



Znaleziono 14 wyników
Wróć do „YL620-A modbus linuxcnc”
- 07 kwie 2021, 22:09
- Forum: LinuxCNC (dawniej EMC2)
- Temat: YL620-A modbus linuxcnc
- Odpowiedzi: 101
- Odsłony: 10529
Re: YL620-A modbus linuxcnc
Na razie nie. w przyszłości może ale mam wiele ważniejszych tematów np. obsługa 3 wrzeciona 1 falownik / magazyn narzędzi itp.
- 28 mar 2021, 21:31
- Forum: LinuxCNC (dawniej EMC2)
- Temat: YL620-A modbus linuxcnc
- Odpowiedzi: 101
- Odsłony: 10529
Re: YL620-A modbus linuxcnc
do tego nie doszedłem jeszcze  ale jak rozwiążesz to napisz przyda mi się na przyszłość.
ale jak rozwiążesz to napisz przyda mi się na przyszłość.
- 28 mar 2021, 18:13
- Forum: LinuxCNC (dawniej EMC2)
- Temat: YL620-A modbus linuxcnc
- Odpowiedzi: 101
- Odsłony: 10529
Re: YL620-A modbus linuxcnc
dla tego nie działa i staruje od razu po prostu na %W2 nie jest mapowana aktualna wartość... być może zadana ale nie tak która rzeczywiście jest w danej chwili na falowniku/wrzecionieszatri pisze:Nie, praktycznie od razu pokazuje żądaną wartość, nie widziałem by rosło. Tylko wyświetlacz z panelu falownika pokazuje rosnąca wartość.
Dodane 18 minuty 46 sekundy:
szatri pisze:ja mam wpisany 3005 (hex)=(12288 dziesiętnie w tabelce jako w2)
http://vancura.biz/files/Documents/CNC/ ... 0table.pdf str.6
P11.03 Output Frequency (Hz) read only to chyba powinno być odczytywane
Dodane 8 minuty 6 sekundy:
a dobra nie ważne bo chyba zmieniłeś falownik a ja dla YL620-A patrzę
- 28 mar 2021, 11:36
- Forum: LinuxCNC (dawniej EMC2)
- Temat: YL620-A modbus linuxcnc
- Odpowiedzi: 101
- Odsłony: 10529
Re: YL620-A modbus linuxcnc
Masz wrzeciono 24 000 obr przy 400Hz tak?
Po ustawiaj różnie obroty i powrzucaj fotki takie jak wcześniej albo może być filmik
Czy %W2 stopniowo rośnie jak włączasz obr.?
Po ustawiaj różnie obroty i powrzucaj fotki takie jak wcześniej albo może być filmik
Czy %W2 stopniowo rośnie jak włączasz obr.?
- 26 mar 2021, 16:29
- Forum: LinuxCNC (dawniej EMC2)
- Temat: YL620-A modbus linuxcnc
- Odpowiedzi: 101
- Odsłony: 10529
Re: YL620-A modbus linuxcnc
Coś namieszane jest ...
Czyli tak
-W programie zadałeś 1500obr (widoczne w %IF1)
-Falownik zwraca wartość 2500 (Widoczne w %W2)
Nie zadajesz Hz bo falownik wymaga zadawani w % czyli 1500 to jest 6.25% zapis jest widoczny w %W1 jako 625
6.25% z 400Hz to 25Hz widoczne jako 2500 wartość zwracana w %W2
Nic nie działa bo pracujesz na wielu jednostkach zadajesz w linuxCNC w RPM zamieniasz to na % a odczytujesz w Hz wiec mimo że wartości się zgadzają to nie da się ich porównać bo są jakby wyrażone w innych jednostkach.
