Panowie... i Panie
Ciesze się, że ktoś skorzysta. A jak dla mnie to po prostu opis tego co tam sobie dłubię. A że zawsze w kieszeni jest komórka, która przy okazji robi całkiem niezłe zdjęcia to nie problem cyknąć fotkę tu i tam.
251mz
WOW! Dziękuję za wyróżnienie, teraz będę się czuł jak celebryta

i zostanę upamiętniony "na zawsze" JUPI. Szkoda, że nie wymyśliłem bardziej wpadającego w ucho tytułu wątku
 rdarek
rdarek
Skrzynki suportu nie zamierzam przerabiać w żaden sposób prócz likwidacji luzów. Mój plan na przyszłość przewiduje budowę innej, ale o tym może kiedyś w przyszłości. Jeśli chodzi o simering to nie ma obawy, zewnętrzne uszczelnienie domyślnie miało pracować jako "suche" więc tu się nic nie zmienia. Nawet jeśli coś mu ma się stać to z definicji jest to element eksploatacyjny i prędzej czy później trzeba będzie go zmienić.
Przejdźmy do dzisiejszego tematu: prawidłowe ustawienie tokarki. Przez ustawienie mam głównie na myśli ustawienie na podstawie.
Pierwotnie moja tokarka stała na starym metalowym stole podparta jedynie bukowymi deskami od spodu. Z czasem spowodowało to, że stół się zwichrował a tym samym także tokarka. Moje łoże miało odchyłkę o jakieś 0.4mm na całej długości.
