Ale ta czarna płytka to czasem nie jest do nierdzewki, może po prostu za mały promień ma?
Napisałem, że zdjęcie kiepskie ale symbol można z pudełka odczytać poniżej takie same płytki:
kupiłem je do strugania poliamidu i alu, idzie wyśmienicie nawet nie zawracałem sobie głowy luzami dopiero teraz robię powoli "lift" maszynki
Autor jeśli się nie mylę zastosował CCMT 09
Nie czuję się specem ale coś tam już strugam.
Natomiast w odróżnieniu od mojego guru na "S" z tego forum jeśli coś piszę to zazwyczaj w oparciu o własne doświadczenie
(dziwne, że jeszcze go tu nie ma )
Też myślałem, że płytka do stali bez problemu poradzi sobie z alu, ale skoro stal wychodzi o.k., a alu nie, to pewnie coś w tym jest.
Inna sprawa, że aluminium tak wychodzi tylko na automatycznym posuwie, jak "jadę ręcznie" to problem znika. W stali na automatycznym i ręcznie wychodzi o.k.
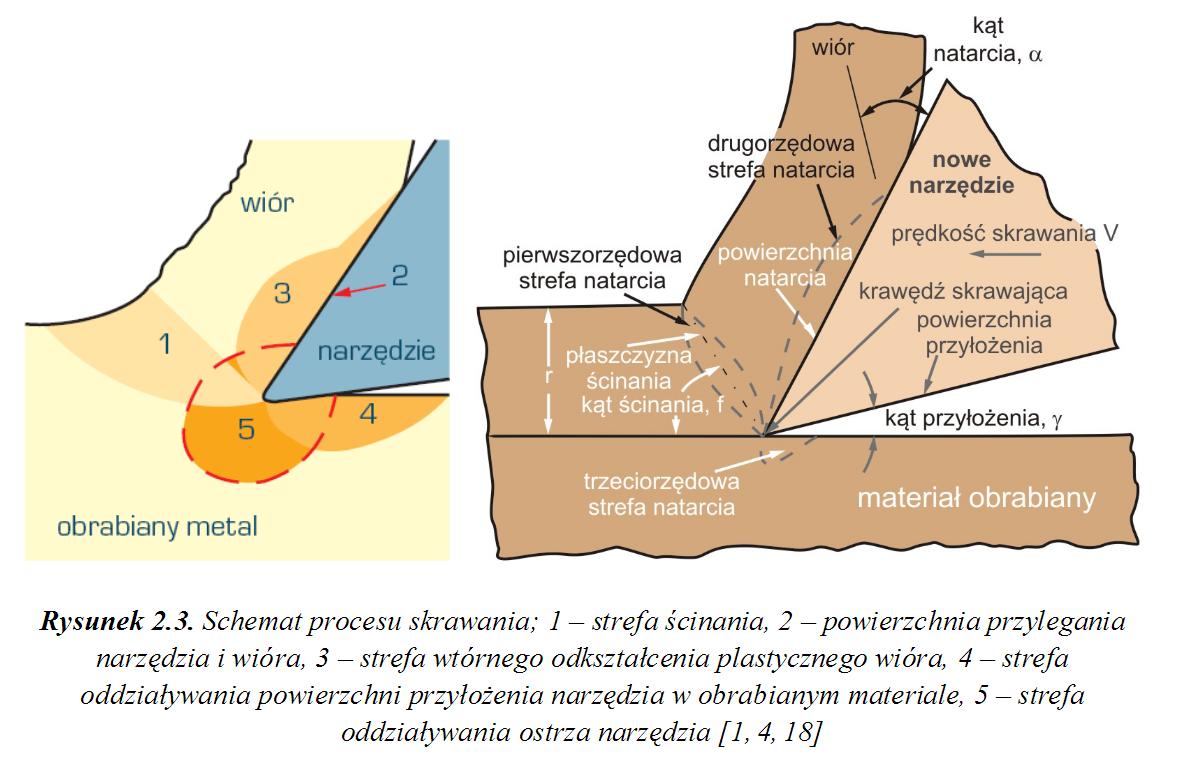
Oczywiście że jest. Kąt natarcia. Jak uważnie przeanalizujesz materiały ktore Ci podesłałem to sam zauważysz, że jakość powierzchni zależy w dużej mierze także od geometrii części skrawającej.
