



Znaleziono 78 wyników
- 02 lut 2017, 00:03
- Forum: Rysunek techniczny
- Temat: Rysunek techniczny
- Odpowiedzi: 3
- Odsłony: 2121
Witam.Nie widzę promienia sfery zewnętrznej i brak "zaczepienia" sfery wewnętrznej R90.Nie wiem co to za wymiar 12. Czasem spotykam się z opisem SR jeśli chodzi o takie wycinki kuli, ale nie wiem czy to ma jakieś oparcie w normach...Jest też źle zwymiarowana faza bo 1.5x5 ,a nie 5x45st. Na zewnętrzn...
- 25 sty 2017, 17:16
- Forum: HAAS
- Temat: toczenie idealnej kuli
- Odpowiedzi: 17
- Odsłony: 4344
Witam.... Myślę, że można ten pgm napisać z ręki choć to kłopotliwe. Warunek to opisanie dwóch ostrzy narzędzia, choć fizycznie ucinak jest jeden.(jeśli jest możliwość to można zrobić to w dwóch nr korekcji dla jednego nr narzędzia). Jedno ostrze to prawa, drugie lewa str. ucinaka. Program trzeba po...
- 25 sty 2017, 14:29
- Forum: Rysunek techniczny
- Temat: połączenia gwintowe
- Odpowiedzi: 2
- Odsłony: 3266
- 25 sty 2017, 13:43
- Forum: Rysunek techniczny
- Temat: Króciec odpływowy
- Odpowiedzi: 1
- Odsłony: 791
Witam... nie wiem czy dobrze rozumiem pytanie... Na trzecim szkicu widać jakby promień (w rzeczywistości wycinek elipsy) bo kruciec jest wspawany do rury, gdyby to była płaska ściana tego efektu by nie było. Druga blacha jest prawdopodobnie miejscowym wzmocnieniem (dodatkowy kołnierz), bez niego kru...
- 24 wrz 2015, 14:58
- Forum: Heidenhain
- Temat: Pomoc w programie
- Odpowiedzi: 5
- Odsłony: 1685
- 21 wrz 2015, 09:56
- Forum: Heidenhain
- Temat: Pomoc w programie
- Odpowiedzi: 5