Przed ponownym zamontowaniem jej na swoje miejsce postanowiłem zrobić to tak jak powinno być zrobione. Niestety nie dorobiłem się jeszcze spawarki wiec budowa nowego dedykowanego stolika odpadła z miejsca. Aktualizacja będzie polegała na modyfikacji mocowania z drewnianego na stalowe i zapewnienie IDEALNEJ płaszczyzny montażu łoża tokarki aby mogło się "wyprostować" po zamontowaniu na płaskiej powierzchni.
W założeniu tokarka zostanie zamocowana na czterech punktach podparcia tak aby były one na jednej płaszczyźnie.
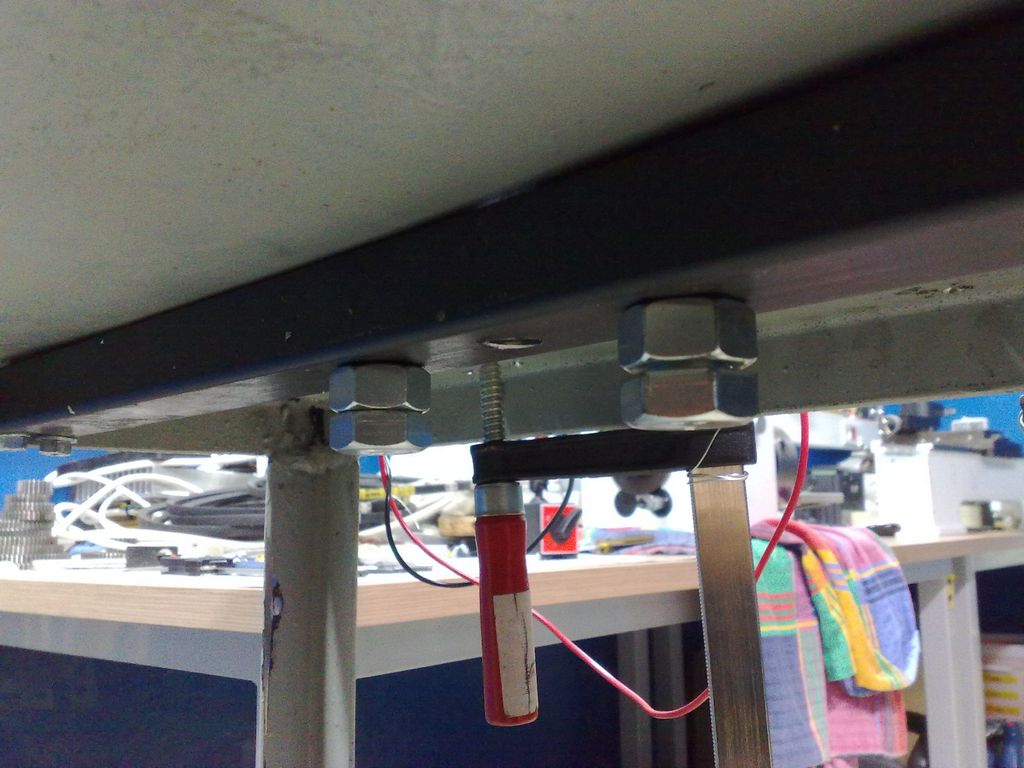
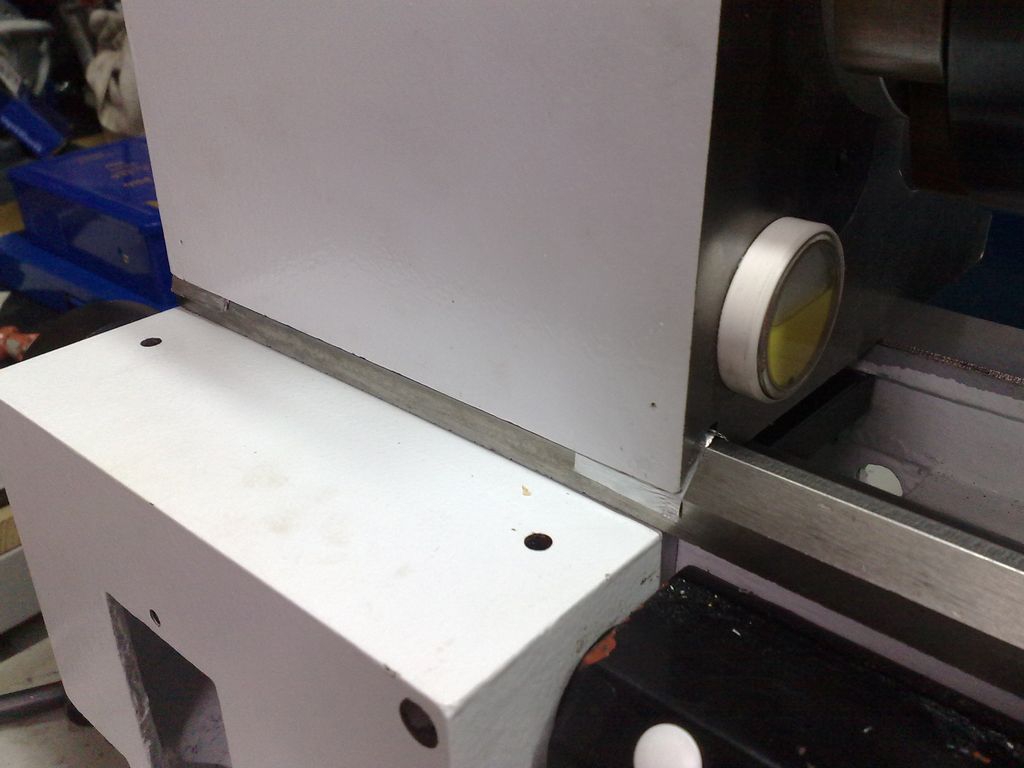
Na wspornik został wybrany profil prostokątny zamknięty, a punktami podparcia będą śruby M16. Na każdym wsporniku są dwie śruby poziomujące z możliwością zablokowania nakrętką, oraz śruba montażowa łoża.
Śruby i wspornik zostały dobrane tak aby niewielka część śrub poziomujących mogła wystawać nad powierzchnię stołu


Przed dalszą operacją cały stół został wypoziomowany (ma regulowane nóżki), oraz zgrubsza zostały wypoziomowane śruby, na których ma spocząć tokarka.


