



W tym filmiku na (20m/min) widać wyraźnie narzędzie, a w filmiku (3,6m/min) tych cienkich linii na filmiku prawie nie widać
może pokaże swój filmik a wtedy będzie widać jak mach pokazuje narzędzie - na filmiku jest robiona inna spirala z prędkością 10m/min
Znaleziono 10 wyników
Wróć do „Realtime Ethernet w EMC2 i CNC”
- 05 mar 2011, 12:08
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Realtime Ethernet w EMC2 i CNC
- Odpowiedzi: 76
- Odsłony: 16396
- 04 mar 2011, 20:29
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Realtime Ethernet w EMC2 i CNC
- Odpowiedzi: 76
- Odsłony: 16396
- 04 mar 2011, 12:05
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Realtime Ethernet w EMC2 i CNC
- Odpowiedzi: 76
- Odsłony: 16396
Myślę że nie do końca chodzi o to - ale dla wyjaśnienia dodam że dyskusja zaczęła się od tego że kolega kamar napisał że dla niego sterowanie w wersji EMC2 po LPT jest lepsze niż sterowanie MACH po Ethernecie zgodzę się z tym pod warunkiem że jedynym kryterium będzie cena.syntetyczny pisze:Więc jeżeli okazuje się, że sterowanie operacjami czasu rzeczywistego jest możliwe za pośrednictwem Ethernetu i EMC2 i ponadto jest darmowe i modyfikowalne,to czemu wychwalany jest mach z Ethernetem i ochrzczony jako najlepszy?
Można tak jak w tym pytaniu
Kol.Marku - ile razy przez te lata usuwałeś awarie w naszych
czyli kryterium awaryjności ale do czego je porównywać do tych paru maszyn, ja wykonałem już grupo ponad dwieście maszyn tylko w chwili obecnej robię ponad 20 sztuk maszyn jednocześnie i czego ma to dowodzić ? Kto będzie miał większe doświadczenie ?
Są różne kryteria oceny sam chętnie dowiem się o programach na linuxa tylko nie na zasadzie jak zażartował mój kolega oglądając skuter wodny SEA-DOO BOMBARDIER RXT
jak usłyszał cenę powiedział że od tego momentu kolor mu się nie podoba.
jak na razie widziałem porównanie EMC2 po LPT i MACH po Ethernet a tak jak pisałem prędzej porównanie jest śmieszne jeśli chodzi o możliwości. Koledzy dodali ze trzeba dokupić karty ok - sam bardzo chętnie dowiem się o jakie wtedy mamy możliwości.
dopowiem że moja intencje odczytał bardzo trafnie kolega
oprawcafotografii pisze:
1. Człowiek pisze, że robi sterowanie na 'najlepszym i najbardziej ekonomicznym Mach3 po Ethernecie',...
Przeciez to byl oczywisty sarkazm - kpina z wypowiedzi jednego Pana
co to robi wszystko najlepsze... Przynajmniej dla mnie oczywisty
- 04 mar 2011, 11:23
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Realtime Ethernet w EMC2 i CNC
- Odpowiedzi: 76
- Odsłony: 16396
Jakby kolega mógł bardziej obrazowo to wytłumaczyć mach+Ethernet ma możliwość sterowania 6 osiamisinad pisze:Piotrjub pisze:Co to znaczy trochę kosztują i czy się zmieszczę w 2-2,5 tys złotych czy nie
Twoja kwota wystarczy na w/w karty, zostanie jeszcze na 200 litrów paliwa do Gmerca
dla podobnej konfiguracji musimy kupić co dokładnie to co podawaliście
karta PCI 5i20 + karta 7i33 tą kartę gdzie podpinamy pod LPT (pytam się bo jestem laikiem)
Czy musimy używać mnożnika czy system generuje nasze sygnały na odpowiedniej częstotliwości? Myślę że nie tylko ja się chętnie dowiem coś więcej?
P.S.
Moderator dostaje zgłoszenia o naruszeniu regulaminu przez jakiś post - przyznaje że był też i mój post w tym zgłoszeniu - wszystkie powędrowały do kosza.
