



Znaleziono 6 wyników
Wróć do „nierówny sześciokąt, gubienie kroków?”
- 09 maja 2014, 23:16
- Forum: Frezarka - konstrukcja metalowa
- Temat: nierówny sześciokąt, gubienie kroków?
- Odpowiedzi: 30
- Odsłony: 4596
Można to zrobić dowolnie. Na przykład dać dystans skrzynkowy taki jaki stosują choćby Chińczycy we frezarce 3040 a jeżeli chcesz mieć stały wgląd do sprzęgła to wystarczą dwie ścianki umieszczone naprzeciw siebie. Jedna ścianka zastępuje dwie nóżki pająka. To znacząco usztywni mocowanie silników. Ludzie tutaj często stosują takie rozwiązanie jak Ty ale zwykle te nogi są dużo grubsze co lepiej zabezpiecza silnik przed obracaniem się wokół osi pod obciążeniem
- 09 maja 2014, 21:31
- Forum: Frezarka - konstrukcja metalowa
- Temat: nierówny sześciokąt, gubienie kroków?
- Odpowiedzi: 30
- Odsłony: 4596
Zagadka kryminalna. Widocznie śruby są tak dokładne i na dodatek krzywe lub coś nie tak z ułożyskowaniem skoro chodzi nie w osi.
Coś na pewno się zmieniło bo teraz przynajmniej kroki (pełne) powinny być bardziej jednakowe niż poprzednio czyli nie powinno już być tego nierytmicznego skakania z którym próbowałeś walczyć w wątku https://www.cnc.info.pl/topics60/pierws ... t56595.htm Teraz przy podziale kroków 1/8 na jeden mikrokrok przypada 2.5 um. Skoro Mach wyliczył Ci przy kalibracji 405,..... i 395,.... kroczków na 1 mm to znaczy że na każdym milimetrze śruby generują błąd ponad 10um. Nie wiem jak to kalibrowałeś. Być może ten wykryty błąd to nie jest efekt niedokładności śruby ale efekt wstępnego kasowania luzów na łożyskach śruby przy nawrotach, luzu między śrubą a nakrętką , na sprzęgle a nawet z powodu cienkich i długich dystansów na których silnik stoi jak pająk. Spróbuj może wpisać w końcu do Macha po prostu równą liczbę 400 i zmierz figurę którą wyfrezujesz. Bez "pierdzielenia" z kalibracją.
Była już o tym mowa wcześniej . Jeżeli dajesz Machowi informację że na każdy milimetr ma dodać 12.5 um to na 200 milimetrach posuwu zrobi się dokładka 2.5 milimetra. Jesteś pewien że te śruby są aż tak fatalne? Takie rozciągnięcie lub ściśnięcie zwojów gwintu pokaże Ci zwykły pomiar przy pomocy suwmiarki. Sprawdź to.
Kalibracja przydaje się kiedy napędy są zrobione na paskach lub listwach zębatych, kiedy zastosowane są jakieś przekombinowane przełożenia , szpilki budowlane z supermarketu ale w tym wypadku i w tej frezarce to przerost formy nad treścią.
Napisałeś "...gdzie mam te same silniki..." Jak to zrozumieć? To w końcu w maszynie siedzą te nowe silniki 2Nm czy stare (te same) pięciofazowe?
[ Dodano: 2014-05-09, 21:32 ]
gozdd, był szybszy
Coś na pewno się zmieniło bo teraz przynajmniej kroki (pełne) powinny być bardziej jednakowe niż poprzednio czyli nie powinno już być tego nierytmicznego skakania z którym próbowałeś walczyć w wątku https://www.cnc.info.pl/topics60/pierws ... t56595.htm Teraz przy podziale kroków 1/8 na jeden mikrokrok przypada 2.5 um. Skoro Mach wyliczył Ci przy kalibracji 405,..... i 395,.... kroczków na 1 mm to znaczy że na każdym milimetrze śruby generują błąd ponad 10um. Nie wiem jak to kalibrowałeś. Być może ten wykryty błąd to nie jest efekt niedokładności śruby ale efekt wstępnego kasowania luzów na łożyskach śruby przy nawrotach, luzu między śrubą a nakrętką , na sprzęgle a nawet z powodu cienkich i długich dystansów na których silnik stoi jak pająk. Spróbuj może wpisać w końcu do Macha po prostu równą liczbę 400 i zmierz figurę którą wyfrezujesz. Bez "pierdzielenia" z kalibracją.