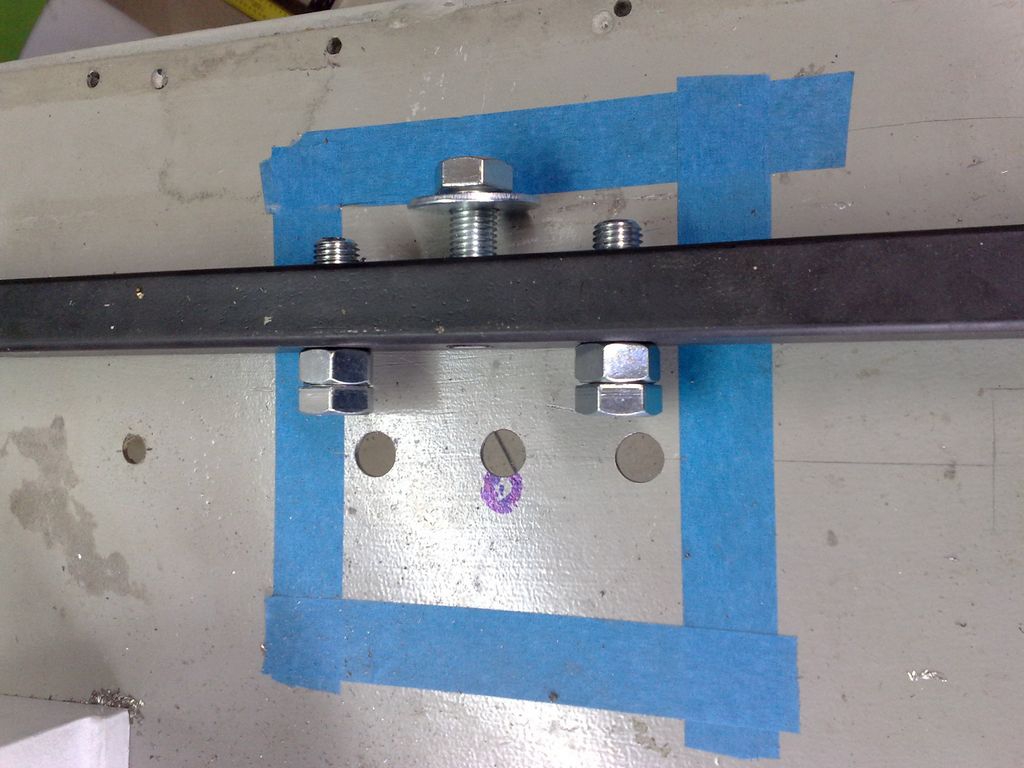
Do dokładnego ustawienie wszystkich czterech śrub na jednej płaszczyźnie użyłem triku z dwiema strunami (można użyć dowolnego cienkiego drucika, który ma stałą średnice na całej długości). Jeśli ktoś jeszcze nie zna, to polega on na tym, że w założeniu trzy punkty mamy na jednej płaszczyźnie a czwarty punkt trzeba ustawić. Blokuję więc trzy wypoziomowane już między sobą śruby, struny puszczam tak aby opierały się na śrubach. Śruby zostały podpiłowane aby były mniej więcej płaskie na końcach.

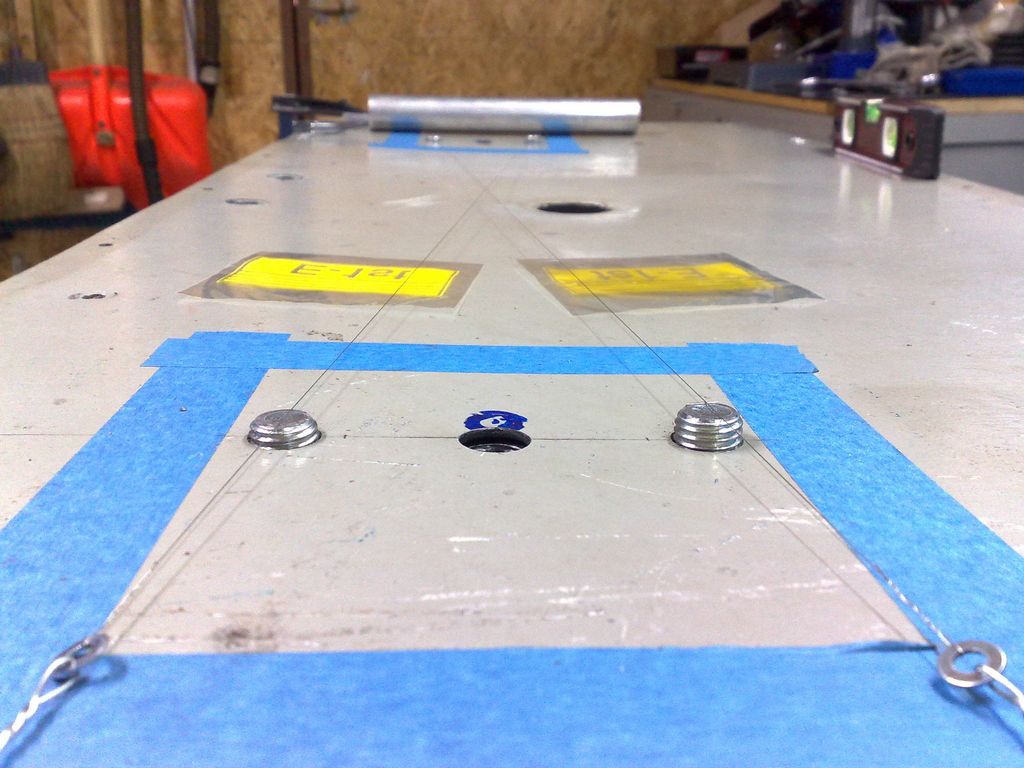
