



Znaleziono 12 wyników
Wróć do „Wiercenie długich otworów.”
- 11 lip 2010, 00:05
- Forum: Obróbka metali
- Temat: Wiercenie długich otworów.
- Odpowiedzi: 43
- Odsłony: 17149
Nie od razu Kraków zbudowano. To co wiercimy to jest jeden z elementów maszyn które wykonujemy, także klient płaci za maszynę, a nie za otwór. A skoro koncepcja konstrukcji i wykonania nie została jeszcze zmierzona to najwidoczniej opłaca się wykonywać coś takiego. Na początku byłem bardzo sceptyczny i sadziłem że to nie może wyjść w żaden sposób, ale młody jestem i muszę się dużo nauczyć. Także teraz, jak już wspomniałem, trzeba pracować nad wydajnością.
- 10 lip 2010, 21:28
- Forum: Obróbka metali
- Temat: Wiercenie długich otworów.
- Odpowiedzi: 43
- Odsłony: 17149
Trochę nie sprecyzowałem ostatniego zagadnienia. Sandvik się poddał ogólnie w tym temacie, ponieważ wiertło nie ma dobrego prowadzenia w drugim otworze. A skoro sztuki wychodzą w miarę dokładnie to nie ma sensu inwestować takich pieniędzy po to żeby wykonać kilka takich otworów w miesiącu. Teraz to jest kwestia wydajności, dlatego może zakupiłby wiertło kręte fi 45 z chłodzeniem i przedłużyć (z jak najlepszą dokładnością) rurą powiedzmy fi 35, tak aby podawać chłodziwo. Zostaje tylko kwestia łamania wióra.
- 07 lip 2010, 20:30
- Forum: Obróbka metali
- Temat: Wiercenie długich otworów.
- Odpowiedzi: 43
- Odsłony: 17149
Witam ponownie,
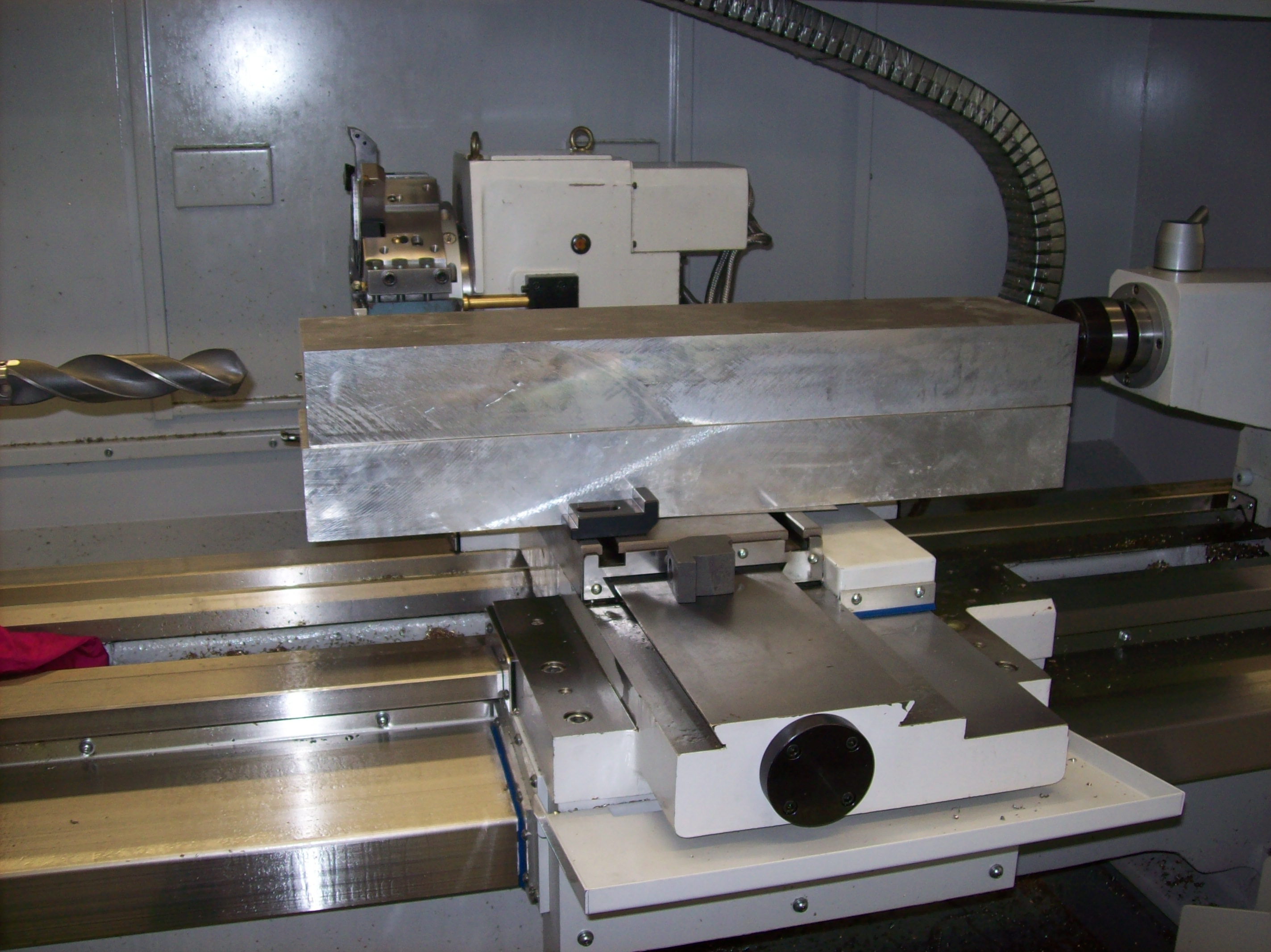
