Ja już po testach
..... u mnie działa.
Mariusz.
Obsługa, Programowanie i Budowa Maszyn Numerycznych




Mój program widziałeś?
Kopiuj / wklej ...... , jak dla mnie g -kod nie bardzo jest czytelny.CFA pisze: ↑08 sie 2020, 08:15Ja na Haas używałem kiedyś M98 P1 L20 z użyciem G91 Z-1. w P1, ale zawsze szybciej było mi
zrobić kopiuj wklej - no może 20 razy byłoby kłopotliwe ale to i tak szybciej niż przypominać sobie
jak to zrobić, grzebać w starych programach czy pisać na forum a dodatkowo modyfikacje wersji "wklejanej" w trakcie pracy są łatwiejsze niż podprogramu. Jest jeszcze jakiś kod na kieszeń G150 ale to działa w denerwujący sposób. Programuję z ręki od wielu lat - sama jednostkowa produkcja - i nie pamiętam kiedy ostatnio użyłem takich rozwiązań, ale wiem, że ludzie używają.
Kod: Zaznacz cały
%
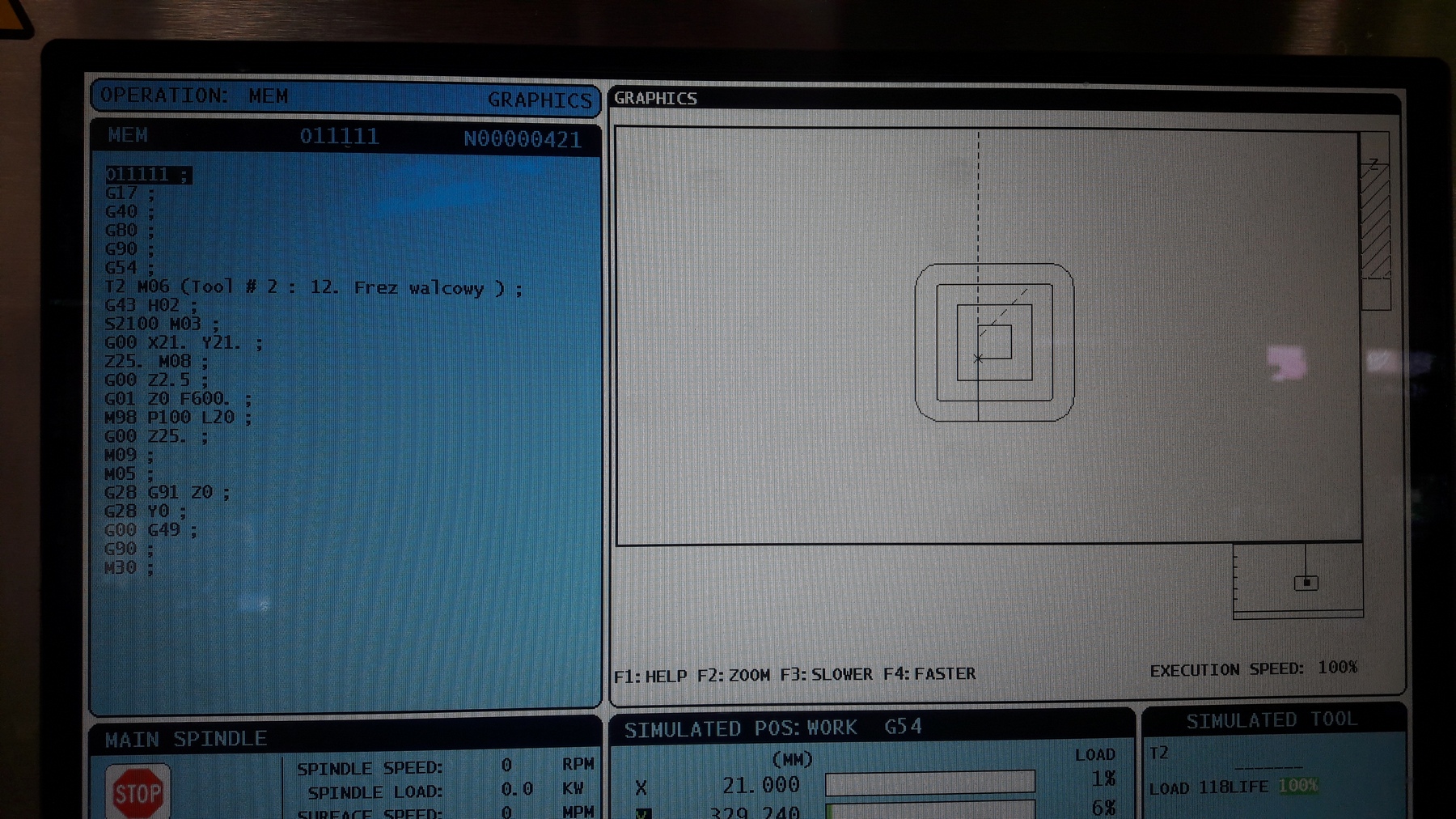
O1
G17
G40
G80
G90
G54
T2 M6 (Tool # 2 : 12. Frez walcowy )
G43 H2
S2100 M3
G0 X21. Y21.
