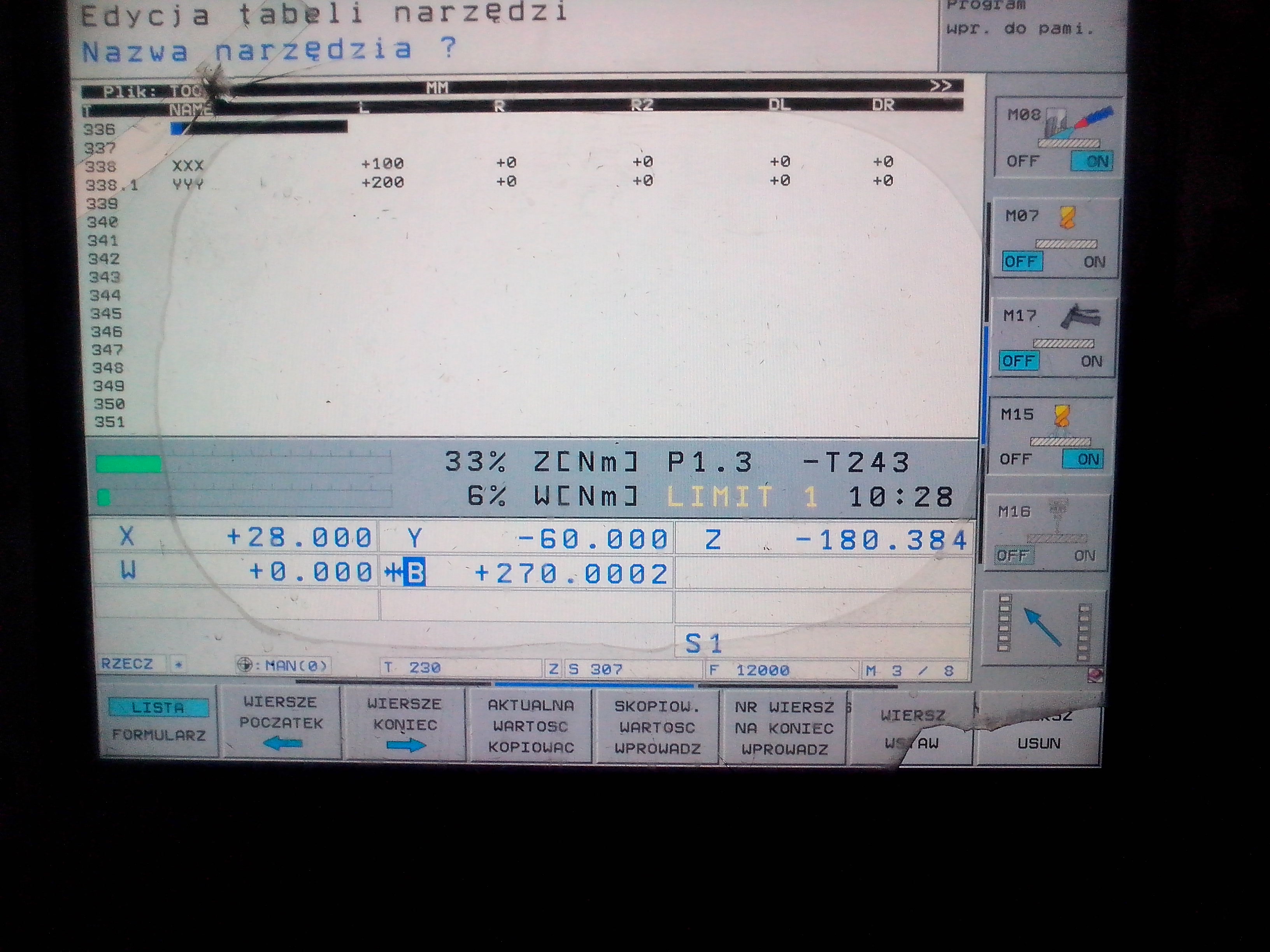
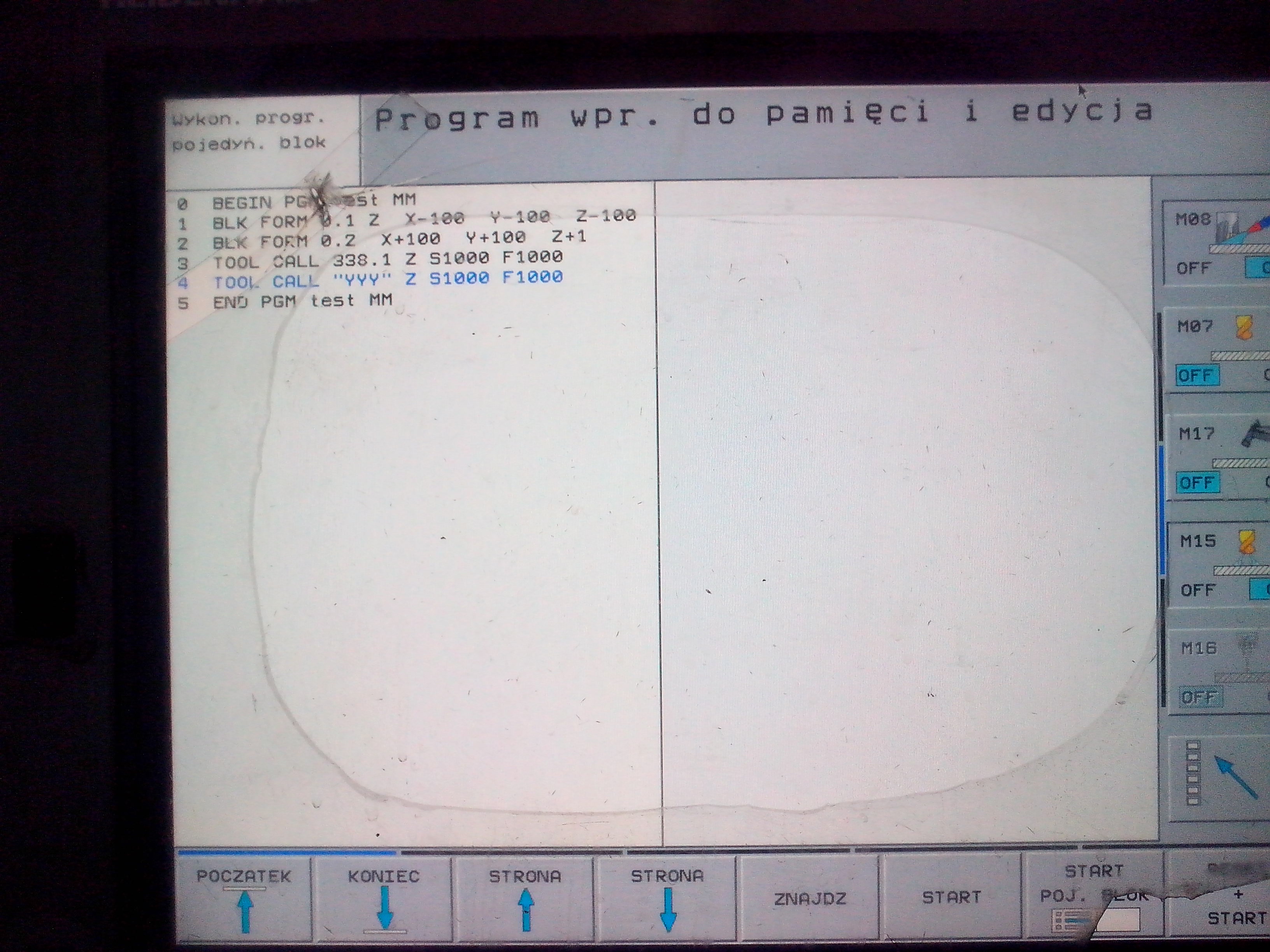
Jeśli narzędzie 5 ma L=100, a narzędzie 5.1 ma L=200 to wywołując narzędzie 5 zostanie przypisana długość 100 , a 5.1 długość 200, przy czym fizycznie z magazynu zostanie pobrana ta sama oprawa (można je oczywiście wywołać po nazwie)...praktycznie -Tool call 5... M0 ... wkładamy 1 gwintownik do oprawy... gwintujemy... toll call 5.1... M0... wkładamy drugi gwintownik do oprawy... gwintujemy i żeby się nie pogubić, co jest w oprawie... M0 ... wyjmujemy gwintownik z oprawy...
[ Dodano: 2015-08-18, 21:31 ]
Aaaa kropka pojawia się właśnie jak robisz "wiersz wstaw"