Była już o tym mowa wcześniej . Jeżeli dajesz Machowi informację że na każdy milimetr ma dodać 12.5 um to na 200 milimetrach posuwu zrobi się dokładka 2.5 milimetra. Jesteś pewien że te śruby są aż tak fatalne? Takie rozciągnięcie lub ściśnięcie zwojów gwintu pokaże Ci zwykły pomiar przy pomocy suwmiarki. Sprawdź to.
Kalibracja przydaje się kiedy napędy są zrobione na paskach lub listwach zębatych, kiedy zastosowane są jakieś przekombinowane przełożenia , szpilki budowlane z supermarketu ale w tym wypadku i w tej frezarce to przerost formy nad treścią.
Napisałeś "...gdzie mam te same silniki..." Jak to zrozumieć? To w końcu w maszynie siedzą te nowe silniki 2Nm czy stare (te same) pięciofazowe?
[ Dodano: 2014-05-09, 21:32 ]
gozdd, był szybszy
- 04 maja 2014, 21:58
- Forum: Frezarka - konstrukcja metalowa
- Temat: nierówny sześciokąt, gubienie kroków?
- Odpowiedzi: 30
- Odsłony: 4596
Dla konkretnej maszyny i układu połączeń nie ma znaczenia czy silnik ma 4, 6 czy 8 przewodów. Silnik 8 przewodowy daje szerszy wachlarz możliwości czyli można go użyć w maszynce lżejszej, cięższej, wtedy kiedy śrubuje się osiągi.. Cztero-przewodowy łączy się w jeden sposób i po kłopocie. Poczytaj sobie tutaj http://www.akcesoria.cnc.info.pl/silniki_krokowe.htm a wiele spraw Ci się ułoży
Jeżeli wybierzesz te silniki 4Nm zasilane prądem 4A to będzie trzeba od razu inwestować w mocniejsze sterowniki bo z chińczyka tyle nie wyciśniesz.(Można oczywiście i tym chińczykiem napędzić mocny silnik ale przez silnik będzie płynął mniejszy prąd czyli silnik nie wykorzysta w pełni swojego potencjału.) Czyli koszty idą w górę. Do tego wydajniejszy zasilacz. Nie jestem przekonany czy to konieczne. Te silniki których teraz używasz dysponują momentem 0.46Nm bodajże a przecież maszyna Ci nie staje. 2Nm to już 4 razy więcej.
Jeżeli wybierzesz te silniki 4Nm zasilane prądem 4A to będzie trzeba od razu inwestować w mocniejsze sterowniki bo z chińczyka tyle nie wyciśniesz.(Można oczywiście i tym chińczykiem napędzić mocny silnik ale przez silnik będzie płynął mniejszy prąd czyli silnik nie wykorzysta w pełni swojego potencjału.) Czyli koszty idą w górę. Do tego wydajniejszy zasilacz. Nie jestem przekonany czy to konieczne. Te silniki których teraz używasz dysponują momentem 0.46Nm bodajże a przecież maszyna Ci nie staje. 2Nm to już 4 razy więcej.
- 04 maja 2014, 18:54
- Forum: Frezarka - konstrukcja metalowa
- Temat: nierówny sześciokąt, gubienie kroków?
- Odpowiedzi: 30
- Odsłony: 4596
Żeby nie popadać w skrajności, jeżeli zdecydujesz się zastosować we wszystkich osiach silniki 2Nm http://allegro.pl/silnik-krokowy-2-nm-2 ... 96940.html a ten sterownik który masz, jeszcze żyje, to możesz przy nim pozostać. Przecież ta Twoja frezarka to nie monstrum o wadze tony a do tej pory jakoś chodzi z silniczkami <0.5Nm, do tego koślawo sterowanymi więc 2 Nm i tak są sporo silniejsze. Na inne sterowniki możesz zbierać kasę ale to nie takie pilne. Wielu ludzi nadal używa czerwonego chińczyka chociaż recenzje bywają różne.