- Odsłony: 1685
- 17 wrz 2015, 19:06
- Forum: Heidenhain
- Temat: heidenhain 407 problem
- Odpowiedzi: 4
- Odsłony: 3408
- 26 sie 2015, 10:44
- Forum: Heidenhain
- Temat: Wstawianie długości narzędzia w programie - Q parametr
- Odpowiedzi: 6
- Odsłony: 2391
- 18 sie 2015, 21:25
- Forum: Heidenhain
- Temat: Wstawianie długości narzędzia w programie - Q parametr
- Odpowiedzi: 6
- Odsłony: 2391
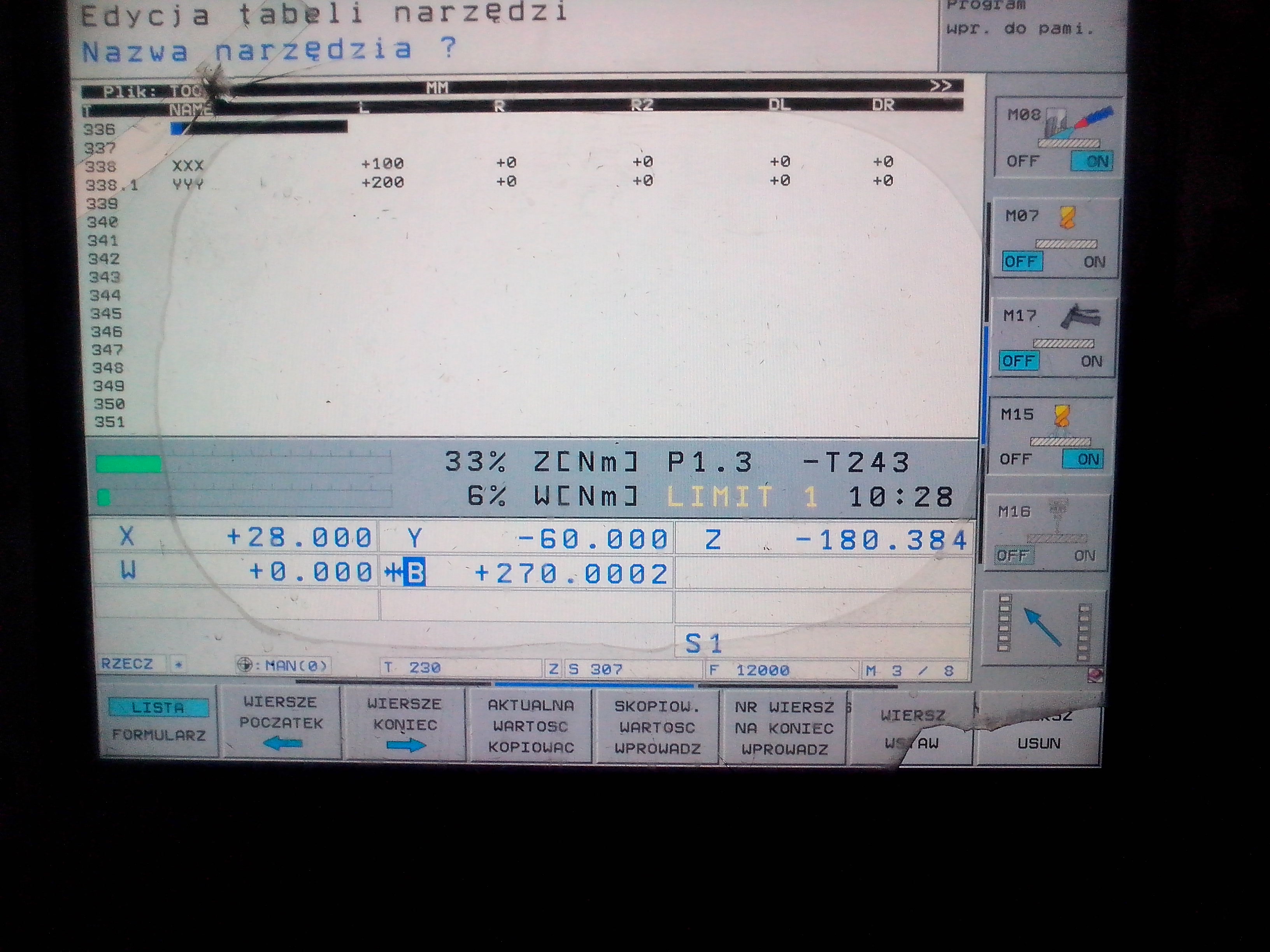
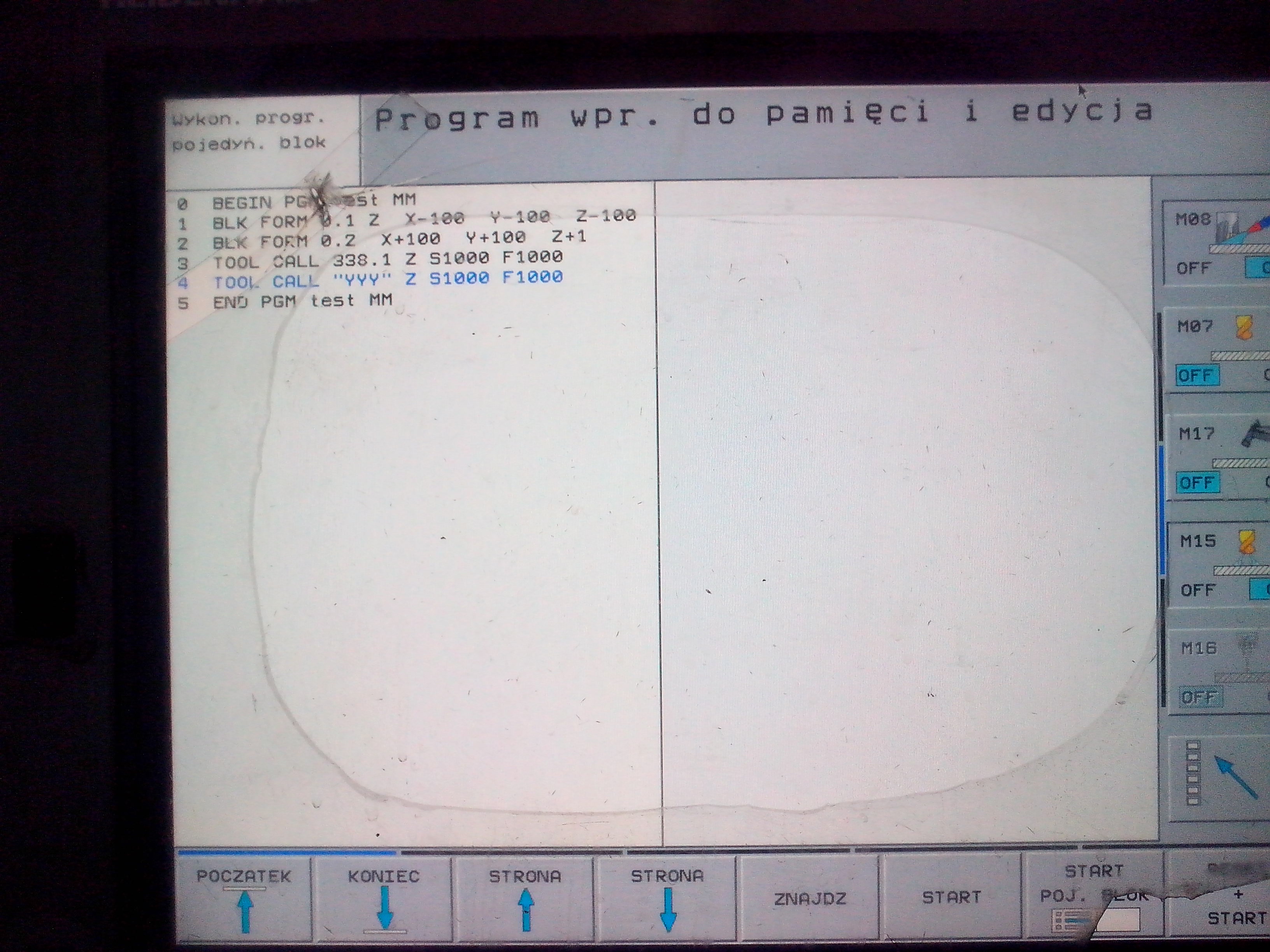
Jeśli narzędzie 5 ma L=100, a narzędzie 5.1 ma L=200 to wywołując narzędzie 5 zostanie przypisana długość 100 , a 5.1 długość 200, przy czym fizycznie z magazynu zostanie pobrana ta sama oprawa (można je oczywiście wywołać po nazwie)...praktycznie -Tool call 5... M0 ... wkładamy 1 gwintownik do opra...