jedna sztuka w końcu spadała. Mierząc suwmiarką rozstaw (największa odległość między ściankami otworów, /103,4 mm/) wychodzi ok 6 dych różnicy pomiędzy początkiem a końcem. Także uważam że bardzo dobrze. Wiercone tym co pokazane na zdjęciach. Z tym ze drugi otwór już mniejszym wiertłem, bo to co na zdjęciu okazało się za krótkie do tego nożyka. przy wychodzeniu z otworu, podczas wytaczania wiertło jest podpierane kłem obrotowym.
Borsztanga nie zdała egzaminu, jednak za długa laga, a co za tym idzie ogromne drgania.
Dzisiaj chłopaki zaczęli następną sztukę. Teraz tylko trzeba pracować nad wydajnością.
Jeszcze takie pytanie, znajdę wiertło kręte powiedzmy fi 45 z chłodzeniem wewnętrznym? Bo niestety Sandvik się poddał:/
jedna sztuka w końcu spadała. Mierząc suwmiarką rozstaw (największa odległość między ściankami otworów, /103,4 mm/) wychodzi ok 6 dych różnicy pomiędzy początkiem a końcem. Także uważam że bardzo dobrze. Wiercone tym co pokazane na zdjęciach. Z tym ze drugi otwór już mniejszym wiertłem, bo to co na zdjęciu okazało się za krótkie do tego nożyka. przy wychodzeniu z otworu, podczas wytaczania wiertło jest podpierane kłem obrotowym.
Borsztanga nie zdała egzaminu, jednak za długa laga, a co za tym idzie ogromne drgania.
Dzisiaj chłopaki zaczęli następną sztukę. Teraz tylko trzeba pracować nad wydajnością.
Jeszcze takie pytanie, znajdę wiertło kręte powiedzmy fi 45 z chłodzeniem wewnętrznym? Bo niestety Sandvik się poddał:/
- 03 lip 2010, 20:43
- Forum: Obróbka metali
- Temat: Wiercenie długich otworów.
- Odpowiedzi: 43
- Odsłony: 17149
vv3k70r pisze:Typniepokorny...
Zastanow sie czy chcesz pracowac w firmie co nie ma oplacalnej produkcji... niby z czego maja Ci placic za prace? A charytatywnie chyba nie pracujesz i chcialbys zarabiac na rozsadnym poziomie?
Co wpiszesz w cv? Ze robiles cos czego nie bylo warto robic?