- 04 maja 2014, 17:52
- Forum: Frezarka - konstrukcja metalowa
- Temat: nierówny sześciokąt, gubienie kroków?
- Odpowiedzi: 30
- Odsłony: 4596
Domyślam się dlaczego 400. Przejrzałem tamten wątek o frezarce i widzę że silniki są zasilone wbrew logice. Silniki są pięciofazowe i wymagają specjalnych sterowników. Kolega bykol132, w tamtym wątku zeznał że po prostu zignorował jedno z wyprowadzeń silnika co samo w sobie jest pomysłem powalającym. Widziałem człowieka który dorysowywał kratki do krzyżówki kiedy mu się hasło nie mieściło. Jeżeli ten silnik jest uzwojony w ten sposób
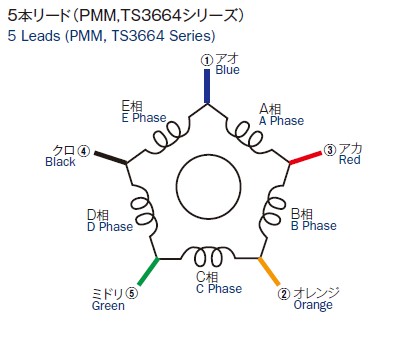
to użycie czerwonego chińczyka... szkoda gadać.
Aż dziw że sterownik się jeszcze nie zbuntował. W każdym razie silnik wykonuje skoki rodem z Ministerstwa głupich kroków Wyszło by to w praniu gdyby kolega bykol132, założył długą wskazówkę na oś jednego silnika i na podłożonej kartce zaznaczał koniec wskazówki napędzając silnik pojedynczymi krokami. Najpewniej ta nierównomierność przeskoków osi, z którą walczył, wynikała właśnie z tego powodu. Lekarstwem na niedomagania będzie moim zdaniem wymiana tych nieszczęsnych silników na "normalne" które wskazał kilka postów wyżej.
Po wymianie silnika na 200 kroków (ze wskazanych aukcji) i ustawieniu podziału 1/8 można będzie nadal w Machu wstawić liczbę 400 ale maszynka zacznie pracować łagodnie i bez niespodzianek. Stąd wniosek że obecnie te silniki które są też wykonują około 200 kroków ale dłuższych i krótszych, zależnie jak akurat zasilone są 3 z pięciu uzwojeń w danym momencie
to użycie czerwonego chińczyka... szkoda gadać.
Aż dziw że sterownik się jeszcze nie zbuntował. W każdym razie silnik wykonuje skoki rodem z Ministerstwa głupich kroków Wyszło by to w praniu gdyby kolega bykol132, założył długą wskazówkę na oś jednego silnika i na podłożonej kartce zaznaczał koniec wskazówki napędzając silnik pojedynczymi krokami. Najpewniej ta nierównomierność przeskoków osi, z którą walczył, wynikała właśnie z tego powodu. Lekarstwem na niedomagania będzie moim zdaniem wymiana tych nieszczęsnych silników na "normalne" które wskazał kilka postów wyżej.
Po wymianie silnika na 200 kroków (ze wskazanych aukcji) i ustawieniu podziału 1/8 można będzie nadal w Machu wstawić liczbę 400 ale maszynka zacznie pracować łagodnie i bez niespodzianek. Stąd wniosek że obecnie te silniki które są też wykonują około 200 kroków ale dłuższych i krótszych, zależnie jak akurat zasilone są 3 z pięciu uzwojeń w danym momencie
- 04 maja 2014, 00:49
- Forum: Frezarka - konstrukcja metalowa
- Temat: nierówny sześciokąt, gubienie kroków?
