Blodi pisze: ↑04 paź 2020, 19:41
A z filmikami od haasów to ja na bieżąco jestem, polecam każdemu kto się uczy. Ale pytanie jest odnośnie wiertarki do głębokiego wiercenia(HTT).
To tego chyba nie widziałeś skoro zadajesz , jak niżej pytania.

Blodi pisze: ↑04 paź 2020, 19:34
..... jeśli był robiony gwint m12 czyli skok 1,75, to "operator" daje s60 a f30 przynajmniej takie zauważyłem. To gwint mógł wyjść na 30mm?
wojtek10916 pisze: ↑04 paź 2020, 19:04
Wstaw cały program do gwintowania bo ci "progamisci" u ciebie to jacyś magicy
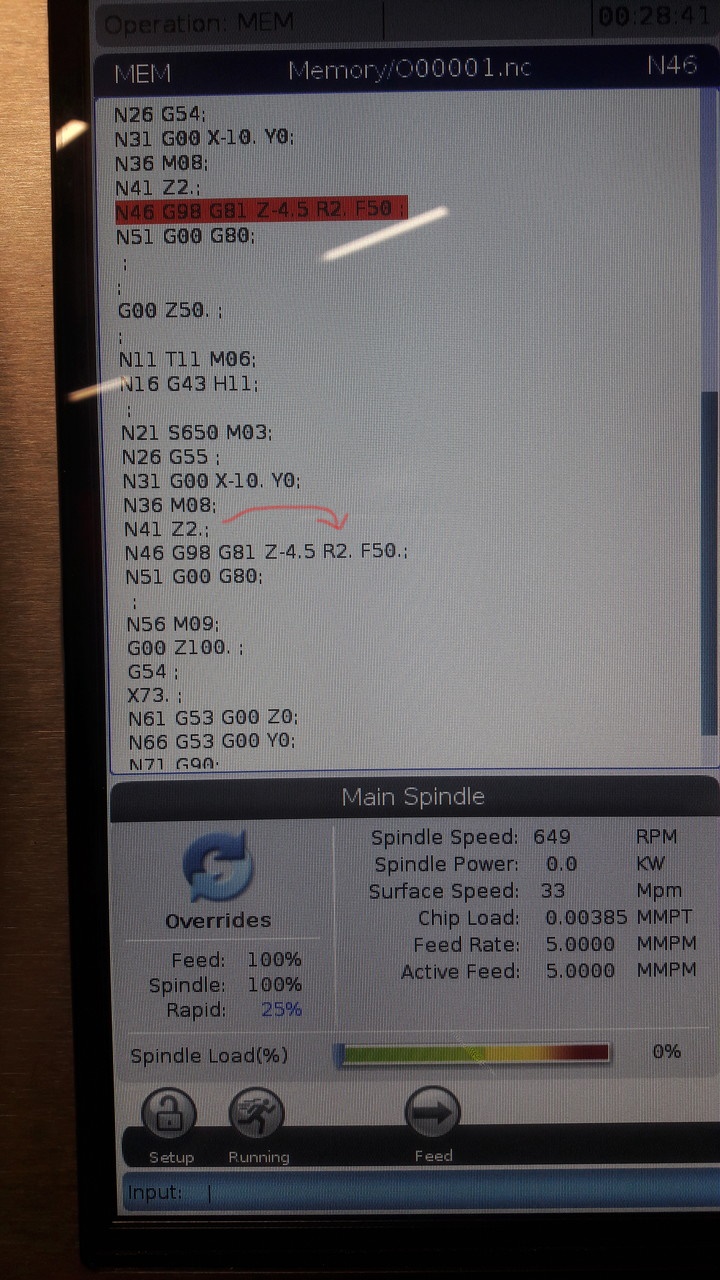
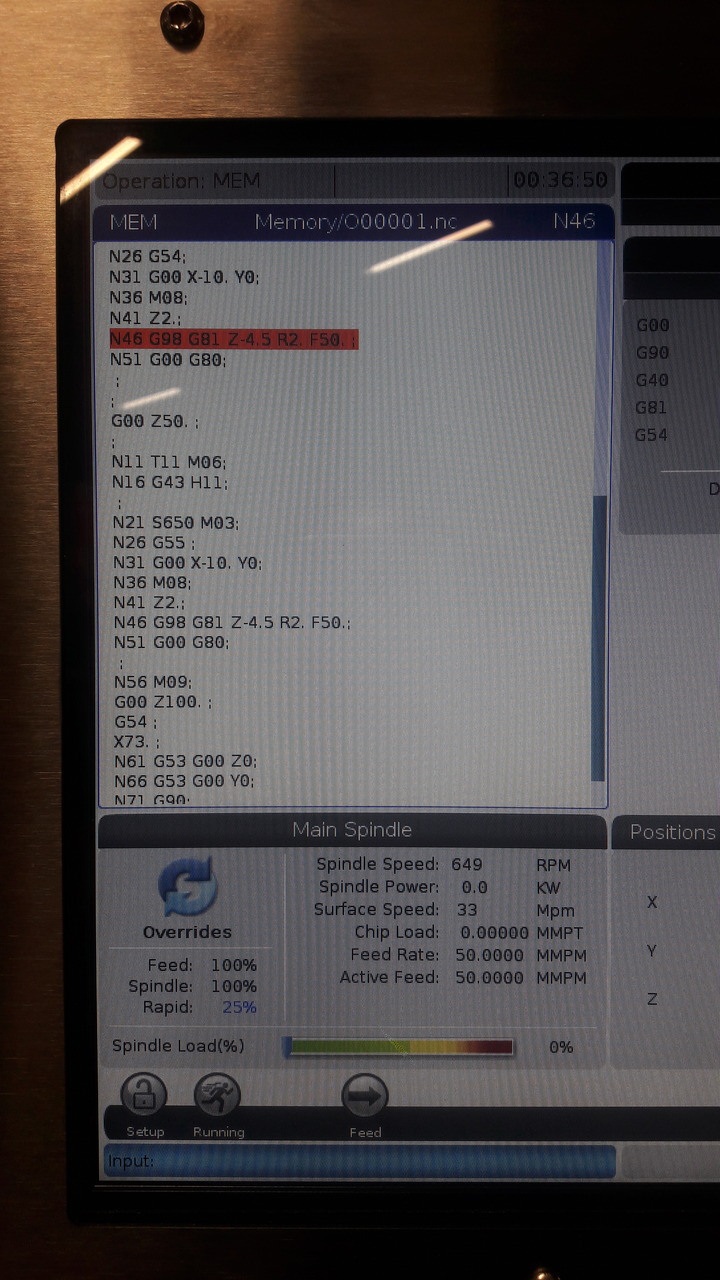