Strunę, która przebiega górą należy podnieść o grubość struny. Powód podniesienia jest taki, że struny oparte na tej samej płaszczyźnie będą się stykały ze sobą w miejscu przecięcia i nie powinny na siebie naciskać. Należy więc tak regulować czwartą śrubą aby najpierw była przerwa miedzy strunami, a po regulacji żeby struny ledwo zetknęły się ze sobą. Mam nadzieje, że zamysł jest jasny.

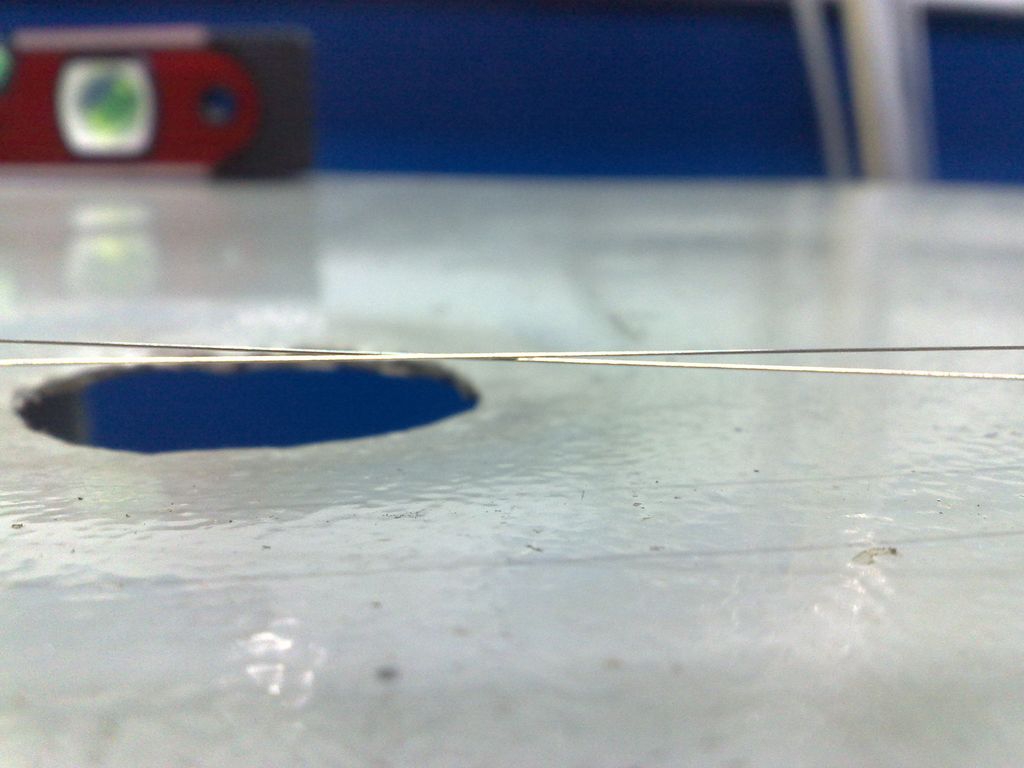
Dla ułatwienia "obserwacji" momentu styku strun odizolowałem je od śrub taśmą przeźroczystą i podłączyłem sobie miernik (taśma musi być przyklejona idealnie płasko bez fałd i paprochów). Kiedy struny się stykały włączał