- 04 mar 2011, 10:40
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Realtime Ethernet w EMC2 i CNC
- Odpowiedzi: 76
- Odsłony: 16396
Obawiam się
Dla wyjaśnienia dla nieobeznanych - producentem centroida jest firma ajax. Jeśli kupiłeś sterowanie aby używać go z WIN i MACH-em kupowałeś go od nich do tego sterowania mogłeś u nich dokupić software pod linux-a (było to opisane). Jeśli wybierałeś sterowanie + oprogramowanie pod linux-em a do tego napędy (taki kit) sprzedawali to jako centroid.
Już pod koniec zeszłego roku widzę że sprawa się trochę bardziej skomplikowała.
Prędzej w zakładce software był opisany software pod linux-a - dziś piszą
All you need is a PC running Windows 7 with a working ethernet port!
nigdzie nie wspominają o linuxie. Na forum znalazłem taką informację
wychodzi na to że w chwili obecnej oprogramowanie robią i pod linuxa i pod WIN
CNC11 install for Windows (Used with ethernet based MPU11 systems only)
Unzip the files contained in the above zip file to the directory of your choice and then double click "setup.exe" to perform the installation.
NOTE: We recommend that all CNC11 Windows users install the current version of CNC11 from the link above. Do NOT run the PLC installer as this will overwrite your existng configuration files and require that you to re-enter your revs/inch, direction reversal, unlocks etc.. If you wish to update to the latest PLC program for your machine, please see this post:
CNC11 Mill update for Linux (Used with ethernet based MPU11 systems only)
To install the Mill update for Linux unzip the file to a directory on your usb stick -this will create two files: mill-update.zip and install.sh. Do NOT extract millupdate.zip. Insert the usb stick in the control and select F7-Utilities ->F2 Update from the main screen. Use the arrow keys select the usb stick and press enter. Now use the arrow keys to navigate/highlight the directory where you placed mill-update.zip and install.sh and press F10 to accept. Power off when the update is complete.
Niestety, wychodzi że dalszy rozwój oprogramowania robią pod Windowsa.
- 04 mar 2011, 01:45
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Realtime Ethernet w EMC2 i CNC
- Odpowiedzi: 76
- Odsłony: 16396
Teraz chylę czoło, bo sam czytając kolegi odpowiedz mogę się czegoś dowiedziećmicges pisze: EMC2 + karta PCI 5i20 + karta 7i33 z firmy mesanet (www.mesanet.com) jest w stanie zliczać impulsy z enkodera o częstotlwości do 40MHz. Troche one kosztują ale możliwości są ogromne.
I zgadza sie, EMC2 w pewnych sytuacjach wykonuje identyczny gkod wolniej od konkurencji - znamy problem i pracujemy nad rozwiązaniem.
Co to znaczy trochę kosztują i czy się zmieszczę w 2-2,5 tys złotych czy nie. Najlepiej proszę podać cenę choć przybliżoną.
Proponuje kolegom poczytać ze zrozumieniem ten ostatni cytat
I zgadza sie, EMC2 w pewnych sytuacjach wykonuje identyczny gkod wolniej od konkurencji - znamy problem i pracujemy nad rozwiązaniem.
Teraz dla wyjaśnienia - linux jest na pewno najlepszym systemem operacyjnym jaki możemy wykorzystywać do sterowania maszyn cnc (zaznaczam ze wyrażam swoją opinie i jak ktoś mnie przekona że jest inaczej nie jestem krowa i mogę zmienić przekonania.
Na pewno docelowo takie sterowanie pod tym systemem będziemy starać się zrobić.
Jedno na ARM9 już powstało, na linuxie oczywiście, do zalet tego systemu nie trzeba chyba nikogo przekonywać. Opinie o EMC2 w chwili obecnej mam taką jak pisałem, co nie zmienia faktu, że jak nastąpi to co kolega nazywa "pracujemy nad rozwiązaniem" to mogę zmienić zdanie. Tylko dalej jeśli będziemy rozstrzygać MACH+Ethernet i EMC2+LPT to
- 04 mar 2011, 00:36
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Realtime Ethernet w EMC2 i CNC
- Odpowiedzi: 76
- Odsłony: 16396
Zamiast niestety pisać o czymś o czym nie mamy pojęcia i dalej snuć dywagacje
takie to ja mam posuwy robocze na 300kg stole przu obróbce tworzywa
proponuje poczytać ze zrozumieniem i przeanalizować dokładnie słowa
napisałem "przy specyficznej ścieżce narzędzia" - mamy dwa rozwiązania
- jedno to wykonał kolega test który wykonywał kolega faniron i wie na czym on polegał
- drugie rozwiązanie kolega nie wie co pisze - ja nie pisałem że kolega nie może osiągnąć posuwu 500mm/min napisałem że przy konkretnej ścieżce narzędzia EMC2 nie dawał rady.