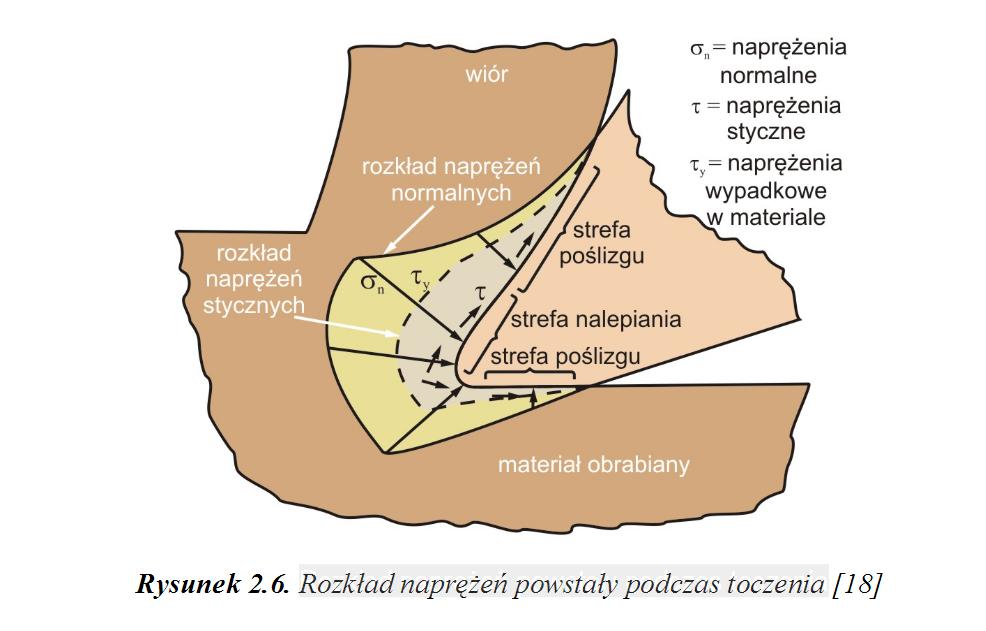
Duży kąt natarcia powoduje lepszy/szybszy spływ wióra. Smarowanie go jeszcze poprawia, i dodatkowo obniża temperaturę w obrębie tworzenia wióra co zmniejsza jego adhezję(przylepianie) do powierzchni ostrza w drugorzędowej strefie natarcia 2(strefie nalepiania i poślizgu) - a alu jest dość wredne pod tym względem
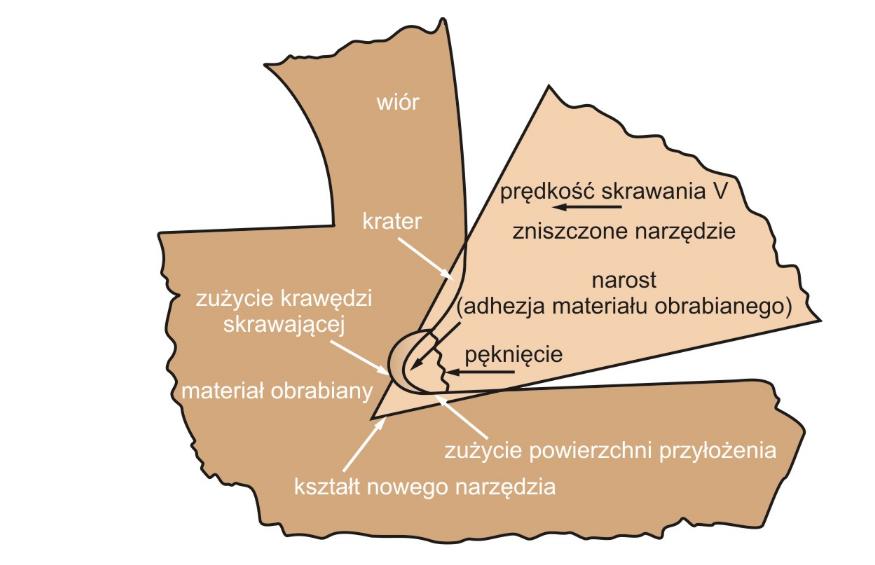
Smarowanie także zmniejsza tendencje do powstawania powodującego żłobienie powierzchni i urywającego się co pewien czas (i tworzącego dropy - widać to na filmie) narostu.
A już bezwzględnie powinno się smarować przy głębokim przecinaniu, gdy usuwanie wióra ze szczeliny jest utrudnione a wraz z głębokością maleje prędkość skrawania Vc.
Z tego też miedzy innymi powodu(adhezja) stosuje się powlekanie ostrzy powłokami ją utrudniającymi (np tlenki glinu, tytanu, innych metali, czy ceramiką)
Reasumując - większy kąt natarcia zmniejsza opory skrawania, co wbrew temu co twierdzi kol. Avalyah jest bardzo ważne zwłaszcza dla obróbki na naszych małych maszynkach.
Z tego też powodu płytki CCGT są dla aluminium (i innych miękkich metali) lepsze niż te do stali, które ze względu na twardszy materiał (mógłby wykruszać bardzo ostrą, spiczastą a przez to mniej wytrzymałą krawędź) mają mniejszy kąt natarcia, a często jeszcze ochronną ujemną mikrofazę krawędzi skrawającej http://koledzypofachu.pl/index.php/opis ... ii-plytek/
i przez to generuje większe opory skrawania co przekłada się na proces skrawania i spływu wióra.
