



Znaleziono 6 wyników
Wróć do „Makro ... Proszę o pomoc w wyjaśnieniu”
- 24 kwie 2018, 10:46
- Forum: Daewoo / Doosan
- Temat: Makro ... Proszę o pomoc w wyjaśnieniu
- Odpowiedzi: 10
- Odsłony: 4114
Re: Makro ... Proszę o pomoc w wyjaśnieniu
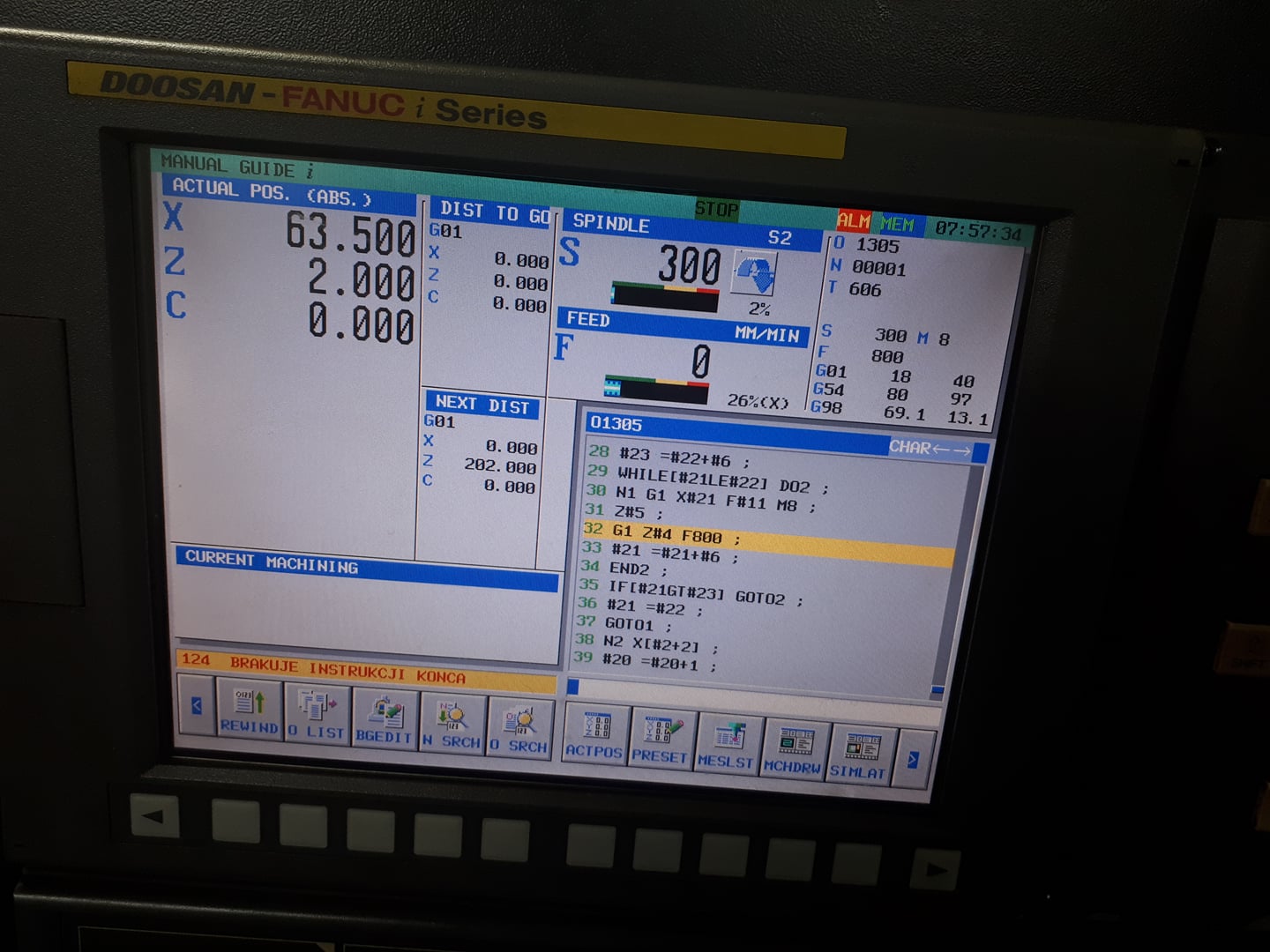
Witam teraz maszyna robi wszystki rowki ale tylko 2 przejscia nie zaleznie jaka szerokosc freza wpisze .... A dokladnie do wartosci 66.5 a nie jak potrzebuje i mam wpisane 68.5 oczywiście idzie oszukać wpisując 70.5 i wtedy frezuje wartosc co potrzebuje 
- 24 kwie 2018, 08:08
- Forum: Daewoo / Doosan
- Temat: Makro ... Proszę o pomoc w wyjaśnieniu
- Odpowiedzi: 10
- Odsłony: 4114
Re: Makro ... Proszę o pomoc w wyjaśnieniu
Witam jednak nie wszystko działa po skończeniu jednego rowka wywala błąd
- 23 kwie 2018, 14:46
- Forum: Daewoo / Doosan
- Temat: Makro ... Proszę o pomoc w wyjaśnieniu
- Odpowiedzi: 10
- Odsłony: 4114
Re: Makro ... Proszę o pomoc w wyjaśnieniu
Oki bede czekał Pozdrawiam
Dodane 12 minuty 41 sekundy:
zjezdza maszyna w osi x od razu na wartosc wpisana w parametrze #3 chce wykonac np rowek od 68.5 do 57
to ustawia sie na 68.5 robi 3 rowki i koniec nie schodzi o szerokosc freza ...