Może kolega zapytać kolegę faniron-a na czym polegał ten test wygenerować G-kod spróbować puścić go na swojej maszynie z zadaną prędkością, nagrać film z dźwiękiem jak maszyna pracuje i pokazać ekran EMC2 z zadanymi parametrami. Po prostu udowodnić swoje twierdzenie. Ja dopytując się kiedyś kolegi faniron-a na temat EMC2 usłyszałem co napisałem. Poprosiłem kolegów aby zrobili test taki jak kolega faniron na mach3 po Ethernecie dodam że nagrali filmik i umieściłem go na forum.
Czekam na filmik z testów i bardzo chętnie zmienię zdanie na temat EMC2
takie to ja mam posuwy robocze na 300kg stole przu obróbce tworzywa
proponuje poczytać ze zrozumieniem i przeanalizować dokładnie słowa
napisałem "przy specyficznej ścieżce narzędzia" - mamy dwa rozwiązania
- jedno to wykonał kolega test który wykonywał kolega faniron i wie na czym on polegał
- drugie rozwiązanie kolega nie wie co pisze - ja nie pisałem że kolega nie może osiągnąć posuwu 500mm/min napisałem że przy konkretnej ścieżce narzędzia EMC2 nie dawał rady.
Może kolega zapytać kolegę faniron-a na czym polegał ten test wygenerować G-kod spróbować puścić go na swojej maszynie z zadaną prędkością, nagrać film z dźwiękiem jak maszyna pracuje i pokazać ekran EMC2 z zadanymi parametrami. Po prostu udowodnić swoje twierdzenie. Ja dopytując się kiedyś kolegi faniron-a na temat EMC2 usłyszałem co napisałem. Poprosiłem kolegów aby zrobili test taki jak kolega faniron na mach3 po Ethernecie dodam że nagrali filmik i umieściłem go na forum.
Czekam na filmik z testów i bardzo chętnie zmienię zdanie na temat EMC2
- 03 mar 2011, 23:25
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Realtime Ethernet w EMC2 i CNC
- Odpowiedzi: 76
- Odsłony: 16396
Mamy rozwiązanie idealne - Sterowanie EMC2 na Linusie steruje poprzez port LPT dodatkowo wychodzi że jest tanie, w dotychczasowej eksploatacji nie mięliśmy problemów .
Jeśli ja będę tym użytkownikiem i takie sterowanie mi wystarcza to ok., podpisuje się pod stwierdzeniem „rozwiązanie idealne”.
Mogę przytoczyć test kolegi faniron-a który przy specyficznej ścieżce narzędzia sprawdza sobie wydajność komputera sterującego maszyną poprzez port LPT. Mówi że jego najlepszy komputer stabilnie pracuje przy tej ścieżce narzędzia (Mach3 + LPT) przy posuwie 3600mm/min (najlepszy jego wynik) ale dodaje ze jak inny komp pracuje przy posuwie 3000mm/min to jest to bardzo dobry wynik.
Dalej dodawał że EMC2 przy tej samej ścieżce narzędzia miał wynik poniżej 500mm/min.
Mach3 + Ethernet miał ten wynik 10.000mm/min bo taki był nastawiony czy można było więcej oczywiście. Kolega Faniron na swoim przykładzie był zawsze orędownikiem Mach3 + LPT.
Dla niego jest to idealne rozwiązanie.
Dlaczego Ethernet - stabilność działania – stąd połączenie z komputerem PC poprzez sieć ETHERNET, a stosowane protokoły zapewniają poprawną i szybką transmisję nawet w trudnym środowisku przemysłowym. Praktycznie żadne inne interfejsy komunikacyjne nie zapewniają ciągłości transmisji i niezawodności na tak wysokim poziomie jak ETHERNET. Z resztą z tego właśnie powodu jest to obecnie światowy standard szybkiej komunikacji cyfrowej.
