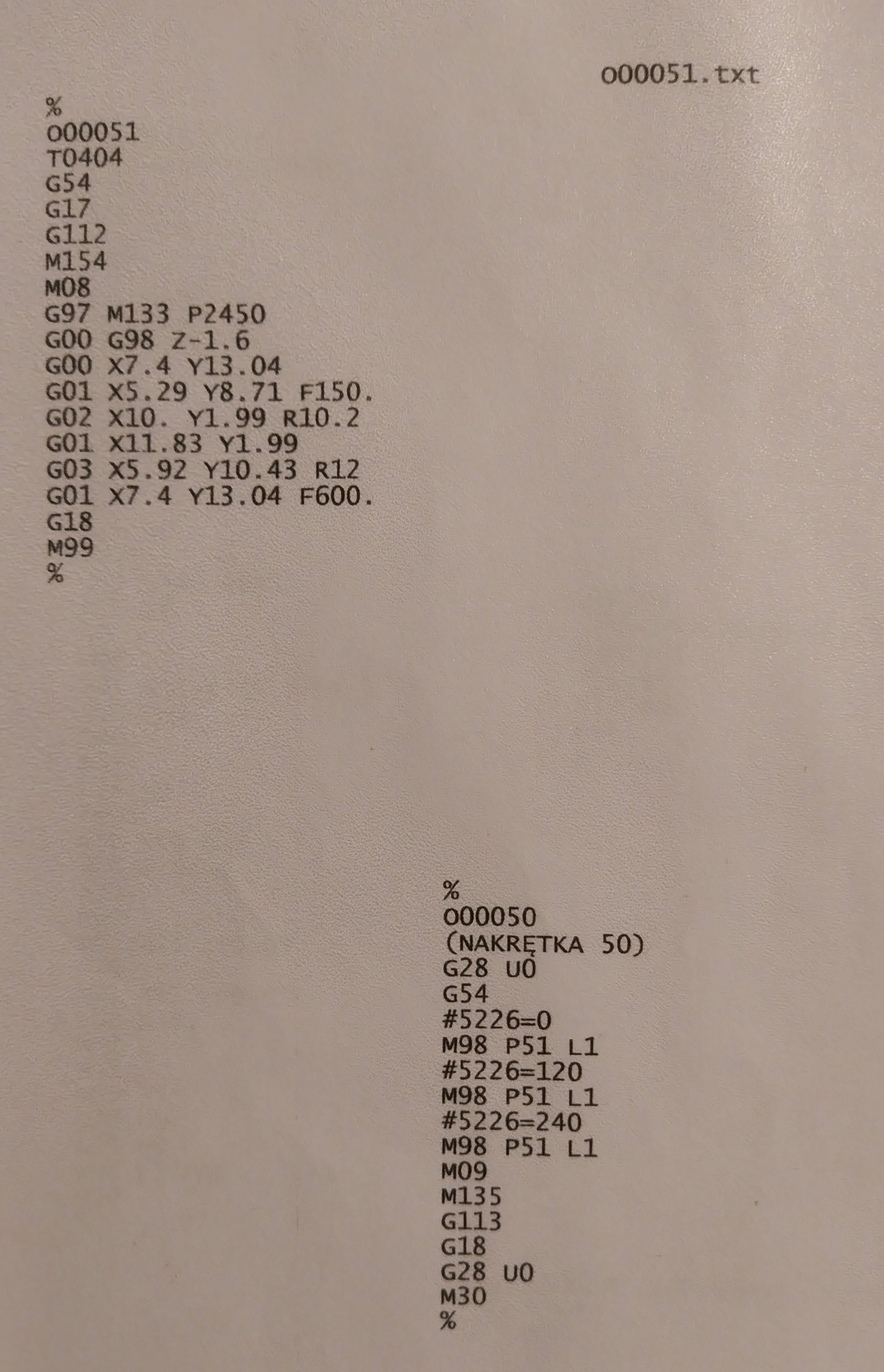
Witam.wiktor1103 pisze: ↑28 paź 2021, 07:27Siemanko. Dzisiaj zrobiłem sobie test z G112 na aluminium. W planach było wyfrezować sześciokąt 12 ale nie wyszło i dopiero po czasie zorientowałem się że mam źle napisany program, ale nie wiem czy tylko w tym jest rzecz. Chciałem się zapytać czy mógłbym Cię prosić żebyś sprawdził czy dobrze się za to zabrałem. Zabazowałem freza 12 w oprawce poziomej. W tabelce na promień wpisałem 6.000, a w Tool Tip dałem najpierw 7 bo tak intuicyjne uznałem że by to pasowało, ale gdy patrzyłem na symulacji to w X nie było różnicy jak dałem Tip 7 czy 3 więc nie wiem czy to ma znaczenie przy frezowaniu (zapomniałem spojrzeć czy coś się zmienia w C). Wpisałem program i puściłem no i nie poszło tak jak planowałem. Teraz mam poprawiony program, może tak być?:
.....