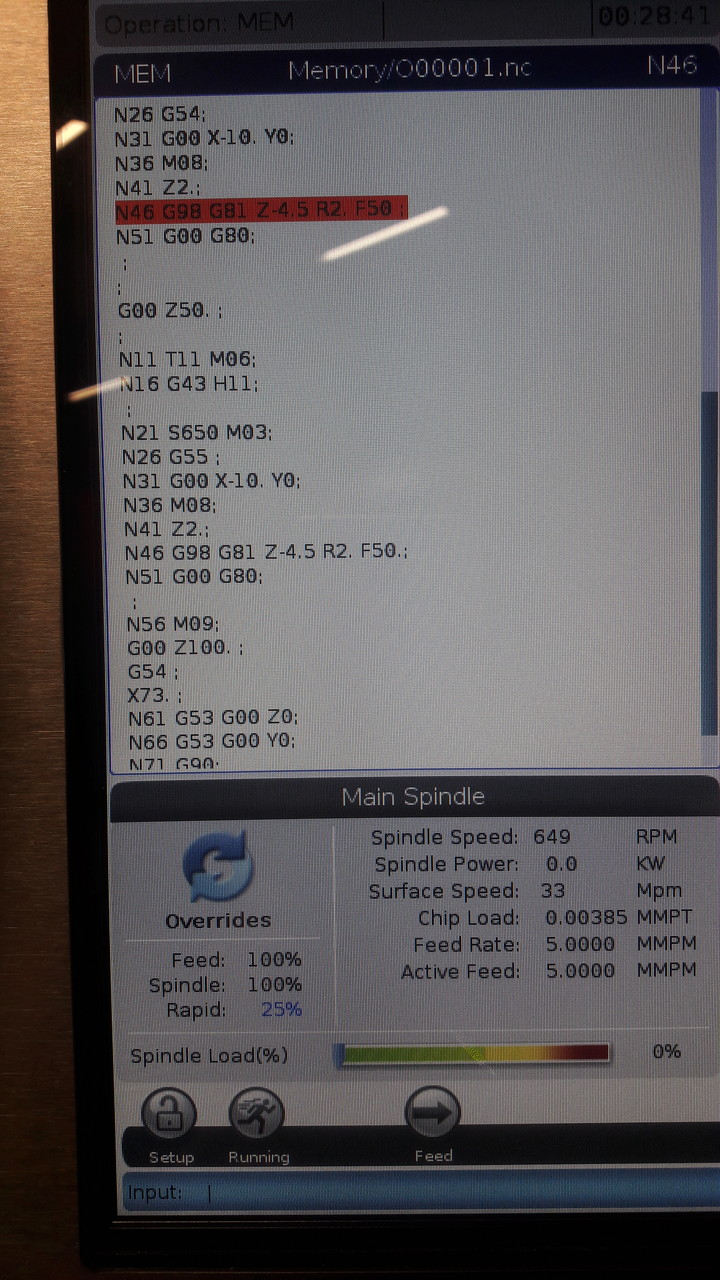
linia go gwintowania powinna wyglądać tak:
G84G98 Z-15. R2.
F400 (zakładając ze skok jest równy 1mm np dla M6 przy s400)
Myślałem , że to literówka ..... , ale jak widać niżej również posuw F na końcu bez kropki piszesz.
wojtek10916 pisze: ↑04 paź 2020, 22:38
Blodi pisze:jeśli był robiony gwint m12 czyli skok 1,75, to "operator" daje s60 a f30 przynajmniej takie zauważyłem. To gwint mógł wyjść na 30mm?
Przy takim posuwie wyszło by skok gwintu 0,5
Posuw = obroty x skok
Jezeli M12 to bedzie tak
M6T1
G54G90X0Y0M3S100
G43H1Z50.M8
G84G98 Z-15. R2.
F175
G80M9
ps nie szukają u ciebie programisty?

Mariusz.