Proponuje dodać algorytm który zamieni 2500hz na RPM
teraz jest tak %QW1=%W2 (po prostu wartość z %W2 jest mapowana na wyjście o nazwie %QW1)
a musisz mieć na mapowaną wartość nie w Hz (%W2) a w RPM
Powinien zadziałać ten wzór (ten mały na dole kartki)
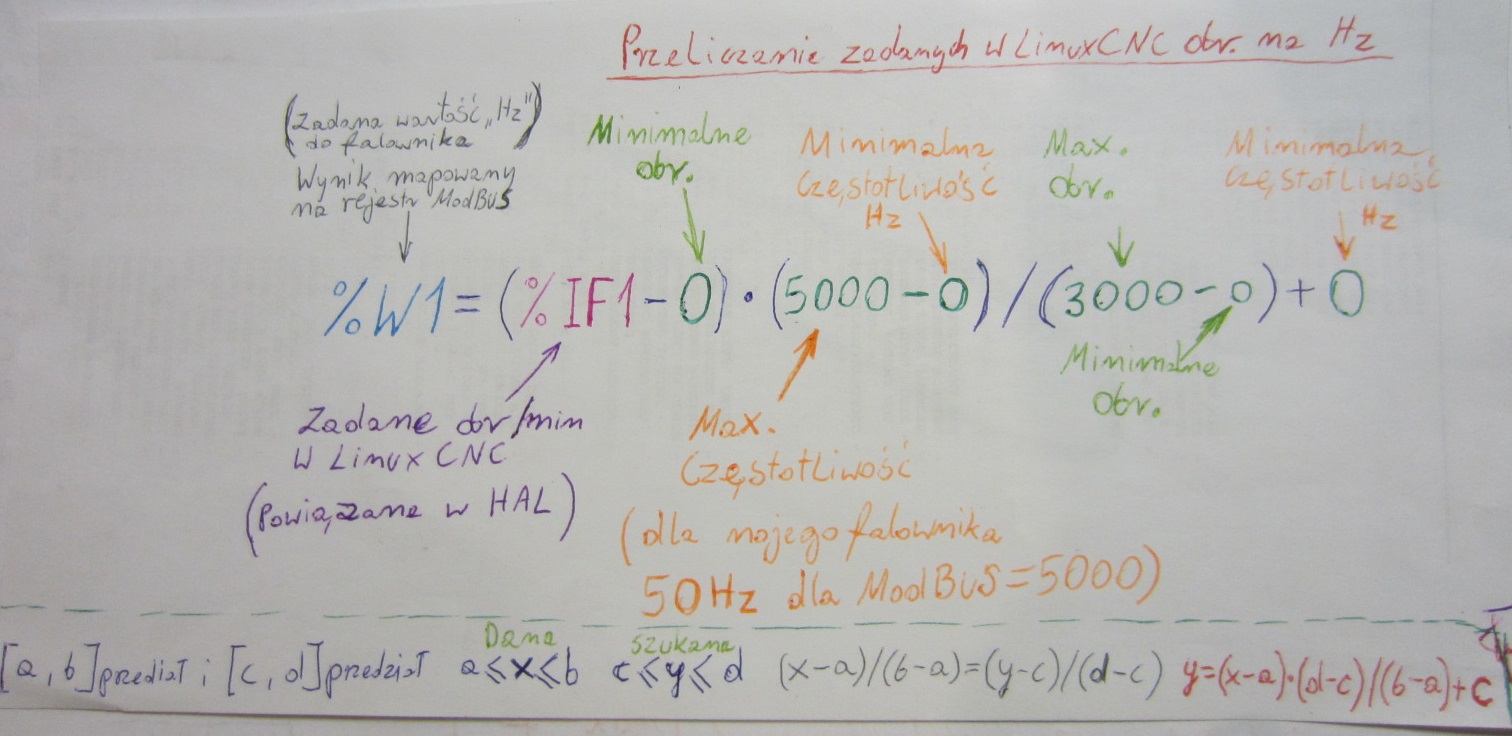
chyba tak hmmm
%QW1=(%W2-0)*(24000-0)/(40000-0)+0
Czy wzór zadziałała będziesz widział w tabelce %QW1 powinno wyświetlać się to samo co w %IF1
szatri pisze:moim przypadku obr zadaje się procentowo (-100-0-100)%
Obr zadane w parametrze 2000 (Hex) odczyt w 3005 (Hex)
Czyli tak
-W programie zadałeś 1500obr (widoczne w %IF1)
-Falownik zwraca wartość 2500 (Widoczne w %W2)
Nie zadajesz Hz bo falownik wymaga zadawani w % czyli 1500 to jest 6.25% zapis jest widoczny w %W1 jako 625
6.25% z 400Hz to 25Hz widoczne jako 2500 wartość zwracana w %W2
Nic nie działa bo pracujesz na wielu jednostkach zadajesz w linuxCNC w RPM zamieniasz to na % a odczytujesz w Hz wiec mimo że wartości się zgadzają to nie da się ich porównać bo są jakby wyrażone w innych jednostkach.
