



Znaleziono 9 wyników
Wróć do „Ustawienie linuxCnc do SSK-MB2 i M545”
- 06 sty 2016, 19:58
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Ustawienie linuxCnc do SSK-MB2 i M545
- Odpowiedzi: 23
- Odsłony: 5627
- 23 gru 2015, 17:18
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Ustawienie linuxCnc do SSK-MB2 i M545
- Odpowiedzi: 23
- Odsłony: 5627
- 23 gru 2015, 13:38
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Ustawienie linuxCnc do SSK-MB2 i M545
- Odpowiedzi: 23
- Odsłony: 5627
- 23 gru 2015, 11:28
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Ustawienie linuxCnc do SSK-MB2 i M545
- Odpowiedzi: 23
- Odsłony: 5627
to znaczy że sterownik nie dostaje sygnału 17- sygnał zezwolenia ENABLE najpierw ustawa go a potem sprawdzaj czy silniki działają bo bez tego top możesz się tak w nieskończoność próbowaćJak zrobiłem test silnika X to silniki są na luzie to znaczy że się obracają.
chyba na pinie 8 jest domyślnie enable - użyj multimetru i zobacz czy zmienia sie stan tego pinu jak uruchamiasz test osi i jak go wyłączasz
- 22 gru 2015, 00:17
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Ustawienie linuxCnc do SSK-MB2 i M545
- Odpowiedzi: 23
- Odsłony: 5627
czy jak dasz test osi w czasie konfiguracji https://www.google.pl/search?q=linux+cn ... 9FZ12IM%3A
to silniki się blokują czy są luźnie?
to silniki się blokują czy są luźnie?
- 11 gru 2015, 00:55
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Ustawienie linuxCnc do SSK-MB2 i M545
- Odpowiedzi: 23
- Odsłony: 5627
w okienku napisano do w miarę przyzwoitej pracy MAX 25000 senio, ma razcjęzool pisze:Zrobiłem test i chciałem wpisać w Maksymalne odchylenie okresu bazowego: 8107869 to nie przejmuje liczby, jak wpisałem 10786 to przyjęło.
silniki się nie kręcą hmm
rozkład pinów masz taki:
Na płycie głównej SSK-MB nadrukowany jest spis poszczególnych portów i ich przeznaczenie. Wygląda to tak:
1-PK1 -przekaźnik pierwszy
2-sygnał kroku osi X
3-sygnał kierunku osi X
4-krok osi Y
5-kierunek osi Y
6-krok osi Z
7-kierunke osi Z
8-krok osi A
9-kierunek osi A
10- przycisk awaryjny E-STOP
11- krancówka osi X
12- krańcówka osi Y
13- krańcówka osi Z
14- KANTHALL/SPINDLE
15-HMA
16-PK1-przekaźnik drugi
17- sygnał zezwolenia ENABLE
dla czego wpisałeś inaczej?
pierwsza sprawa sygnał zezwolenia ENABLE jest na nim zły stan to silniki nie ruszą
druga sprawa (zanegowałeś sygnały kroku.... dziwne jak już to neguje się sygnały kierunku) (mowa o tych ptaszkach)
- 09 gru 2015, 18:34
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Ustawienie linuxCnc do SSK-MB2 i M545
- Odpowiedzi: 23
- Odsłony: 5627
- 09 gru 2015, 12:27
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Ustawienie linuxCnc do SSK-MB2 i M545
- Odpowiedzi: 23
- Odsłony: 5627
Jak Ty nie wiesz to kto ma wiedzieć 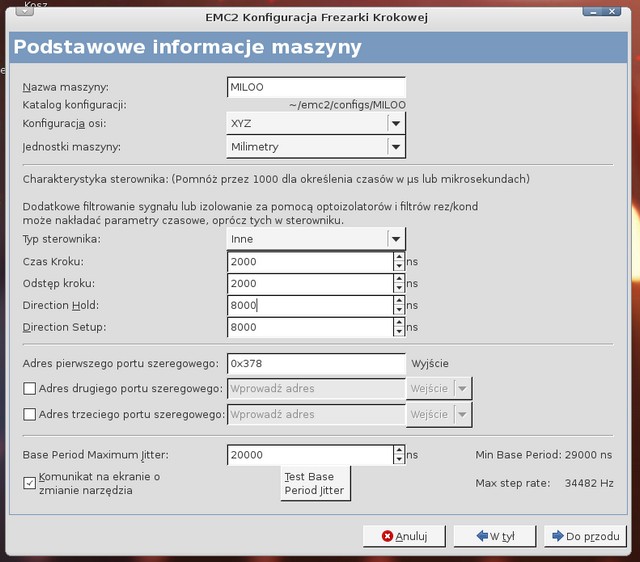
nie wiesz jaką nazwę maszyny wpisać? nie wiesz czy to tokarka frezarka 3 może 4 osie?
kto wie czy chcesz pracować w calach czy w milimetrach?
czasy impulsów podaje producent sterownika.
Jak znaleźć jaki masz port LPT - szukałeś w internecie? np. w Biosie (ale prawdopodobnie masz ten domyślnie podawany)
tego tez nie szukałeś prawda?
Kolego wieś się w garść usiądź nad tym i na pewno się uda choćby metodą prób i błędów ... przecież jak ustawisz zły port czy prędkość lub skale to nic nie zepsujesz.
nie wiesz jaką nazwę maszyny wpisać? nie wiesz czy to tokarka frezarka 3 może 4 osie?
kto wie czy chcesz pracować w calach czy w milimetrach?
czasy impulsów podaje producent sterownika.
Jak znaleźć jaki masz port LPT - szukałeś w internecie? np. w Biosie (ale prawdopodobnie masz ten domyślnie podawany)
tego tez nie szukałeś prawda?
Kolego wieś się w garść usiądź nad tym i na pewno się uda choćby metodą prób i błędów ... przecież jak ustawisz zły port czy prędkość lub skale to nic nie zepsujesz.
- 08 gru 2015, 21:03
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Ustawienie linuxCnc do SSK-MB2 i M545
- Odpowiedzi: 23
- Odsłony: 5627