Dla zobrazowania poniżej porównanie wpływu dodatniego i ujemnego kąta na proces powstawania wióra (i opory skrawania)
poprzez analogie możemy sobie wyobrazić proces przy mniejszym i większym kącie natarcia.
To dlatego w stali Ci skrawało dobrze, ale już w aluminium kicha.
Także przy posuwie mechanicznym szło gorzej bo prędkość skrawania Vc była jednostajna, przez co powstawał duży narost psując powierzchnię. Przy posuwie ręcznym nie da się utrzymać stałego Vc (równo przesuwać), więc zmienne Vc urywało szybciej narost nie pozwalając mu narosnąć i powierzchnia wyszła nieco lepsza (także chatter mniejszy)
Lepiej też wychodzi nieraz przy toczeniu stalkami z zaszlifowanym bardzo dużym katem natarcia/rowkiem wiórowym (powyżej 15-18°),
bo w odróżnieniu od kruchego z racji ziarnistej struktury węglika nie musimy za bardzo obawiać się o wytrzymałość cienkiego spiczastego ostrza przy miękkim materiale (ale w stali już nie będzie tak różowo).
Co prawda ostrą krawędź skrawającą powinniśmy lekko zatępić osełką, ale to ze względu na szczerbatość ostrza po szlifowaniu prosba-o-pomoc-nozyk-skladany-12x12-t88172-10.html
Ja nic nie twierdzę, opisuję moje doświadczenia na tym samym materiale i tym samym modelu tokarki. Przy najbliższej okazji odwiedzin warsztatu mogę przetoczyć jakiś wałek kilkoma różnymi płytkami i wrzucić zdjęcia.
A już tym bardziej nie twierdzę, że parametry płytki, takie jak kąt natarcia nie mają znaczenia. Co najwyżej, że w moim doświadczeniu przy takiej delikatnej obróbce na takiej delikatnej maszynie nie zrobiło to u mnie zauważalnej różnicy.
Fakt, że na wiotkiej maszynie (może jeszcze z jakimi luzami) różnicy można nie zauważyć (tu zwracam honor Koledze), a zdjęcia jak najbardziej - będą nauką dla nas wszystkich....
