Dzisiaj już moja wiedza jest o wiele większa
1. Linię wywołania rozumiem
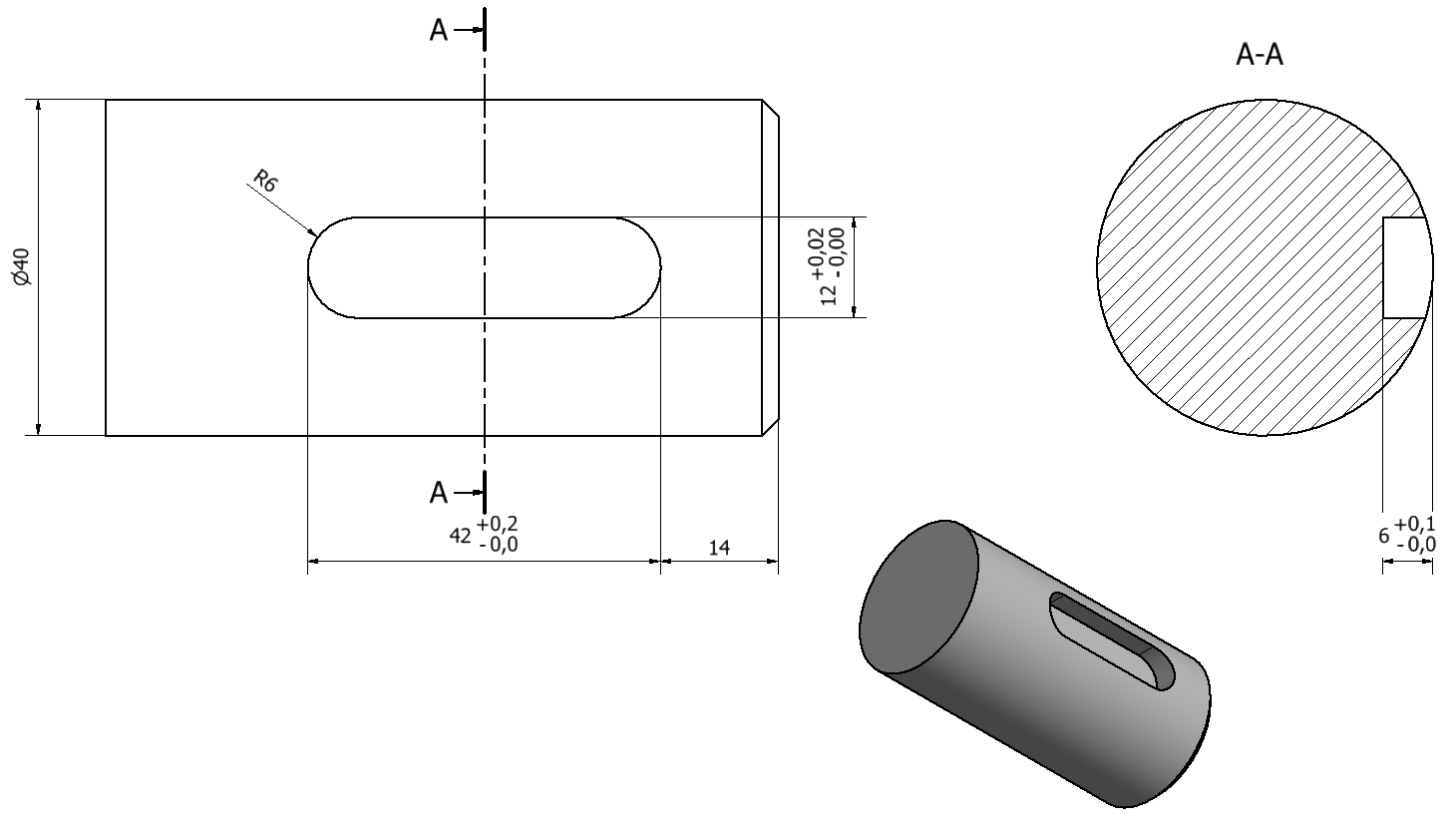
P100 - nr podprogramu,G65P100X40.Z-35.D42.01S12.01H6.Q1.F100.
X40. - średnica zewnętrzna wałka,
Z-35. - wsp. środka fasolki,
D42.01 - długość fasolki w Z,
itd. z tym niema problemu.
W instrukcji Fanuc'a znalazłem tabelkę ustalającą argument I co odnosi się do zmiennych zawartych na początku podprogramu, np:
i tak dla przykładu dane z tabeli:(#26 WSPOLRZEDNA SRODKA FASOLKI Z)
(#24 SREDNICA POCZATKA FASOLKI X)
Kod: Zaznacz cały
Adres A --> nr zmiennej #1
Adres B --> nr zmiennej #2
Adres C --> nr zmiennej #3
Adres D --> nr zmiennej #7
Adres E --> nr zmiennej #8
...
Adres X --> nr zmiennej #24
...
Adres Z --> nr zmiennej #26
Pytanie drugie. Jako zmienne zdeklarowane (czyli stałe) używa się tylko tych zawartych w tabeli?
Pytanie trzecie odnosi się do zapisu podprogramu
Czy zmienna #10 zawiera się w przedziale zmiennych lokalnych - od #1 - #33 i tych nie występujących w ustaleniach argumentu I? Jeśli tak to mogę zamiast zmiennej #10 wykorzystać zmienną, np. #27?#10=#24-[#17*2]
Co do podprogramu to zapis zawierający się w przedziale rozumiem bardzo dobrze:
Jeżeli jest spełniony warunek to powrót do bloku N1, jeśli nie to jest wykonywany kod poniżej IF.%
O0100
(#26 WSPOLRZEDNA SRODKA FASOLKI Z)
(#24 SREDNICA POCZATKA FASOLKI X)
(#7 DLUGOSC FASOLKI D)
(#19 SZEROKOSC FASOLKI S)
(#11 WYSOKOSC FASOLKI H)
(#17 GLEBOKOSC ZABLEBIENIA Q)
(#9 POSUW OBROBKI F)
G00G19Y0.X[#24+5]Z[#26]
#10=#24-[#17*2]
N1
G01X#10F#9
G01G42Y-#19
G01W-[#7/2-#19/2]
G03Y#19R[#19/2]
G01W[#7-#19]
G03Y-#19R[#19/2]
G01Z#26
G40Y0.
#10=#10-#17*2
IF[#10GE#24-#11*2+#17*2]GOTO1
Dalej nie analizowałem z braku czasu w pracy w domku luknę.
I ostatnie pytanie. Średnica frezu tzn. jego promień jest zawarty w ustawieniach Kompensacja narzędzia - korekcja geometrii? Jeśli frez będzie miał średnicę np. 4mm to już poprawnie nie wykona fasoli?