Rozwiązanie idealne – możliwość sterowania podobno do 9 osi jak koledzy podają ma EMC2 , na pewno więcej niż Mach czyli jak potrzebuje sterowanie 8 osiami osiami idealnym rozwiązaniem będzie program pod Linux-em bo to będzie podstawowe założenie. Od siebie dodam tak, chciałem mieć oczywiście według swoich kryteriów idealny samochód na polowania nie do off-road (mam też mercedesa G-klase i różnice łapię jak by co) taki samochód którym dojeżdżam prawie 100km autostradą dalej 10-20 km bocznymi drogami a w terenie trochę po polach i lasach ze 20 km, żaden ciężki teren potem powrót w odwrotnej kolejności. Wybór padł na subaru, idealnym rozwiązaniem byłby silnik diesla jest jeden problem, dla mnie idealnym rozwiązaniem jest samochód który ma automatyczną skrzynie biegu, a taka jest dostępna tylko z silnikami benzynowymi.
W moim idealnym rozwiązaniu wyżej stawiam automat od diesla, ale ktoś inny może się z tym nie zgadzać, na pewno tak będzie.
Nie ma idealnego rozwiązania dla wszystkich, to co jedni potrzebują innym nie wystarcza. Kiedyś podczas rozmowy z Panem z firmy od cncGraF-a jak rozmawialiśmy aby do programu dołączyli obsługę czujnika pomiaru długości narzędzia odpowiedzieli że maja klienta z Dani który produkuje ponad 50 maszyn rocznie na ich sterowaniu i on im mówi że takiej konieczności nie widzi.
Dalej, mam klienta który wybrał serwonapędy z enkoderami 160 tys. imp/Obr – nawet MACH po Ethernecie max kręcił by nimi 1500obr/min (z uwagi na ograniczenie taktowania 4 Mhz)
Co mu zapewni EMC2 ? 30 obrotów a może wyprujemy sobie bebechy pomodlimy się i … osiągniemy 100 obr/min .
Proponuje po testować różnice w sterowaniu i problem sam się rozwiąże w jedną lub druga stronę.
Jeśli ja będę tym użytkownikiem i takie sterowanie mi wystarcza to ok., podpisuje się pod stwierdzeniem „rozwiązanie idealne”.
Mogę przytoczyć test kolegi faniron-a który przy specyficznej ścieżce narzędzia sprawdza sobie wydajność komputera sterującego maszyną poprzez port LPT. Mówi że jego najlepszy komputer stabilnie pracuje przy tej ścieżce narzędzia (Mach3 + LPT) przy posuwie 3600mm/min (najlepszy jego wynik) ale dodaje ze jak inny komp pracuje przy posuwie 3000mm/min to jest to bardzo dobry wynik.
Dalej dodawał że EMC2 przy tej samej ścieżce narzędzia miał wynik poniżej 500mm/min.
Mach3 + Ethernet miał ten wynik 10.000mm/min bo taki był nastawiony czy można było więcej oczywiście. Kolega Faniron na swoim przykładzie był zawsze orędownikiem Mach3 + LPT.
Dla niego jest to idealne rozwiązanie.
Dlaczego Ethernet - stabilność działania – stąd połączenie z komputerem PC poprzez sieć ETHERNET, a stosowane protokoły zapewniają poprawną i szybką transmisję nawet w trudnym środowisku przemysłowym. Praktycznie żadne inne interfejsy komunikacyjne nie zapewniają ciągłości transmisji i niezawodności na tak wysokim poziomie jak ETHERNET. Z resztą z tego właśnie powodu jest to obecnie światowy standard szybkiej komunikacji cyfrowej.
Rozwiązanie idealne – możliwość sterowania podobno do 9 osi jak koledzy podają ma EMC2 , na pewno więcej niż Mach czyli jak potrzebuje sterowanie 8 osiami osiami idealnym rozwiązaniem będzie program pod Linux-em bo to będzie podstawowe założenie. Od siebie dodam tak, chciałem mieć oczywiście według swoich kryteriów idealny samochód na polowania nie do off-road (mam też mercedesa G-klase i różnice łapię jak by co) taki samochód którym dojeżdżam prawie 100km autostradą dalej 10-20 km bocznymi drogami a w terenie trochę po polach i lasach ze 20 km, żaden ciężki teren potem powrót w odwrotnej kolejności. Wybór padł na subaru, idealnym rozwiązaniem byłby silnik diesla jest jeden problem, dla mnie idealnym rozwiązaniem jest samochód który ma automatyczną skrzynie biegu, a taka jest dostępna tylko z silnikami benzynowymi.