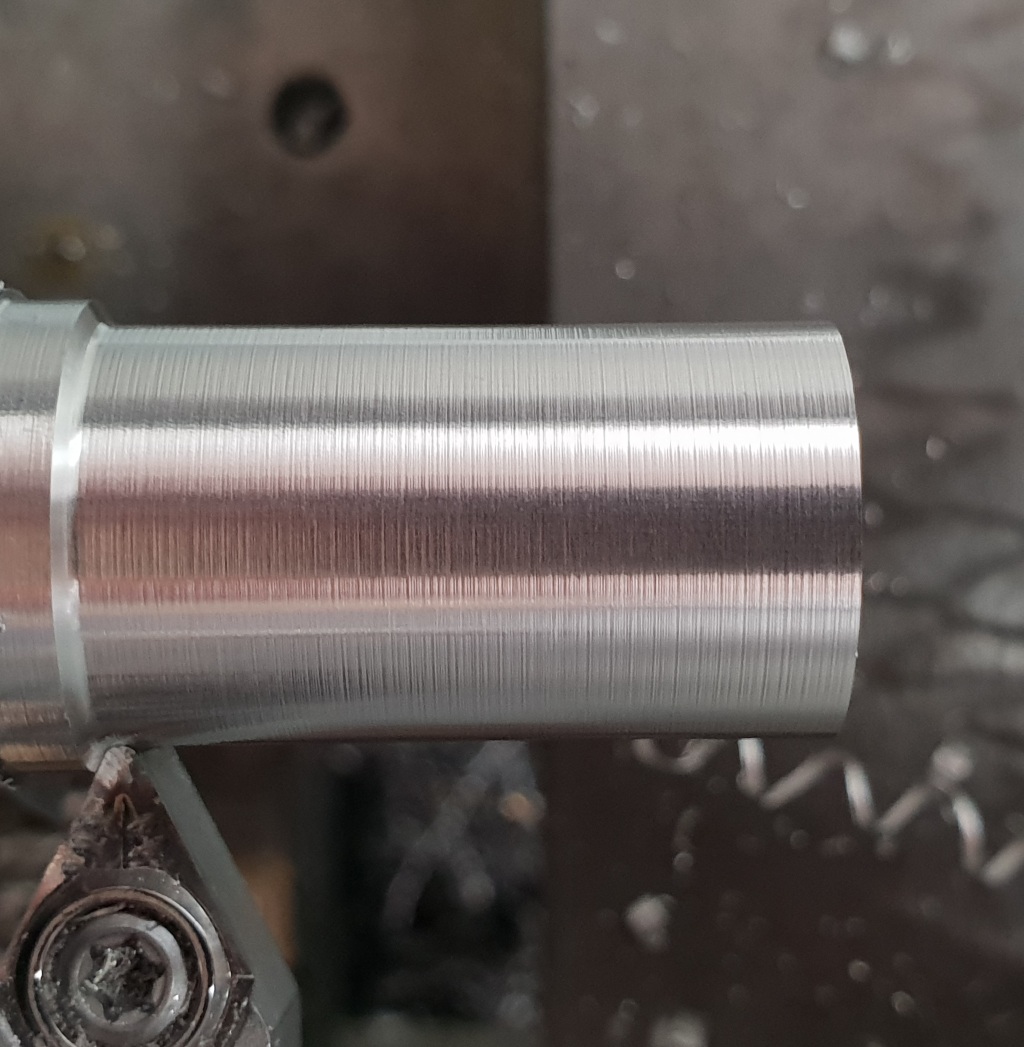
Ja toczę głownie w aluminium, a w szczególności w PA6 i PA9. To zdjęcie na początku wygląda jakby powstawał narost. Jaki to gatunek aluminium i jaka średnica pręta? Ile wystaje z uchwytu? Najlepiej aluminium toczyć nożami z HSS lub płytkami do alu. Ja używam płytek Korloya (lub jakiś chińskich podróbek, które w pudełku Korloya kupiłem ). Ważne jest jeszcze chłodziwo. Bez chłodzenia tworzy się szybko narost i robi się na powierzchni kicha. Wbrew pozorom w toczenie aluminium wymaga pewnej wprawy. Na początku potrafi dać w kość ale jak opanujemy co i jak to idzie uzyskać naprawdę lusterko na powierzchni.
tokarka NARVIK "made in Taiwan", frezarka Hartford (klon Bridgeporta "made in Taiwan"), frezarka Bridgeport w takcie przeróbki na CNC, frezarka CNC DIY, trochę pomniejszych klamotów