Z25. M8
G0 Z2.5
G1 Z0 F600.00
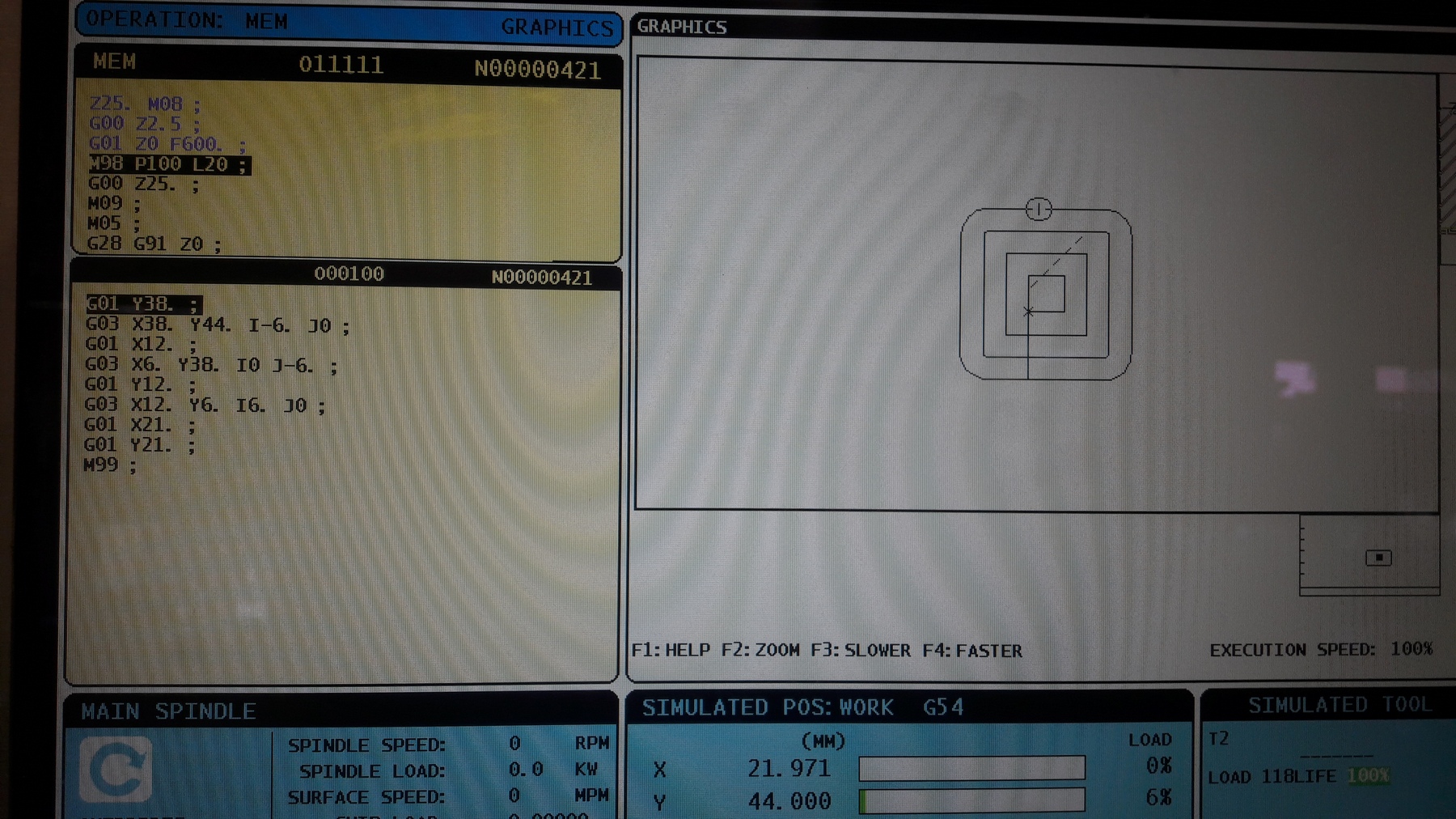
M98 P100 L20
G00 Z25.
M9
M5
G28 G91 Z0
G28 Y0
G0 G49
G90
M30
%
%O00100
(WYBRANIE)
G91 G1 Z-1. F600.
G90
X29.
Y29.
X21.
Y21.
Y16.
X34.
Y34.
X16.
Y16.
X21.
Y11.
X38.
G3 X39. Y12. I0 J1.
G1 Y38.
G3 X38. Y39. I-1. J0
G1 X12.
G3 X11. Y38. I0 J-1.
G1 Y12.
G3 X12. Y11. I1. J0
G1 X21.
Y6.
X38.
G3 X44. Y12. I0 J6.
G1 Y38.
G3 X38. Y44. I-6. J0
G1 X12.
G3 X6. Y38. I0 J-6.
G1 Y12.
G3 X12. Y6. I6. J0
G1 X21.
G1 Y21.
M99
%