się brzęczyk w mierniku. Bardzo ułatwiło to regulację gdyż śruby są od spodu i trudno było jednocześnie patrzeć na struny i kręcić śrubą (trzeba użyć dwóch kluczy - od razu kontrując). I oto mamy IDEALNĄ płaszczyznę (a raczej cztery jej punkty) do oparcia na niej tokarki

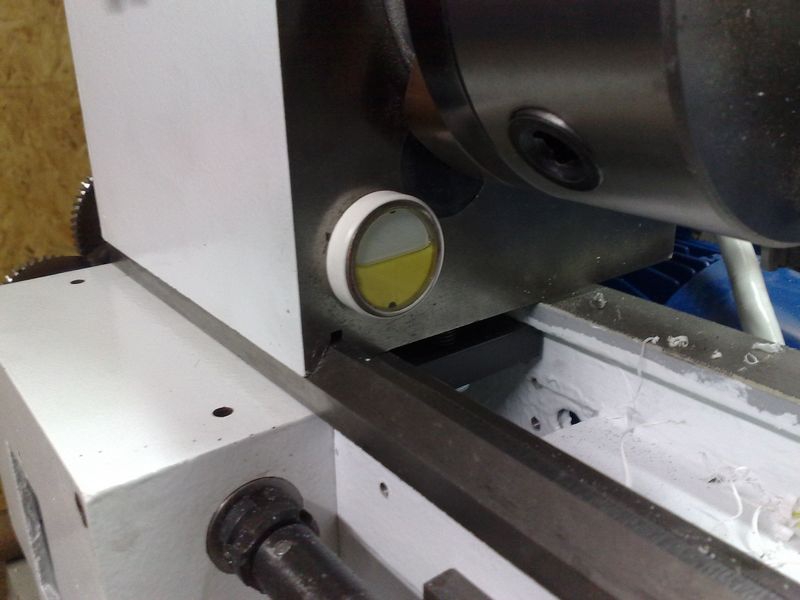
Widok śrub regulacyjnych od spodu, oraz śruba rzymska której użyłem do napinania strun.

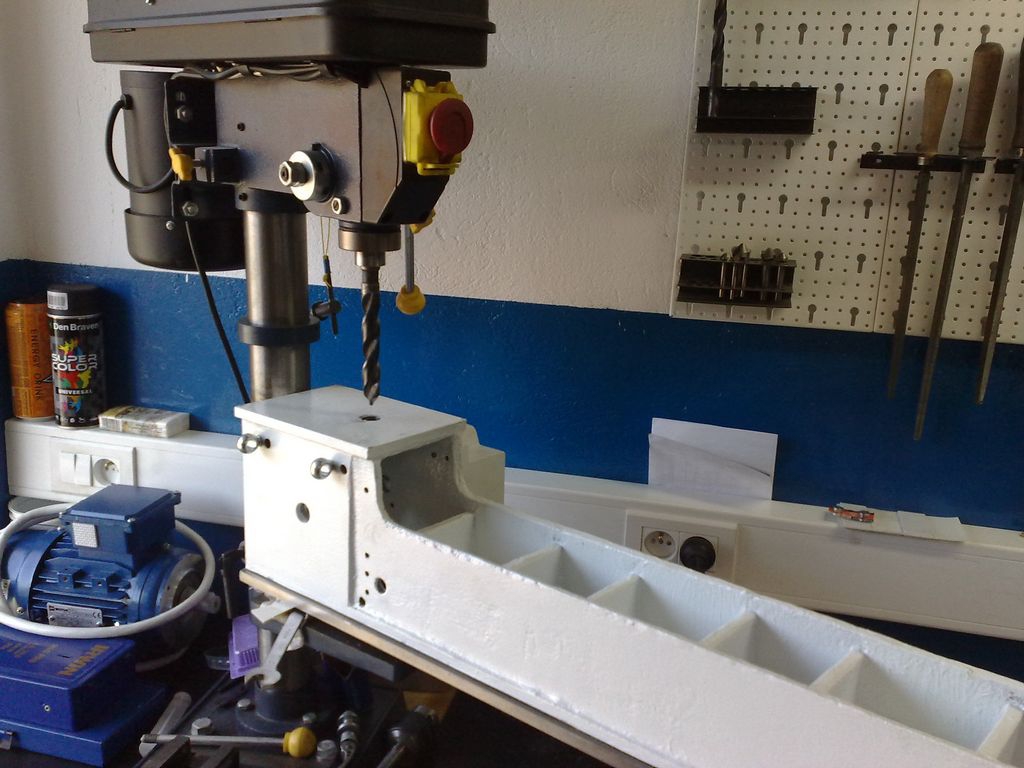
W tokarce należało powiększyć otwór montażowy z 14 na 16 aby weszła nowa większa śruba. Łoże po mocnym dokręceniu wyprostowało się i teraz jest praktycznie idealnie proste.