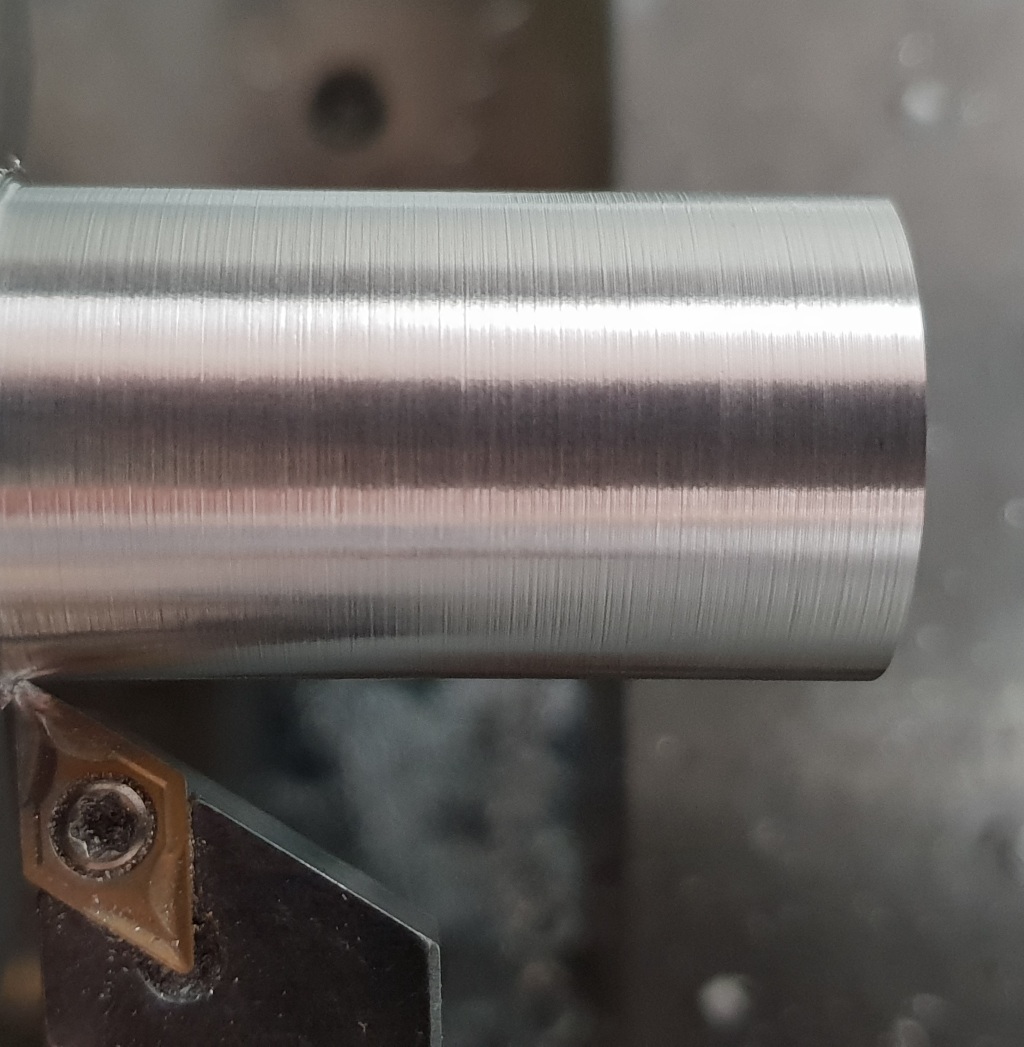
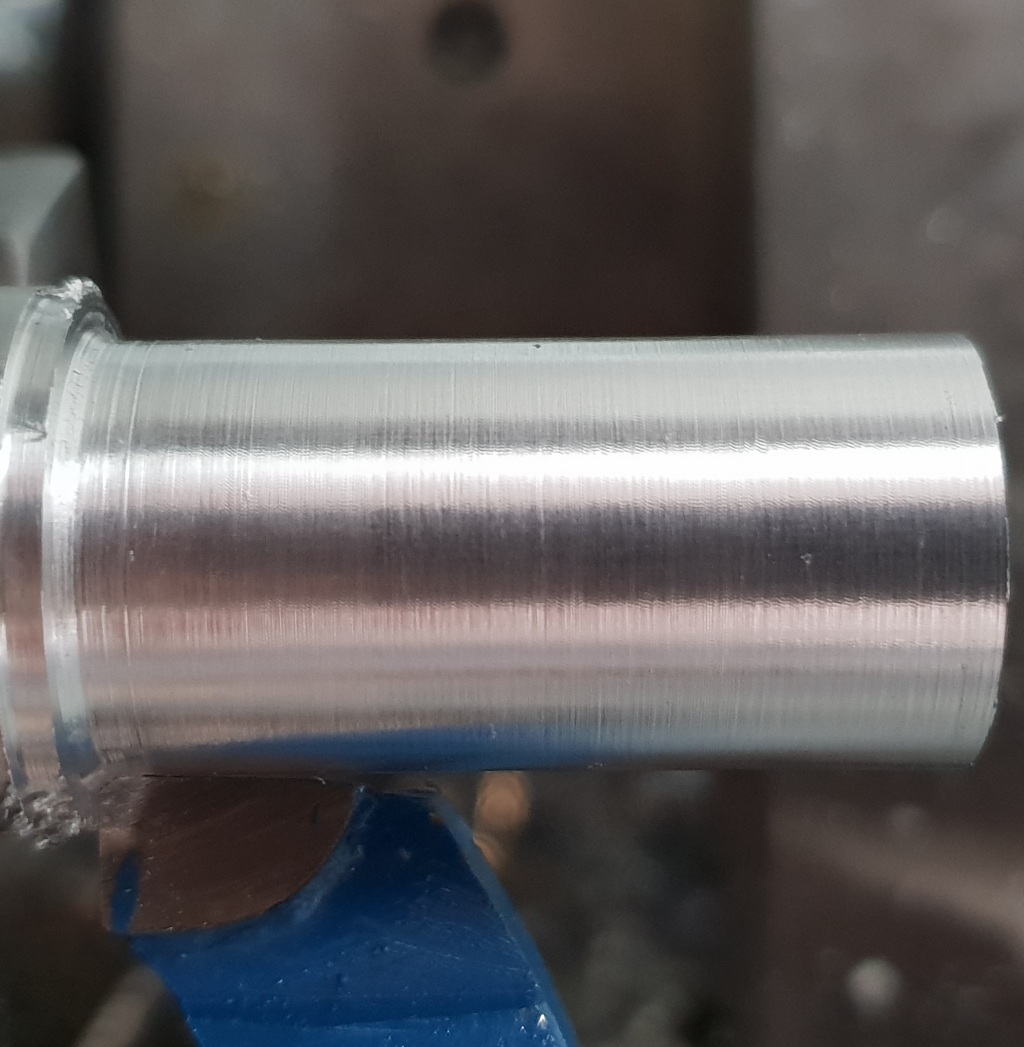
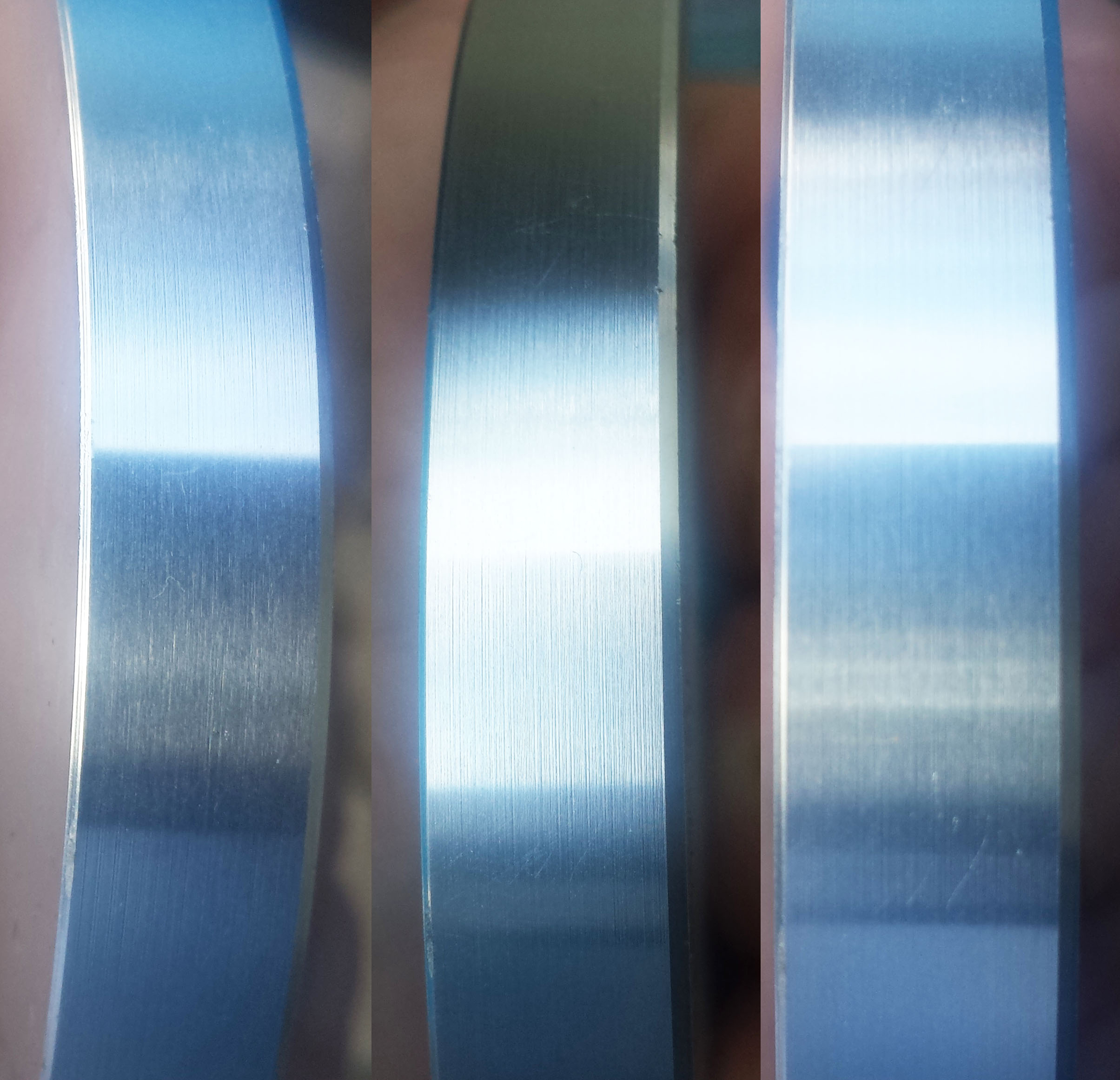
Proszę zwrócić uwagę, że zdjęcia są robione z bliska (pierwsza płytka to dcmt0702..), pod palcem powierzchnia wydaje się gładka, gołym okiem też wygląda ładnie. Ten ostatni nóż to prosto z pudełka, które dostałem z tokarką, chyba nawet nieużywany. Bez żadnego szlifowania A trzeci właśnie ma płytkę do aluminium i to nawet nie chińską.
Proszę zwrócić uwagę, że zdjęcia są robione z bliska (pierwsza płytka to dcmt0702..), pod palcem powierzchnia wydaje się gładka, gołym okiem też wygląda ładnie. Ten ostatni nóż to prosto z pudełka, które dostałem z tokarką, chyba nawet nieużywany. Bez żadnego szlifowania A trzeci właśnie ma płytkę do aluminium i to nawet nie chińską.
