")
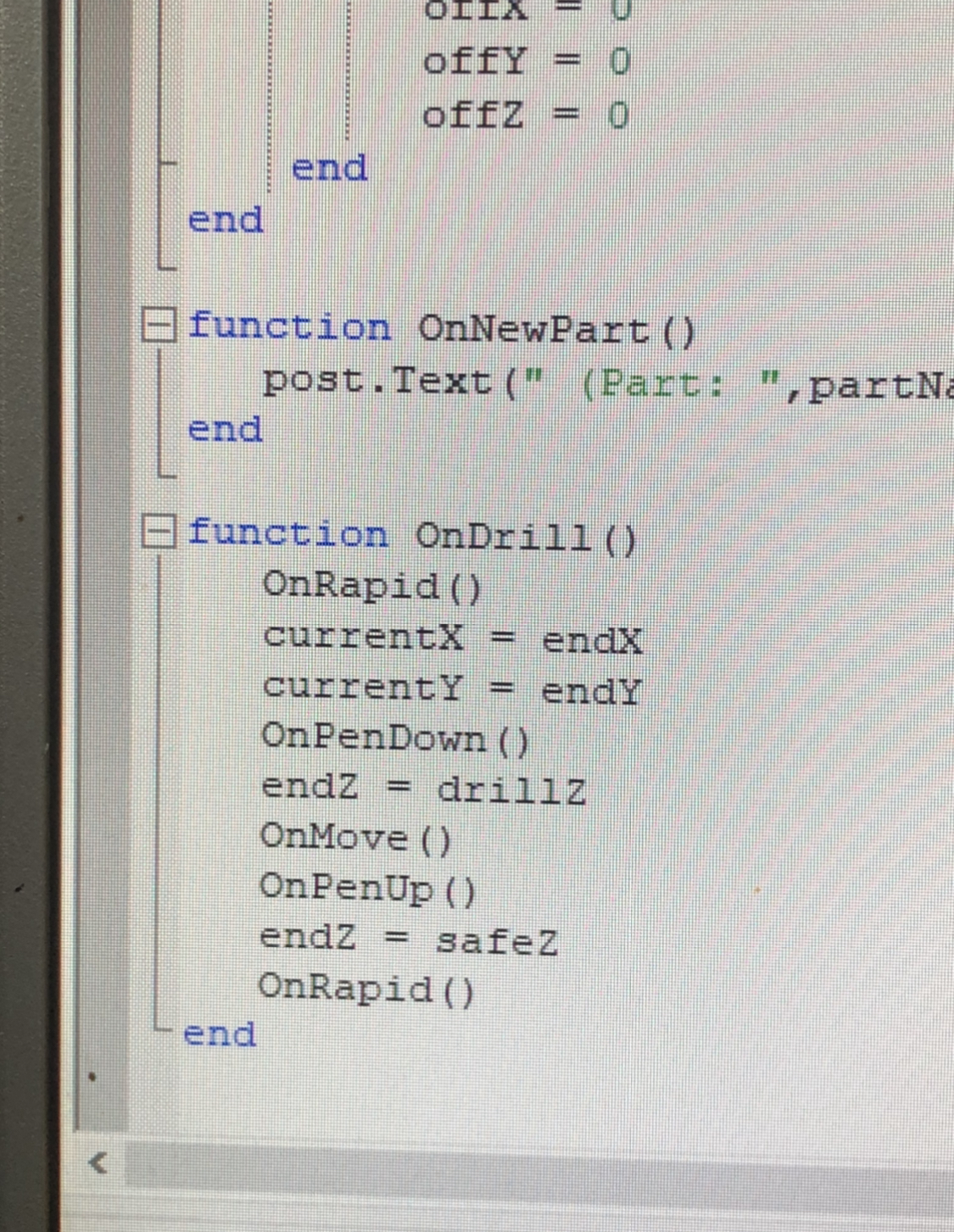
To jest cały postprocesor na jeden otwór
N0010 (Filename: test.ngc)
N0020 (Post processor: LinuxCNC THC gas r4.scpost)
N0030 (Date: 09.10.2020)
N0040 G21 (Units: Metric)
N0050 F1
N0060 G00 G53 G90 G40
N0070 M05 S1000 M09 (THC off)
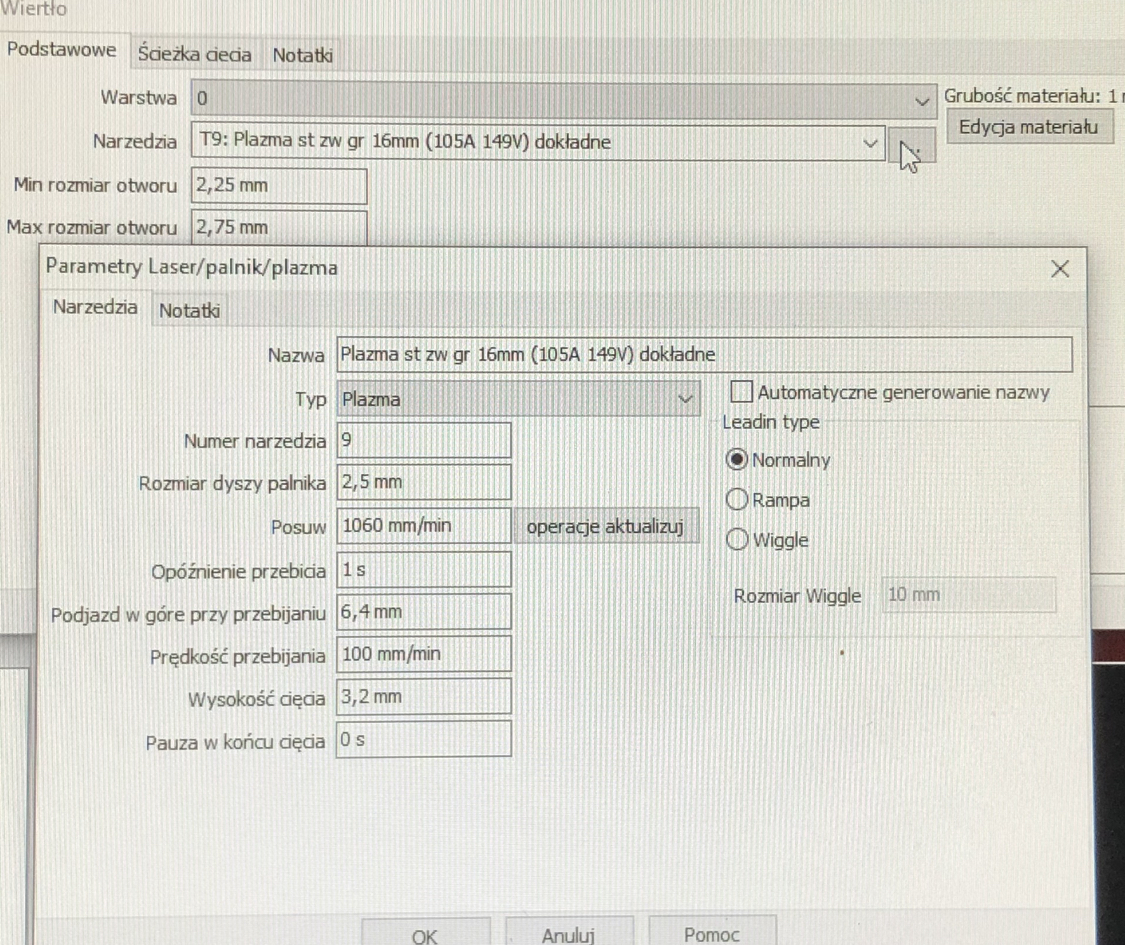
N0080 (Part: zaslepka 46)
N0090 (Operation: Wiertło, 0, T9: Plazma st zw gr 16mm [105A 149V] dokładne, 0 mm Deep)
N0100 G00 X977.0000 Y1977.0000
N0110 M64 P1
N0120 G64 P0.05 G38.2 Z-50.0 F600
N0130 G92 Z-1.0
N0140 G04 P1.5
N0150 M65 P1
N0160 G00 Z6.4000
N0170 M03
N0180 Z6.4000
N0190 M64 P3
N0200 Z15.0000
N0210 G04 P1
N0220 G01 X977.0000 Y1977.0000 Z3.2000 F100.0
N0230 M05
N0240 G04 P0.2
N0250 G00
N0260 X0.0000 Y0.0000
N0270 M05 M09 M65 P2 M30


")