W moim idealnym rozwiązaniu wyżej stawiam automat od diesla, ale ktoś inny może się z tym nie zgadzać, na pewno tak będzie.
Nie ma idealnego rozwiązania dla wszystkich, to co jedni potrzebują innym nie wystarcza. Kiedyś podczas rozmowy z Panem z firmy od cncGraF-a jak rozmawialiśmy aby do programu dołączyli obsługę czujnika pomiaru długości narzędzia odpowiedzieli że maja klienta z Dani który produkuje ponad 50 maszyn rocznie na ich sterowaniu i on im mówi że takiej konieczności nie widzi.
Dalej, mam klienta który wybrał serwonapędy z enkoderami 160 tys. imp/Obr – nawet MACH po Ethernecie max kręcił by nimi 1500obr/min (z uwagi na ograniczenie taktowania 4 Mhz)
Co mu zapewni EMC2 ? 30 obrotów a może wyprujemy sobie bebechy pomodlimy się i … osiągniemy 100 obr/min .
Proponuje po testować różnice w sterowaniu i problem sam się rozwiąże w jedną lub druga stronę.
- 03 mar 2011, 20:31
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Realtime Ethernet w EMC2 i CNC
- Odpowiedzi: 76
- Odsłony: 16396
kolego ręce opadają - poświeć choć odrobinę czasu i przeanalizuj to sterowanie, przynajmniej broszurkę tego sterowania zobaczArturM pisze: DO tego nie dałbym złamanego grosza za ekran bez wizualizacji - chociażby wypadało Axisa przeskoczyć skoro sobie wołają kosmiczne pieniądze
http://www.centroidcnc.com/downloads.htm
zobaczysz wizualizacje i nie tylko.