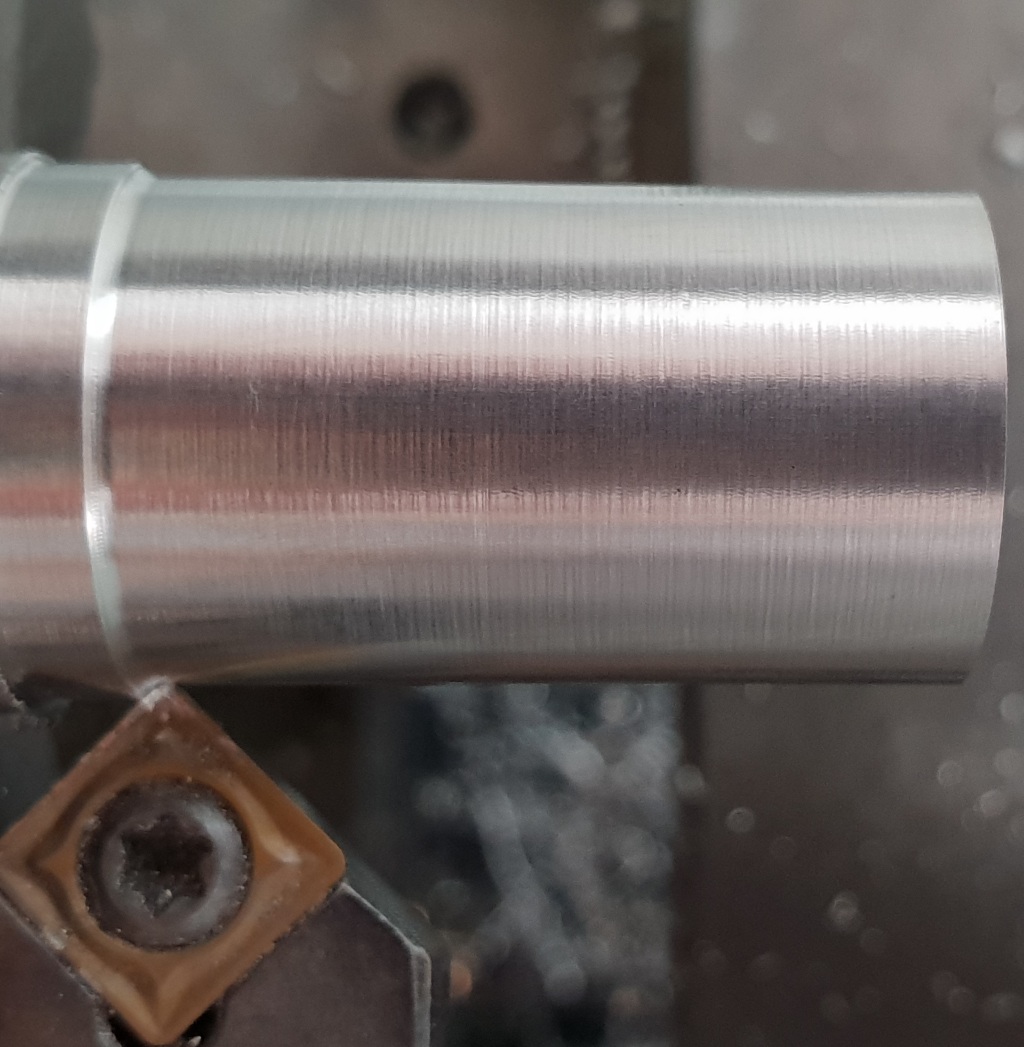
Porównaj powierzchnię zrobiłem również z bliska (materiał nieznany parametrów nie pamiętam obroty chyba max) ten sam krążek co wczoraj tylko w innych ujęciach i zdjęcie zrobione za dnia
Że ukruszona to raczej złudzenie, ale przyjrzę się jej dokładnie. Jak testowałem ją pierwszy raz to wnioski miałem podobne.
Zresztą, tutaj na celu było pokazanie, że różnicy wielkiej nie ma, a nie jak ładnie jestem w stanie zrobić Przecież to zależy też od innych czynników jak promień naroża płytki, posuw, obroty (u mnie bardzo małe), smarowanie. A porównanie jest na tych samych parametrach (no oprócz prędkości skrawania, bo każde następne na mniejszej średnicy).
Niemniej jednak byłbym wdzięczny, jakby Kolega napisał jakiej konkretnie płytki użył i jakich parametrów skrawania.
EDIT: A dobra, parametry nieznane. To trudno.
Zresztą, tutaj na celu było pokazanie, że różnicy wielkiej nie ma, a nie jak ładnie jestem w stanie zrobić Przecież to zależy też od innych czynników jak promień naroża płytki, posuw, obroty (u mnie bardzo małe), smarowanie. A porównanie jest na tych samych parametrach (no oprócz prędkości skrawania, bo każde następne na mniejszej średnicy).
Fakt wielkiej różnicy nie widać a przy płytce dedykowanej do alu powinna być znacząca i doskonale widoczna
Autorowi tematu właśnie obecna jakość nie odpowiada patrz foto:
Niemniej jednak byłbym wdzięczny, jakby Kolega napisał jakiej konkretnie płytki użył i jakich parametrów skrawania.
EDIT: A dobra, parametry nieznane. To trudno.
