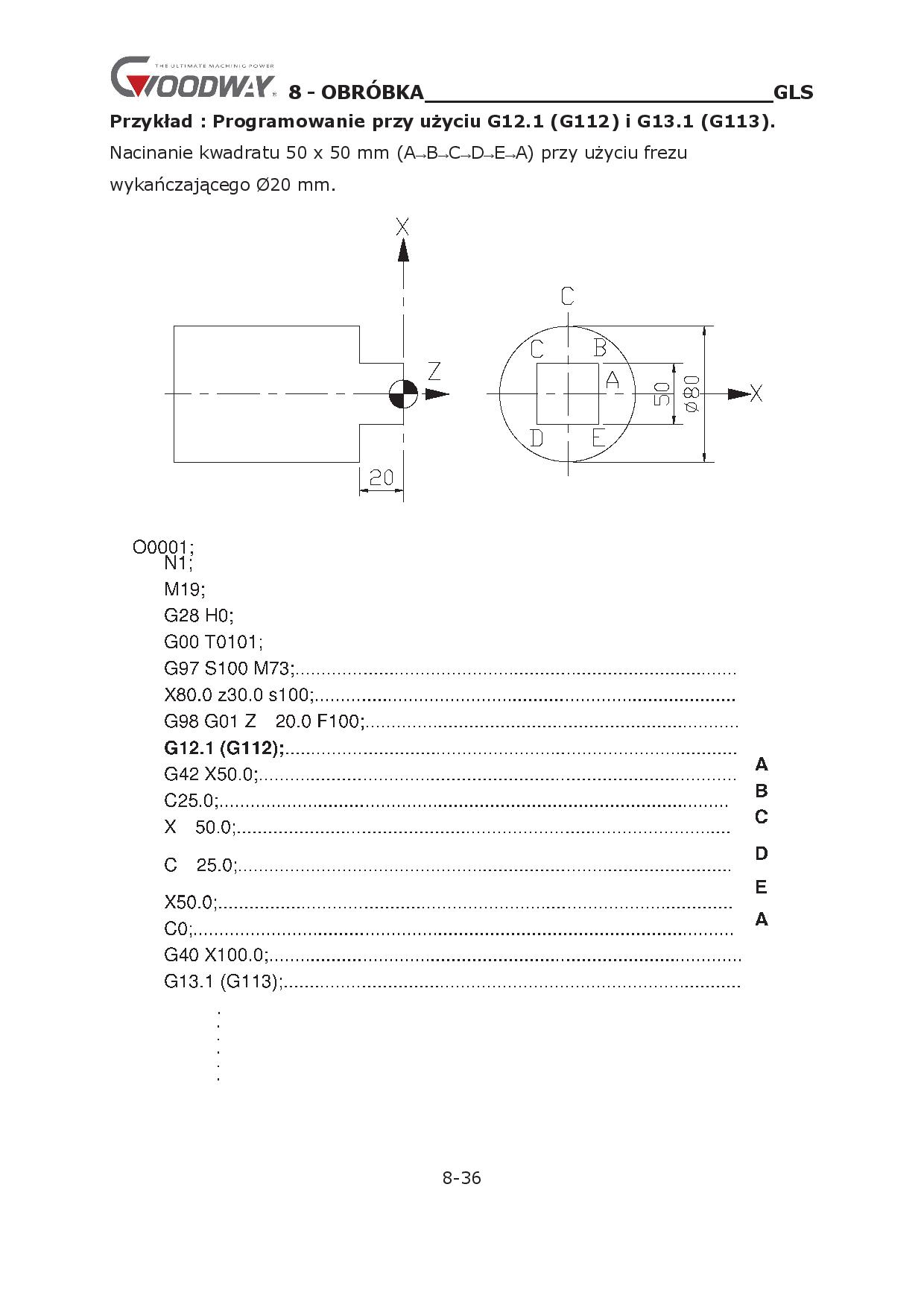
I Wycinek z instrukcji.