Od czegoś trzeba zacząć. Po prostu na razie dopracowujemy metody obróbki, kompletujemy narzędzia, uświadamiamy niektórych że dla 10 nie opłaca się maszyny włączać i zaczynamy coraz większe serie lecieć. A niektórych detali nie narobi dużo bo po prostu potem mogą być nie potrzebne. A te otwory.... nie niestety trzeba zrobić.
- 03 lip 2010, 13:01
- Forum: Obróbka metali
- Temat: Wiercenie długich otworów.
- Odpowiedzi: 43
- Odsłony: 17149
- 02 lip 2010, 21:17
- Forum: Obróbka metali
- Temat: Wiercenie długich otworów.
- Odpowiedzi: 43
- Odsłony: 17149
Sytuacja na chwile obecną wygląda tak, jeden otwór wywiercony, zejście z osi o jakieś 5-6 dych i złamany jeden nożyk do wytaczania. Chłodziwo podawana przez wywiercone w górnej ściance otwory. Maszyna się wyłączyła 2 razy a poza tym nie było większych komplikacji.
Czemu aluminium.... pewnie w nierdzewce nie dali rady wiercić.
Mają być może w następnym tygodniu jakieś informacje na temat profesjonalnych wierteł to się zobaczy jak to się dalej potoczy.
Czemu aluminium.... pewnie w nierdzewce nie dali rady wiercić.
Mają być może w następnym tygodniu jakieś informacje na temat profesjonalnych wierteł to się zobaczy jak to się dalej potoczy.
- 30 cze 2010, 22:26
- Forum: Obróbka metali
- Temat: Wiercenie długich otworów.
- Odpowiedzi: 43
- Odsłony: 17149
Jaki wysięgnik masz na myśli?vv3k70r pisze:...,a pod ten wysiegnik dac wsporniki, zeby je przesuwac jak bedzie sie opierac o detal juz borujac.
Ma to być pompa zębata do marmolady.vv3k70r pisze:Co ten detal ma docelowo robic tym otworem? Jaka jest celowosc tej koncepcji?
Niestety mamy tylko jeden uchwyt, a we wrzecionie nie ma "podtrzymki" dla prętów.vv3k70r pisze:Tak jak to zamontowaliscie, to byloby dobrze, gdyby z drugiej strony tokarki (tam gdzie wprowadzasz rury/walce) do uchwytu byl drugi uchwyt rowniez trzymajacy te przedluzke.
Średnica pręta który jest przedłużką to 30 mm.vv3k70r pisze:No i przedluzka powinna miec grubosc wiertla.
Mierzyliśmy bicie i zamykało się ono w 5 dychach (o dziwo) chyba że było źle zmierzone.vv3k70r pisze:Mozesz zmierzyc ile od osi zwisa to narziedzie na tym wysiegniku?
Ponawiam pytanie jakie profesjonalne wiertła byście polecili do takiej pracy i czy byłaby możliwość podłączenia do takiego wiertła chłodziwa z zewnątrz?
- 30 cze 2010, 08:19
- Forum: Obróbka metali
- Temat: Wiercenie długich otworów.
- Odpowiedzi: 43
- Odsłony: 17149
Witam ponownie,
dzisiaj było mi dane zobaczyć narzędzia. I tak, najpierw idzie wiertło 43mm, potem do tego wiertła jest przykręcany nożyk tak aby roztoczyć otwór pod rozwiertak no i na końcu rozwiertak na 55mm. Materiał to aluminium. Jakie parametry proponujecie? Mądre książki podają 350 obr/min i posuw 0.45 mm/obr
Tak one mniej więcej wyglądają:


wiercona będzie ta sztuka na górze, na dole to podkład. Tam gdzie jest zielona strzałka jest wkładany "nożyk". Rozwiertak to generalnie ciekawa konstrukcja, to coś pod ostrzami służy ku temu aby nie ściągało tego rozwiertaka e drugi otwór.