Dodatkowo powiem że w samym założeniu nie rozumiemy się, ja mówię o najlepszym sterowaniu mając na myśli jego możliwości a ty kolego mówisz najlepsze sterowanie mając na myśli najtańsze.
- 03 mar 2011, 19:59
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Realtime Ethernet w EMC2 i CNC
- Odpowiedzi: 76
- Odsłony: 16396
Trochę nie na temat ale myślę że również ciekawie.
Robiłem maszynkę gdzie klient wybrał do niej sterowanie z USA - centroid.
Sterowanie a w nim zamontowany komputer na linuxie. Skrzynka sterownicza wyglądała tak
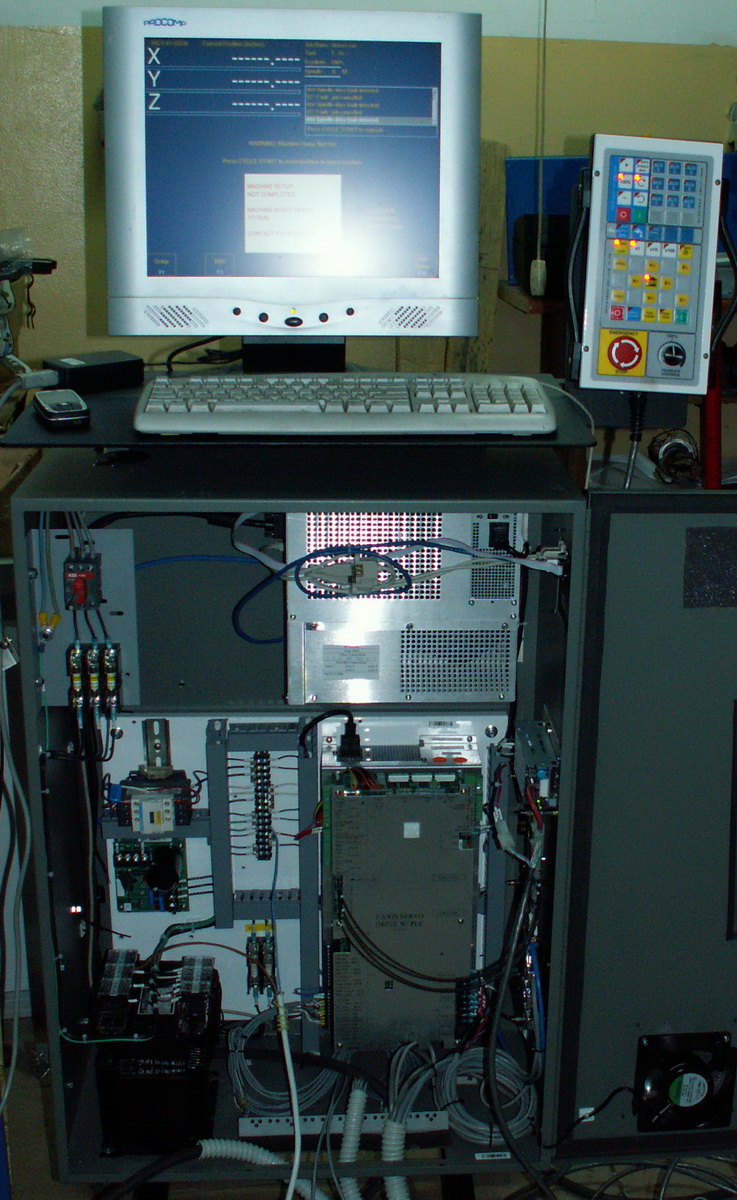
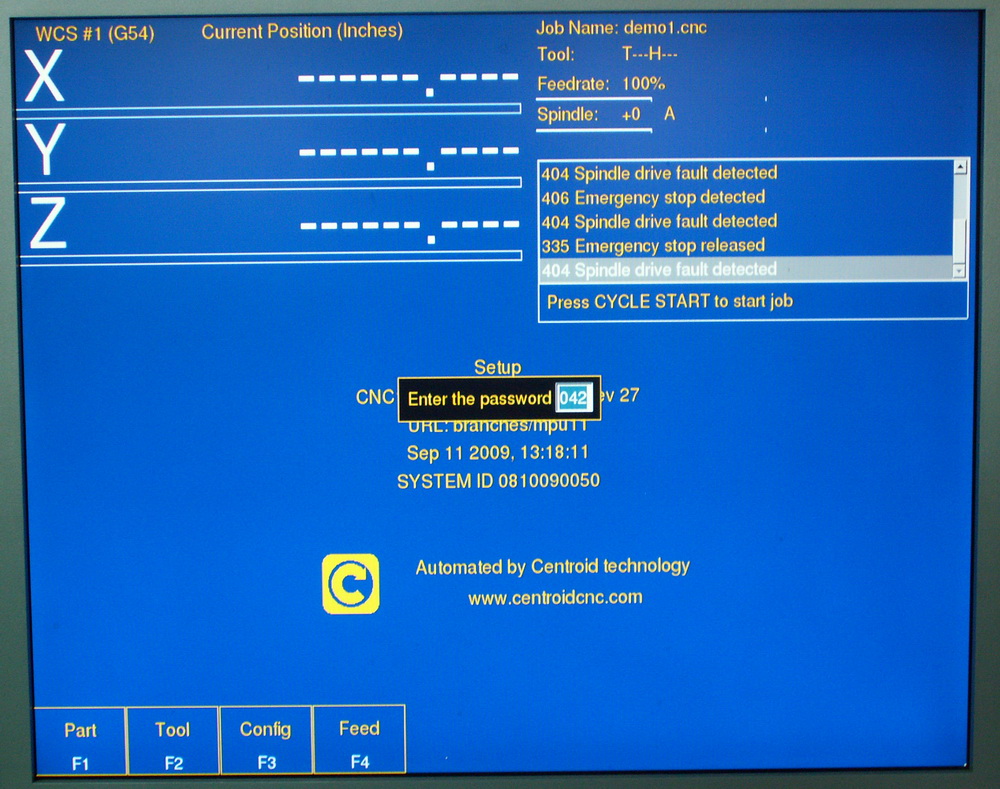
sterowanie oczywiście po Ethernecie ale co ciekawe można na kompie zainstalować Windowsa a dalej mach3 i całe sterowanie również działa. Oczywista oczywistość sterowanie po linuxie jest dużo dużo droższe (te dwa razy dużo co by zobrazować różnice w cenie
sterowanie po linuxie jest dużo dużo droższe (te dwa razy dużo co by zobrazować różnice w cenie  ) http://www.centroidcnc.com
) http://www.centroidcnc.com
Robiłem maszynkę gdzie klient wybrał do niej sterowanie z USA - centroid.
Sterowanie a w nim zamontowany komputer na linuxie. Skrzynka sterownicza wyglądała tak
sterowanie oczywiście po Ethernecie ale co ciekawe można na kompie zainstalować Windowsa a dalej mach3 i całe sterowanie również działa. Oczywista oczywistość