Proponuje dodać algorytm który zamieni 2500hz na RPM
teraz jest tak %QW1=%W2 (po prostu wartość z %W2 jest mapowana na wyjście o nazwie %QW1)
a musisz mieć na mapowaną wartość nie w Hz (%W2) a w RPM
Powinien zadziałać ten wzór (ten mały na dole kartki)
chyba tak hmmm
%QW1=(%W2-0)*(24000-0)/(40000-0)+0
Czy wzór zadziałała będziesz widział w tabelce %QW1 powinno wyświetlać się to samo co w %IF1
- 25 mar 2021, 16:03
- Forum: LinuxCNC (dawniej EMC2)
- Temat: YL620-A modbus linuxcnc
- Odpowiedzi: 101
- Odsłony: 10529
Re: YL620-A modbus linuxcnc
tak bo jak zakomentujesz to czekać nie będzieszatri pisze:(nie czeka na osiągniecie zadanych)
kod porównuje wartość zadaną net spindle-cmd-rpm-abs near.speed.in1 z wartością odczytaną classicladder.0.floatout-02 (w moim wypadku są to obr. odczytane z falownika https://youtu.be/8fDxSzONBS0?t=536)
Podglądaj w tej tabelce czy wartość %IF1 (zadane w np. MDI) jest równa obrotom %W2 (odczytane z falownika) które zadałeś https://youtu.be/OJap9CVGacg?t=1978 (wydaje mi się ze dość jasno pokazuje w tym fragmencie która wartość jest która )
czy twój falownik podaje osiągnięte obroty czy Hz bo to to różniąca! (mój podaje obroty ).. jak widać mój podaje obroty więc porównuje z obrotami zadanymi w MDI ... gdyby jednak podawał Hz to porównywał bym wartość %W1 z %W2 bo wtedy pod %W1 będę miał Hz (wynik ze wzoru - obroty zadane np. w MDI przeliczone na Hz) w w %W2 wartość aktualnego Hz na jakim jest falownik
Dodane 6 minuty 59 sekundy:
albo jak nie kumasz wrzuć zrzut ekranu z zadanymi obrotami i otwartymi tabelkami w CL
- 23 mar 2021, 16:56
- Forum: LinuxCNC (dawniej EMC2)
- Temat: YL620-A modbus linuxcnc
- Odpowiedzi: 101
- Odsłony: 10529
Re: YL620-A modbus linuxcnc
podejrzyj czy obr. zadane zgrywają się z info zwrotna z falownika o obr. osiągniętych - ja np. zmieniłem silnik a zapomniałem zmienić dane we wzorze i zadawałem 1500obr. co powinno być równe 50Hz a w rzeczywistości 1500 obr. w falowniku to było 85Hzszatri pisze:ale program testowy od Adama coś nie puszcza dalej.
w razie czego można wyłączyć funkcje czekania na obr.
#czeka na osiagniecie obrotow zadanych
Set motion.spindle-at-speed
#net spindle-cmd-rpm-abs near.speed.in1
#net spindle-speed-in classicladder.0.floatout-02 => near.speed.in2
#setp near.speed.scale 1.05
#net spindle-at-speed <= near.speed.out
#------
- 21 mar 2021, 12:53
- Forum: LinuxCNC (dawniej EMC2)
- Temat: YL620-A modbus linuxcnc
- Odpowiedzi: 101
- Odsłony: 10529
Re: YL620-A modbus linuxcnc
może https://github.com/riptideio/pymodbuszbysob pisze:nie znalazłem czegoś odpowiedniego dla linux'a
- 26 lut 2021, 16:05
- Forum: LinuxCNC (dawniej EMC2)
- Temat: YL620-A modbus linuxcnc
- Odpowiedzi: 101
- Odsłony: 10529
Re: YL620-A modbus linuxcnc
tak zgadzałoby się.szatri pisze:Czyli dla zakresu od 6000 do 24000 powinienem tak to zapisać?
%W1=(%IF1-6000)*(40000-10000)/(24000-6000)+10000
skoro według wzoru 50Hz = 5000 to 400HZ= 40000zbysob pisze:max częstotliwość dla chińczyka to 400 Hz zatem max to podanie wartości 4000. w/g mnie
%W1=(%IF1-6 000)*(4 000-1 000)/(24 000- 6 000)+ 1 000
Dodane 4 minuty 16 sekundy:
aha no może i masz racje nie wiem jak w innym falowniku to przykład dla mojego...zbysob pisze:częstotliwość podajemy pod adres 0x2001 (8193) w formie Hz*0.1
Opiera on się na wartości odczytanej z falownika
tak czy inaczej łatwo to sprawdzić metoda prób i Błędów lub odczytać programem co wysyła falownik gdy spodziewamy się np. 400Hz
- 25 lut 2021, 14:50
- Forum: LinuxCNC (dawniej EMC2)
- Temat: YL620-A modbus linuxcnc
- Odpowiedzi: 101
- Odsłony: 10529
Re: YL620-A modbus linuxcnc
szatri pisze:Adam, jaki powinien być ten wzór dla mokrego na 24,000 tys obr oraz jak zrobić by się z automatu ładowała moja konfiguracja w CL?
Więc coś takiego %W1=(%IF1-0)*(40000-0)/(24000-0)+0
tu jest jak dodać auto aktywowania https://youtu.be/Y-T2uV7LIOQ?t=82