Musisz sobie uświadomić , że po wpisaniu cyklu G112 tokarka zamienia się w frezarkę.
Pracujesz w płaszczyźnie G17 , więc spokojnie piszesz programy , jak na typową frezarkę w układzie X-Y
Funkcja przekształcania z układu ortokartezjańskiego na układ biegunowy G112 pozwala Ci programować kolejne bloki współrzędnych kartezjańskich XY, które układ sterowania automatycznie przekształca na współrzędne biegunowe XC
Jak piszesz programy z palca , to w tabelce Tool Tip nic nie musisz wpisywać.
Jak masz załączony cykl G112 i płaszczyznę roboczą G17 , to programuj w układzie X-Y i stosuj G41/G42 ..... , będzie łatwiej.wiktor1103 pisze: ↑29 paź 2021, 05:09.... gdzieś czytałem ze wartości X muszą być w średnicy i to był pierwszy błąd, drugim błędem było złe zwymiarowanie przeze mnie szesciokąta bo zamiast X3. Wpisywałem X6. Gdy do tego doszedłem szesciokąt wyszedł idealnie. Dziękuję Ci bardzo Mariusz bardzo mi pomogłeś.....
Niekoniecznie.... Jeszcze mam pytanie, jedynym sposobem żeby frez zagłębiał się o daną wartość jak w cyklu jest napisanie makra tak?
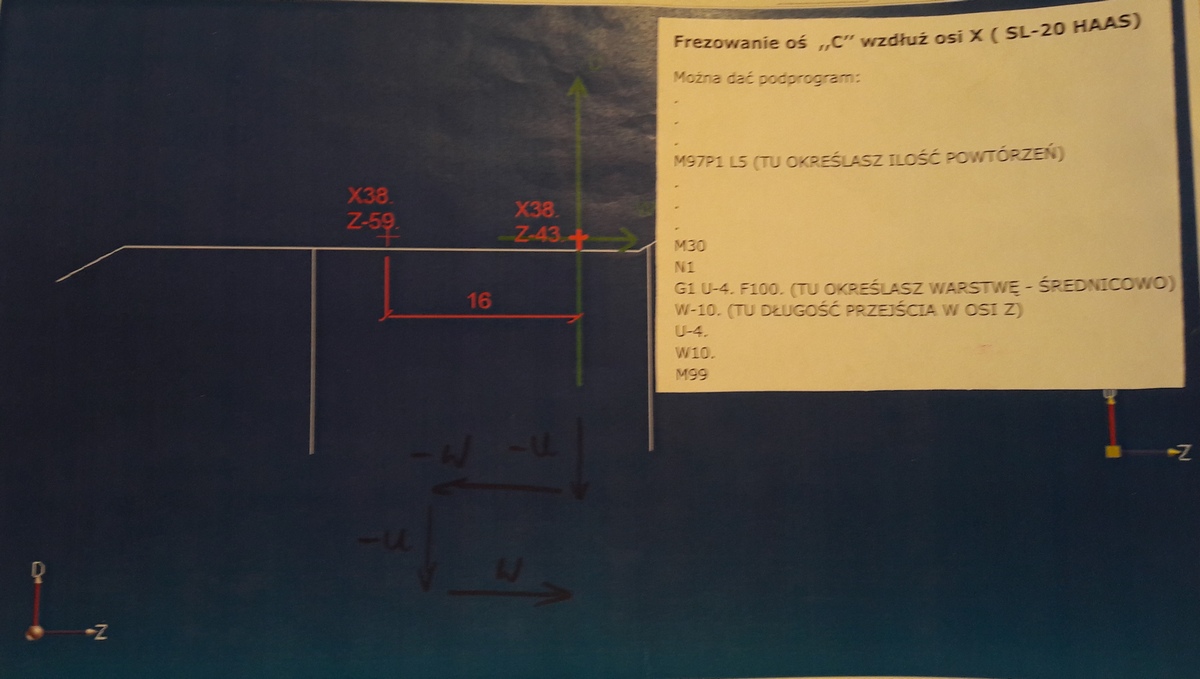
Swego czasu toczyłem czopy i frezowałem w nich wybranie fasolkowe .
Zagłębianie się freza o (x) wartość rozwiązałem tak;
Mariusz.