 Ustawienie wrzeciona:
Ustawienie wrzeciona:
Do ustawienia wrzeciona użyłem metody, która nazywa się "
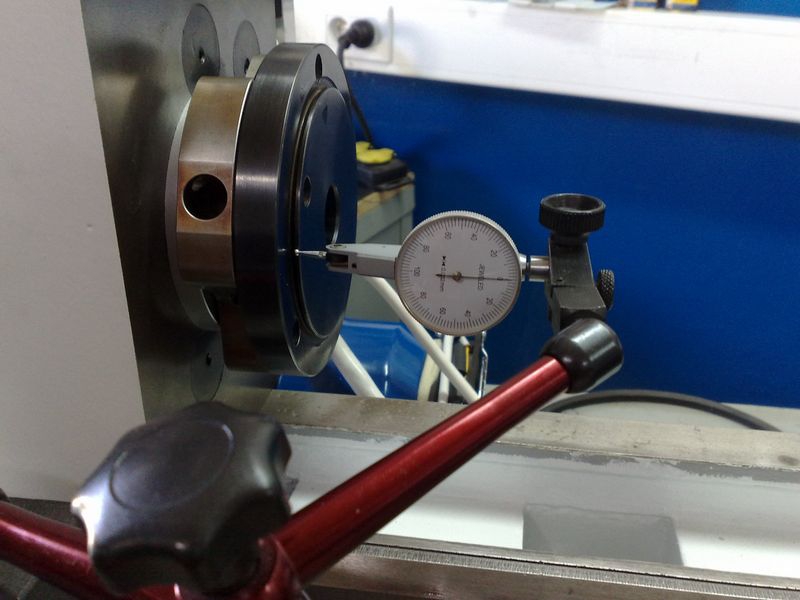
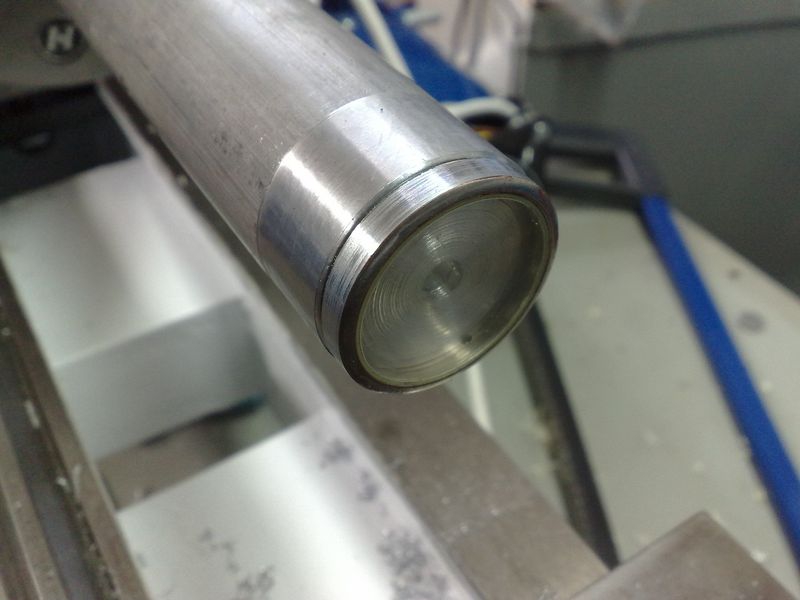
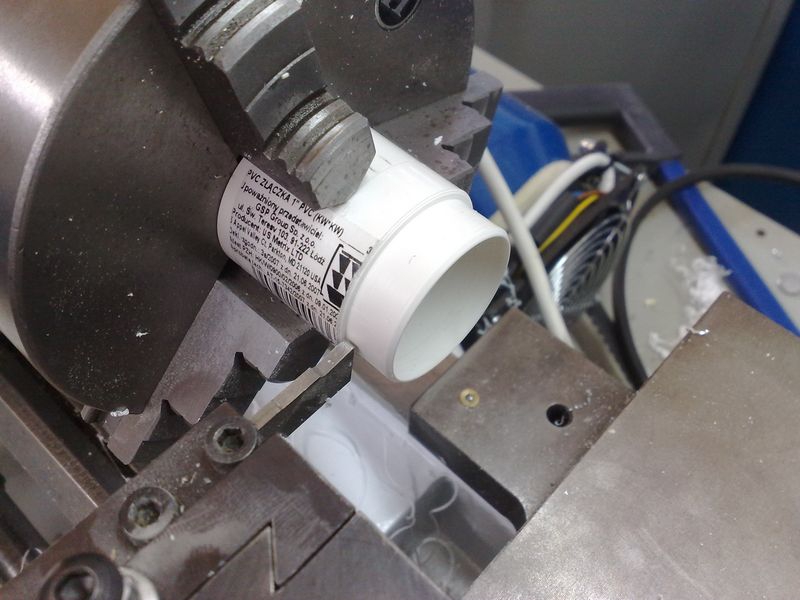
Rollies-Dads-Method". Według mnie to najprostsza i bardzo dokładna metoda jeśli nie dysponuje się precyzyjnymi wzorcami. W skrócie wystarczy mieć wałek, który w dwóch oddalonych od siebie miejscach (1/3-2/3 długości łoża) jest idealnie okrągły. Nie musi być prosty ani nie musi mieć takiej samej średnicy na całej długości. Ja użyłem kawała prowadnicy 20mm.