- Odpowiedzi: 30
- Odsłony: 4596
Porównywanie dokładności frezowania kwadratu w drewnie i sześciokąta w metalu nie jest chyba najszczęśliwsze. Za dużo zmiennych. Zdecyduj się po pierwsze na jeden materiał. W ten sposób przynajmniej wpływ obciążeń osi i sztywności maszyny będzie taki sam. Po drugie możesz poćwiczyć też tylko na kwadracie ale ustawianym pod różnym kątem względem osi stołu. To też da jakieś wnioski na temat sztywności maszyny.
Ja tu jednak wietrzę inny powód:
Mach który przelicza wektory na kolejne mikrokroki, Przy zaokrąglonej liczbie podziału zawsze zrobi jakieś błędy (błąd zaokrąglenia) które dodają się przy kolejnym wektorze a właściwie chyba nawet mikrokroku. Tak to sobie wyobrażam ale mogę być w błędzie. Napisałeś że podział kroków w Machu ~404. Co to znaczy "około" Czy nie z tego właśnie powodu odcinek o długości 14 wychodzi ~14? Z jakim zaokrągleniem jest to "około? Ciekawe czy taki sam błąd wyjdzie przy ustawieniu sterowników na pełne kroki i równiejszą liczbę podziału kroków?
mucha669, napisał dosadnie "daj najmniejszy podział jaki możesz bez pierdzielenia" ale chyba najbliżej trafił w mój tok myślenia. Chodzi o to "pierdzielenie" Z dążeniem do jak najdrobniejszego rastra podziałowego i jeszcze poprawiania precyzji można przedobrzyć. Podobnie można pogorszyć efekty, zbyt długo polerując lustro do lunety.
Możliwe że równy sześciokąt uzyskasz wpisując w Machu liczbę podziałową 400, pozostając przy mikrokrokach. Skąd w ogóle wzięło się to ~404? Śruby masz niedokładne?
Poza tym nie bardzo rozumiem w ogóle tej liczby bo nie znam Macha
Jeżeli problem dotyczy tej frezarki https://www.cnc.info.pl/topics60/pierws ... t56595.htm to widzę że silniki wprost napędzają śruby. Skoro tak to na jeden obrót silnika (4 mm posuwu) potrzeba 500 kroków czyli przy podziale 1/8 na sterowniku 4000 mikrokroków. Zatem na przesunięcie osi o 1 mm potrzeba ich 1000. Skąd więc to 400?
Ja tu jednak wietrzę inny powód:
Mach który przelicza wektory na kolejne mikrokroki, Przy zaokrąglonej liczbie podziału zawsze zrobi jakieś błędy (błąd zaokrąglenia) które dodają się przy kolejnym wektorze a właściwie chyba nawet mikrokroku. Tak to sobie wyobrażam ale mogę być w błędzie. Napisałeś że podział kroków w Machu ~404. Co to znaczy "około" Czy nie z tego właśnie powodu odcinek o długości 14 wychodzi ~14? Z jakim zaokrągleniem jest to "około? Ciekawe czy taki sam błąd wyjdzie przy ustawieniu sterowników na pełne kroki i równiejszą liczbę podziału kroków?
mucha669, napisał dosadnie "daj najmniejszy podział jaki możesz bez pierdzielenia" ale chyba najbliżej trafił w mój tok myślenia. Chodzi o to "pierdzielenie" Z dążeniem do jak najdrobniejszego rastra podziałowego i jeszcze poprawiania precyzji można przedobrzyć. Podobnie można pogorszyć efekty, zbyt długo polerując lustro do lunety.
Możliwe że równy sześciokąt uzyskasz wpisując w Machu liczbę podziałową 400, pozostając przy mikrokrokach. Skąd w ogóle wzięło się to ~404? Śruby masz niedokładne?
Poza tym nie bardzo rozumiem w ogóle tej liczby bo nie znam Macha
Jeżeli problem dotyczy tej frezarki https://www.cnc.info.pl/topics60/pierws ... t56595.htm to widzę że silniki wprost napędzają śruby. Skoro tak to na jeden obrót silnika (4 mm posuwu) potrzeba 500 kroków czyli przy podziale 1/8 na sterowniku 4000 mikrokroków. Zatem na przesunięcie osi o 1 mm potrzeba ich 1000. Skąd więc to 400?