Dodane 34 minuty 11 sekundy:
Witam raz jeszcze sprawdziłem i wszystko śmiga wpisałem na odwrót wartosci Dzieki za pomoc i za zainteresowanie tematem Pozdrawiam
Dodane 12 minuty 41 sekundy:
zjezdza maszyna w osi x od razu na wartosc wpisana w parametrze #3 chce wykonac np rowek od 68.5 do 57
to ustawia sie na 68.5 robi 3 rowki i koniec nie schodzi o szerokosc freza ...
Dodane 34 minuty 11 sekundy:
Witam raz jeszcze sprawdziłem i wszystko śmiga wpisałem na odwrót wartosci
- 23 kwie 2018, 11:42
- Forum: Daewoo / Doosan
- Temat: Makro ... Proszę o pomoc w wyjaśnieniu
- Odpowiedzi: 10
- Odsłony: 4114
Re: Makro ... Proszę o pomoc w wyjaśnieniu
DziEki bardzo juz sprawdzam i male pytanko gdzie ustalam głębokość skrawania ??? Niestety działa tylko na jedno przejście ... z głębokością ustaloną przez parametr #3 ...
Dodane 33 minuty 17 sekundy:
A zależało by mi by można było ustalać głębokość skrawania czyli np od x68 do x50 schodząc po 2.5 mm To oczywiście przyklad
Dodane 33 minuty 17 sekundy:
A zależało by mi by można było ustalać głębokość skrawania czyli np od x68 do x50 schodząc po 2.5 mm To oczywiście przyklad
- 23 kwie 2018, 08:06
- Forum: Daewoo / Doosan
- Temat: Makro ... Proszę o pomoc w wyjaśnieniu
- Odpowiedzi: 10
- Odsłony: 4114
Re: Makro ... Proszę o pomoc w wyjaśnieniu
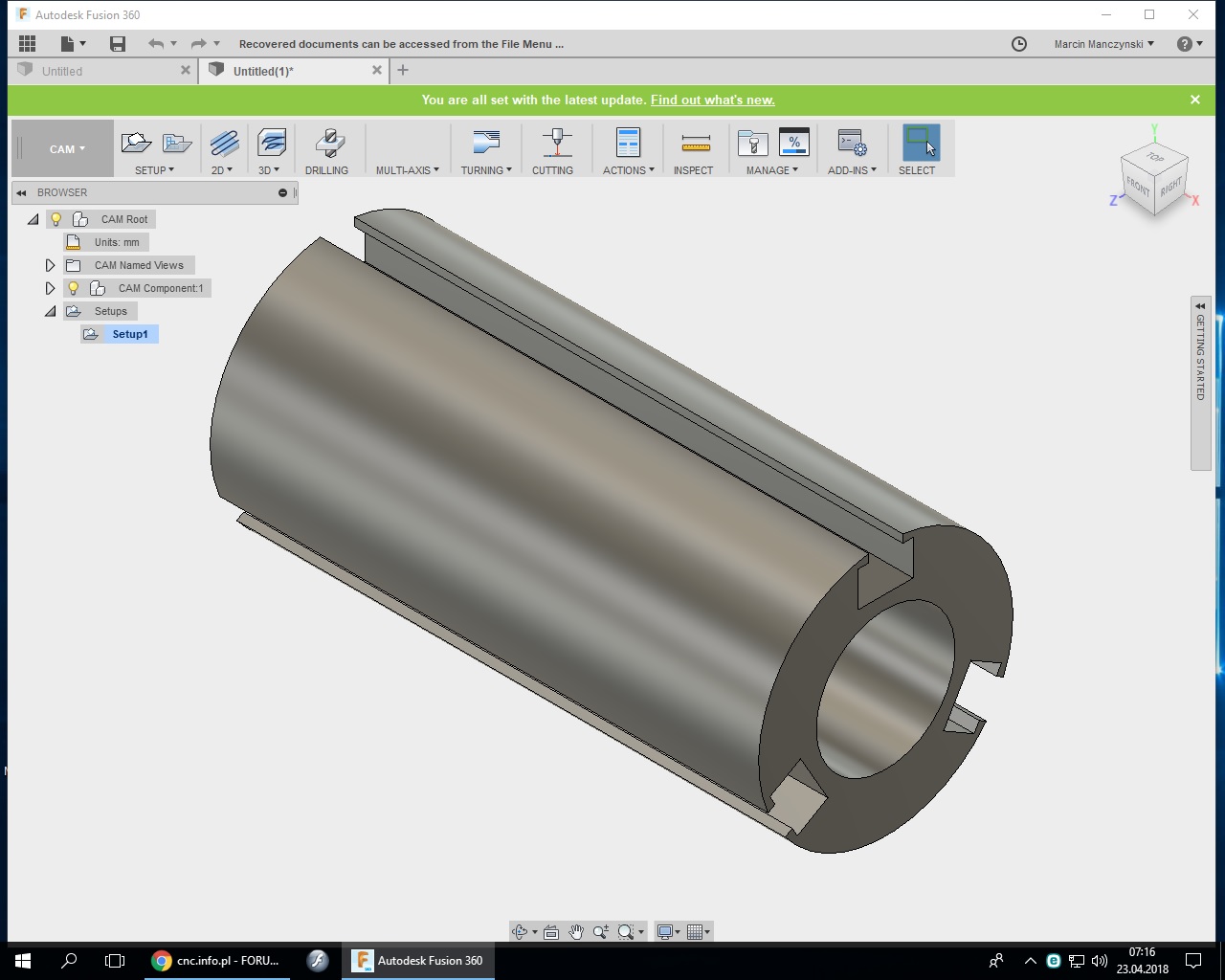 Dokładnie rowek teowy i potrzebuje makro na x start x stop z glebokoscią skrawania a nie ze co przejscie musze zmieniac sam głebokosc z gory dziekuje za wyjasnienie i pomoc
Dokładnie rowek teowy i potrzebuje makro na x start x stop z glebokoscią skrawania a nie ze co przejscie musze zmieniac sam głebokosc z gory dziekuje za wyjasnienie i pomoc Dodane 37 minuty 7 sekundy:
M35 to u mnie zasprzeglenie osi C
- 20 kwie 2018, 03:03
- Forum: Daewoo / Doosan
- Temat: Makro ... Proszę o pomoc w wyjaśnieniu
- Odpowiedzi: 10
- Odsłony: 4114