Szefostwo coś mówiło ze mają kupić jakieś wiertło bardziej specjalistyczne, ponoć Guhring'a. A Wy jakie byście polecili? Są może wiertła tak aby mozna było go neigo doprowadzić chłodziwo z zewnątrz, spoza maszyny?
dzisiaj było mi dane zobaczyć narzędzia. I tak, najpierw idzie wiertło 43mm, potem do tego wiertła jest przykręcany nożyk tak aby roztoczyć otwór pod rozwiertak no i na końcu rozwiertak na 55mm. Materiał to aluminium. Jakie parametry proponujecie? Mądre książki podają 350 obr/min i posuw 0.45 mm/obr
Tak one mniej więcej wyglądają:
wiercona będzie ta sztuka na górze, na dole to podkład. Tam gdzie jest zielona strzałka jest wkładany "nożyk". Rozwiertak to generalnie ciekawa konstrukcja, to coś pod ostrzami służy ku temu aby nie ściągało tego rozwiertaka e drugi otwór.
Szefostwo coś mówiło ze mają kupić jakieś wiertło bardziej specjalistyczne, ponoć Guhring'a. A Wy jakie byście polecili? Są może wiertła tak aby mozna było go neigo doprowadzić chłodziwo z zewnątrz, spoza maszyny?
- 29 cze 2010, 07:59
- Forum: Obróbka metali
- Temat: Wiercenie długich otworów.
- Odpowiedzi: 43
- Odsłony: 17149
Czy wiercenie na konwencjonalnej daje zadawalające efekty to nie wiem, ale jak to mówią: jak się nie ma co się lubi to się lubi co się ma. Kombinować to chce szefostwo, bo zapenwe sądzi że na numeryku położymy sztukę, zielony i za chwile będą 2 otwory. Mocowanie to by wyglądało tak, że na suporcie (oś X jest poziomo) kładziemy jakiś podkład (tak aby oś otworu zgrała się z osią wrzeciona), a na nim sztukę i to mocowane za pomocą 4 śrub do rowków teowych w suporcie w odstępie ok 20 cm.
Ale puki co wszystko jest na dobrej drodze ku temu że to jednak będę męczyć na konwencjonalnej.
Ale puki co wszystko jest na dobrej drodze ku temu że to jednak będę męczyć na konwencjonalnej.
- 28 cze 2010, 19:27
- Forum: Obróbka metali
- Temat: Wiercenie długich otworów.
- Odpowiedzi: 43
- Odsłony: 17149
Witam ponownie,
na początek to chciałbym zaznaczyć że w mojej firmie pod pojęciem seria jest rozumiana jako kilka sztuk (akurat w tym przypadku) lub kilkanaście (w innych przypadkach). Co do odchyłek od wymiaru założonego..... nie miałem jeszcze okazji widzieć i mierzyć jak to wcześniej robili na konwencjonalnej, ale odchyłka osi szła grubo w milimetry, także wypadłoby być trochę lepszym. Co do narzędzi to tak jak już wspomniałem wcześniej, jest to wiertło HSS, kręte, przedłużone poprzez przyspawany pręt, wszelkich jego niedokładności nie miałem jeszcze okazji sprawdzać. Potem to jest chyba poprawiane rozwiertakiem. Co do samej kinematyki wiercenia to tej nie ma możliwości zmiany (tokarki nie postawi na boku, niestety)
Generalnie chciałem się dowiedzieć czy kiedykolwiek ktoś z Was próbował w ten sposób wiercić i nikomu nic się nie stało.
na początek to chciałbym zaznaczyć że w mojej firmie pod pojęciem seria jest rozumiana jako kilka sztuk (akurat w tym przypadku) lub kilkanaście (w innych przypadkach). Co do odchyłek od wymiaru założonego..... nie miałem jeszcze okazji widzieć i mierzyć jak to wcześniej robili na konwencjonalnej, ale odchyłka osi szła grubo w milimetry, także wypadłoby być trochę lepszym. Co do narzędzi to tak jak już wspomniałem wcześniej, jest to wiertło HSS, kręte, przedłużone poprzez przyspawany pręt, wszelkich jego niedokładności nie miałem jeszcze okazji sprawdzać. Potem to jest chyba poprawiane rozwiertakiem. Co do samej kinematyki wiercenia to tej nie ma możliwości zmiany (tokarki nie postawi na boku, niestety)
Generalnie chciałem się dowiedzieć czy kiedykolwiek ktoś z Was próbował w ten sposób wiercić i nikomu nic się nie stało.