Pomiarów dokonywałem zaraz przy wrzecionie oraz jakieś 250mm dalej ponieważ moja prowadnica dalej się już uginała. Najlepiej mieć jakiś grubszy wałek. W źródle jest podane że dobre są wałki od starych amortyzatorów.
Po pomiarach błędów okazało się że:
w poziomie moje wrzeciono ucieka o 0.5mm od osi w stronę operatora.
w pionie schodzi w dół o 0.3mm
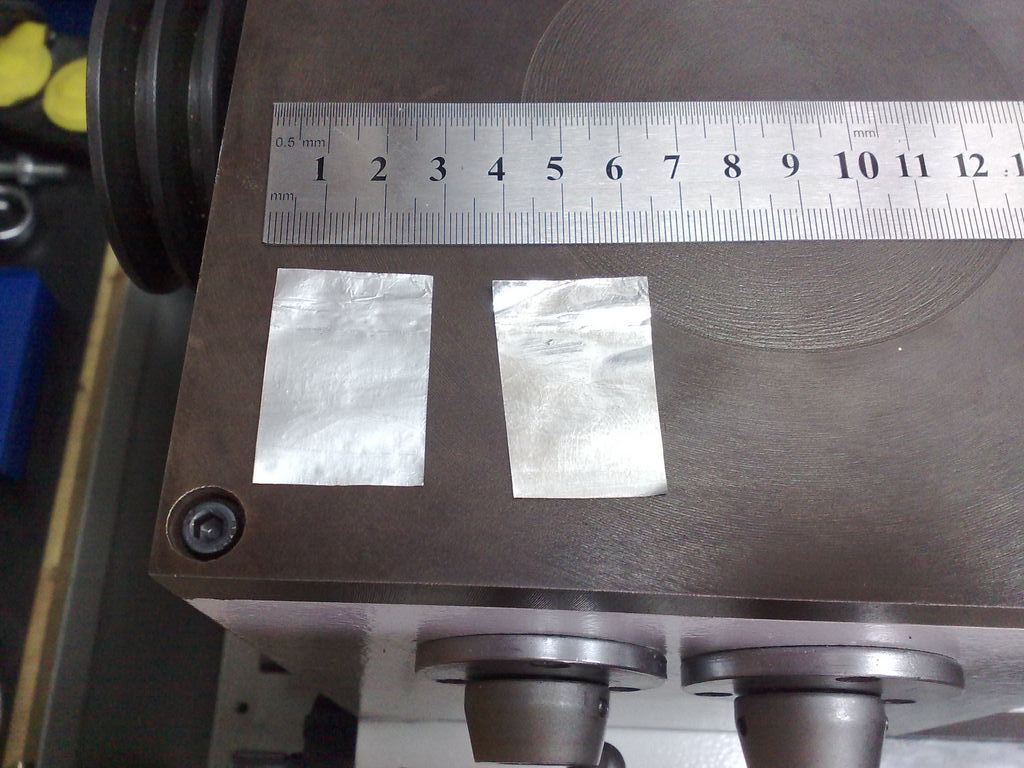
W sumie zrobiłem chyba z 15 pomiarów zanim ustawiłem wszystko tak jak ma być. Po każdym pomiarze podpierałem sobie wrzeciono aby móc swobodnie manewrować "podkładkami". Jako materiał do podkładania użyłem kawałków aluminiowej foli kuchennej.