- 18 sie 2015, 20:17
- Forum: Heidenhain
- Temat: Wstawianie długości narzędzia w programie - Q parametr
- Odpowiedzi: 6
- Odsłony: 2391
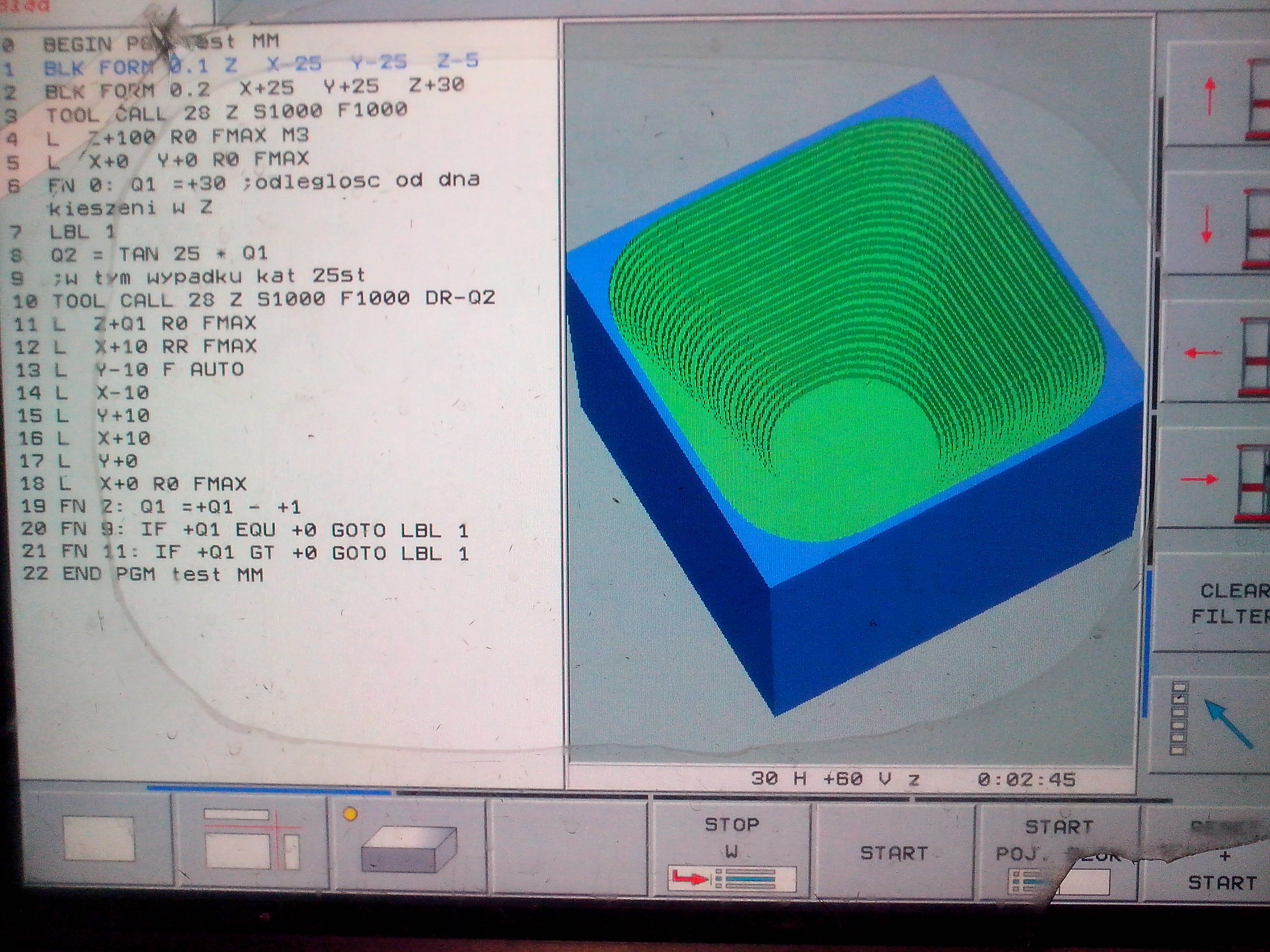
Ja zrobiłbym to inaczej... w tabeli narzędzi "wiersz wstaw" na jakieś linijce to spowoduje wstawienie wiersza z nr. tej linijki .1, nazwa dowolna. W magazynie narzędzi jest tylko nr główny, a długość jest wczytywana zależnie od nazwy/cyfry po kropce (ja stosuję to do frezów tarczowych itp. gdzie raz...