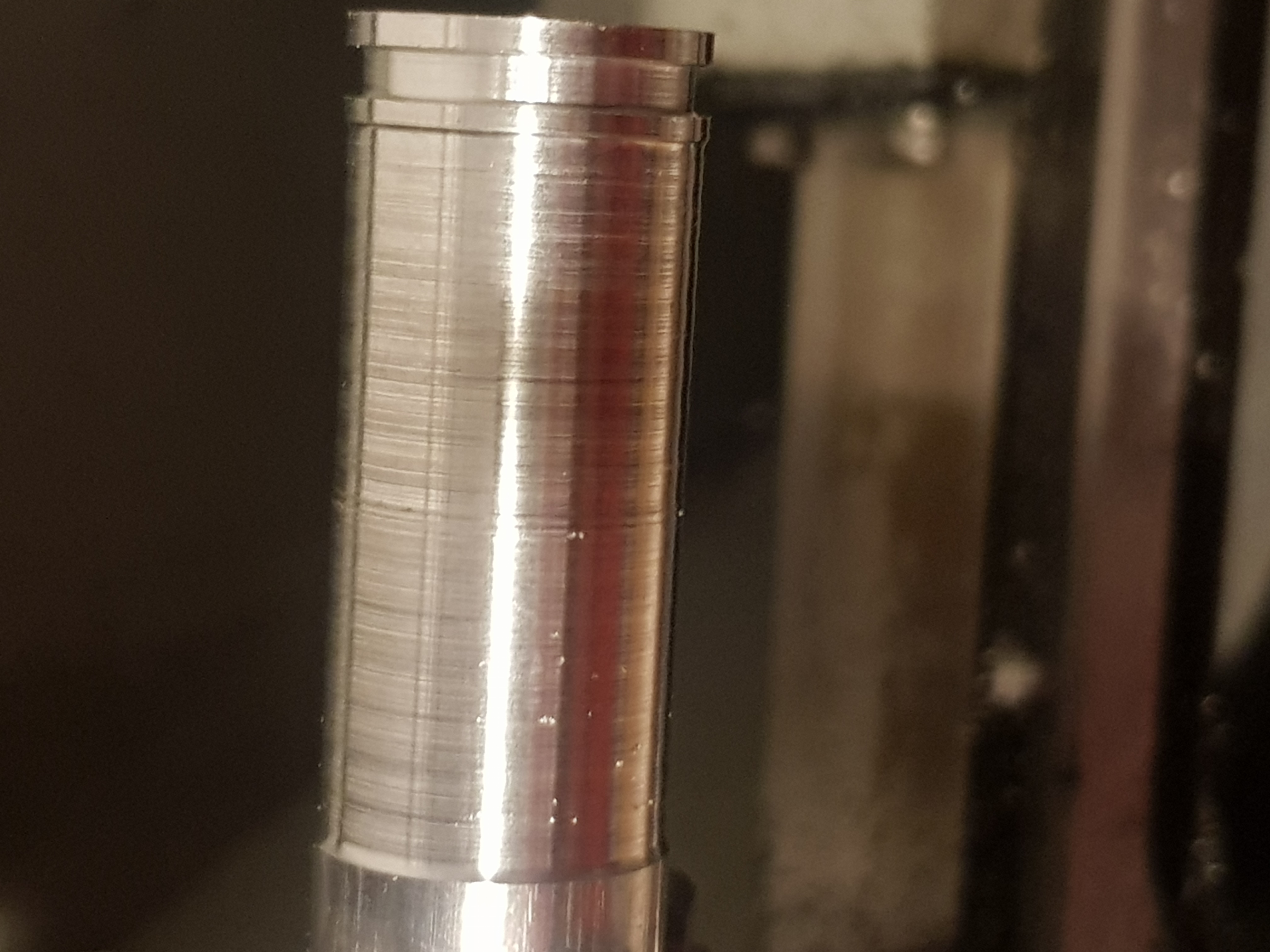
Postaram się odtworzyć co kombinowałem nie mogę zrobić nowej próby bo tokarka się dopieszcza i jest w kawałkach. Materiał kawałek płyty z jednej z moich skasowanych maszyn
To najprawdopodobniej były poniższe wartości
średnica krążka po skrobaniu 84,5mm
obroty 1345
posuw 0,05mm mam tak ustawiony praktycznie na stałe
głębokości nie podam nie jestem w stanie. ale niewiele bo dociskałem qniem do uchwytu
Płytka jak już pisałem wielokrotnie to ta z pudełka na którym jest jej symbol ale co tam powtórzę SECO DCGT11T304F-AL
Niezły film o obróbce alu różnymi płytkami i parametrami.
Trochę szkoda, że nie pokazywana jest powierzchnia po obróbce na wyłączonych obrotach.
Ale coś tam można dopatrzeć. Może coś pomoże




")








")
")






