



N200G90G80G40G00G53
T02
M06
S60M03
G00G54X0Y140.Z100.
G00G43Z10.0H03
G01Z-10.0F2000M08
M98P6006
G00G90X70.1Y140.
M98P6006
G00G90X140.Y140.
M98P6006
G00G90X210.Y140.
M98P6006
G00G90X280.Y140.
M98P6006
G00G90X350.Y140.1
M98P6006
G00G90X420.Y140.1
M98P6006
G00G90X490.Y140.2
M98P6006
G00G90Z100.0
G00X0Y0
G01Z0.0F2000H04
M98P6006
G00G90X70.1Y-0.1
M98P6006
G00G90X140.1Y0
M98P6006
G00G90X210.1Y0
M98P6006
G00G90X280.Y0.1
M98P6006
G00G90X350.1Y0.1
M98P6006
G00G90X420.1Y0.4
M98P6006
G00G90X490.1Y0.4
M98P6006
G00G90Z200.0
%
O6006
G91G01Z-45.F2000
G01Z-22.F40
G01Z22.F800
G00Z45.
M99
%
Zdjęcie z załączika jest zrobione z instrukcji programowania dołączonej do maszyny ze sterowaniem 0i mb, jest tam pokazane że można zaprogramować wartość posuwu wyjazdowego tylko że sterownik nie przyjmuje tego posuwu.
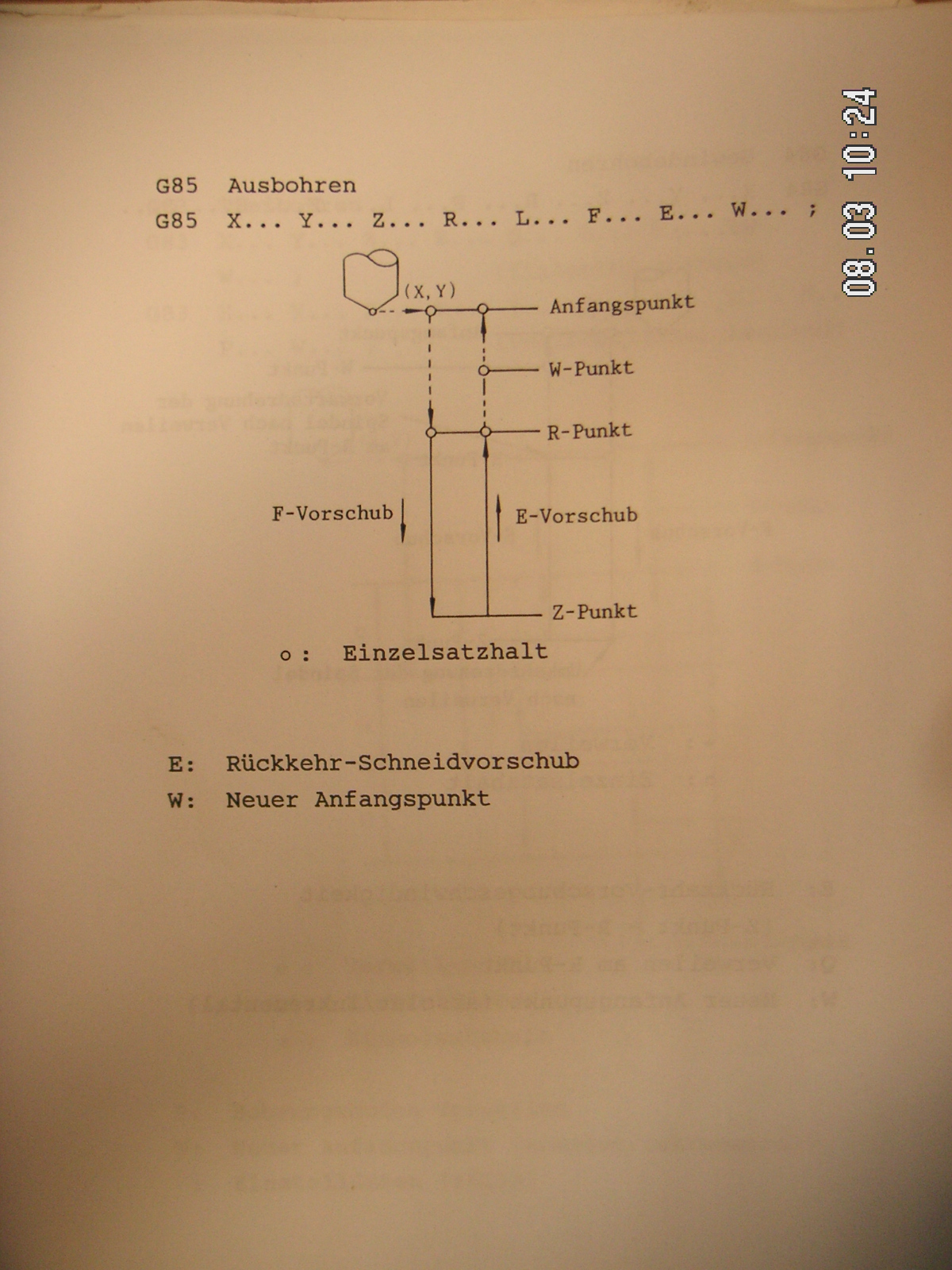
Tak powinien wg mnie wyglądać program z funkcją G85:
N200G90G80G40G00G53
T02
M06
S60M03
G00G54X0Y140.Z100.0
G00G43Z10.0H02
G01Z0.0F2000M08
G85G98Z-77.0R-55.0F40E800
X70.1Y140.
X140.Y140.
X210.Y140.
X280.Y140.
X350.Y140.1
X420.Y140.1
X490.Y140.2
X70.1Y-0.1
X140.1Y0
X210.1Y0
X280.Y0.1
X350.1Y0.1
X420.1Y0.4
X490.1Y0.4
G80
G00Z100.0
Jest różnica w przejrzystości programu jak i w wielkości programu co za tym idize potrzebuje mniej miejsca w pamięci maszyny.