Makro ... Proszę o pomoc w wyjaśnieniu
Witam
Mam taki program na wykonanie fasolki :
N1400(FREZOWANIE FASOLKI UPROSZCZONE)
#1=3(ILOSC FASOLEK NA OBWODZIE)
#2=30(SDEDNICA MATERIALU)
#3=26(SR DNA FASOLKI)
#4=2(Z START)
#5=-20(Z STOP)
#10=1400(OBR/MIN)
#11=200(MM/MIN)
G28U0
T0505M35(FREZ PROMIENIOWY)
G28H0M35
G00Z#4C0
X[#2+2]G97S#10M33
#20=1
WHILE[#20 LE #1]DO1
G98G01X[#2+2]F800
G00Z#4C[360/#1*[#20-1]]
G01X#3F#11M08
Z#5
G01X[#2+2]F800
#20=#20+1
END1
G40G80M09
G28U0M35
Prosił bym jak można o wyjaśnienie lini co jaka wykonuje .
i najważniejsze którą linie zmienić by po skończeniu narzędzie wyjechało w osi Z
a nie w osi X ,gdyż chciałem w/w program wykorzystać do frezowania frezem tarczowym
fi 16 i zalezy mi by nie wychodził po skonczeniu w X gdyż rozwala to detal,
albo jak przerobić w/w program bym mógł ustawić głębokość skrawania oraz wartość X start X stop bo reszta w porządku co widać wyżej . Pozdrawiam serdecznie Piotrek i z góry dzięki za pomoc
Mam taki program na wykonanie fasolki :
N1400(FREZOWANIE FASOLKI UPROSZCZONE)
#1=3(ILOSC FASOLEK NA OBWODZIE)
#2=30(SDEDNICA MATERIALU)
#3=26(SR DNA FASOLKI)
#4=2(Z START)
#5=-20(Z STOP)
#10=1400(OBR/MIN)
#11=200(MM/MIN)
G28U0
T0505M35(FREZ PROMIENIOWY)
G28H0M35
G00Z#4C0
X[#2+2]G97S#10M33
#20=1
WHILE[#20 LE #1]DO1
G98G01X[#2+2]F800
G00Z#4C[360/#1*[#20-1]]
G01X#3F#11M08
Z#5
G01X[#2+2]F800
#20=#20+1
END1
G40G80M09
G28U0M35
Prosił bym jak można o wyjaśnienie lini co jaka wykonuje .
i najważniejsze którą linie zmienić by po skończeniu narzędzie wyjechało w osi Z
a nie w osi X ,gdyż chciałem w/w program wykorzystać do frezowania frezem tarczowym
fi 16 i zalezy mi by nie wychodził po skonczeniu w X gdyż rozwala to detal,
albo jak przerobić w/w program bym mógł ustawić głębokość skrawania oraz wartość X start X stop bo reszta w porządku co widać wyżej . Pozdrawiam serdecznie Piotrek i z góry dzięki za pomoc