Aby odchylić wrzeciono OD operatora należy podkładać kawałki foli pod wewnętrzną cześć pryzmy od strony wrzeciona i pod zewnętrzną część pryzmy od strony napędu. U mnie w sumie poszło chyba 10 warstw foli od strony wrzeciona i 6-8 od strony napędu. Aby podnieść wrzeciono do góry należy jednocześnie podłożyć folie pod obie prowadnice od strony wrzeciona. Najlepiej najpierw niwelować odchylenia na boki (czyli w poziomie) bo podkładki na pryzmach mają też wpływ na poziom wrzeciona.
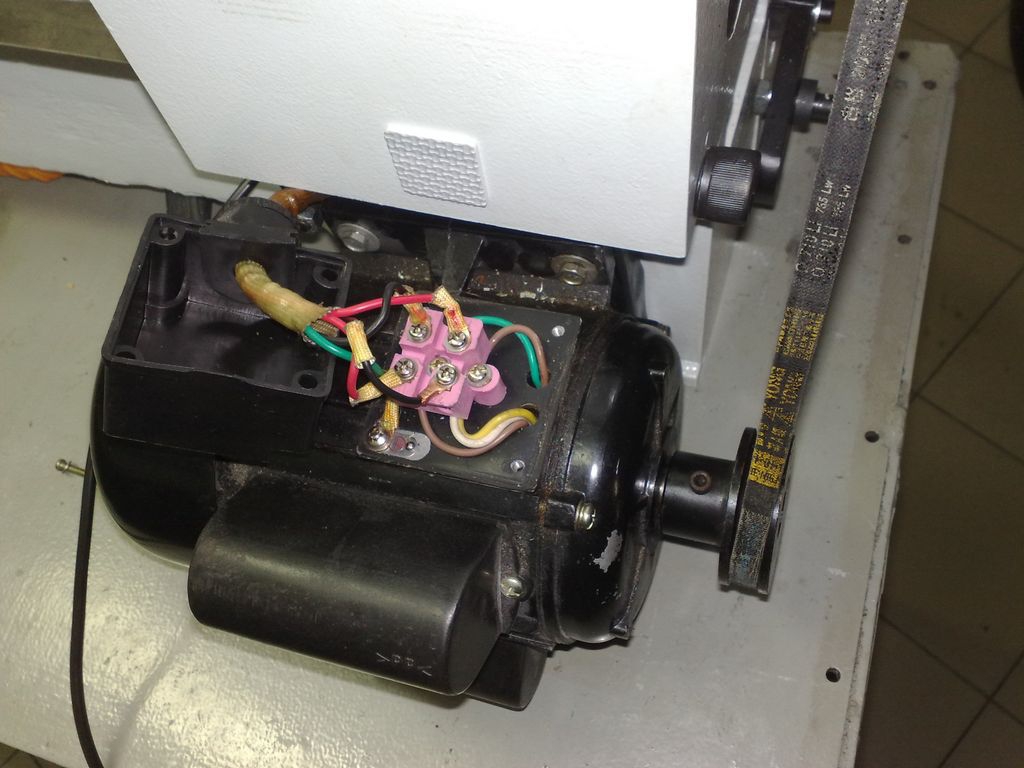
Acha śruba montażowa wrzeciennika od strony wrzeciona została wymieniona na taką z łbem sześciokątnym ponieważ według mnie jest do niej łatwiejszy dostęp.
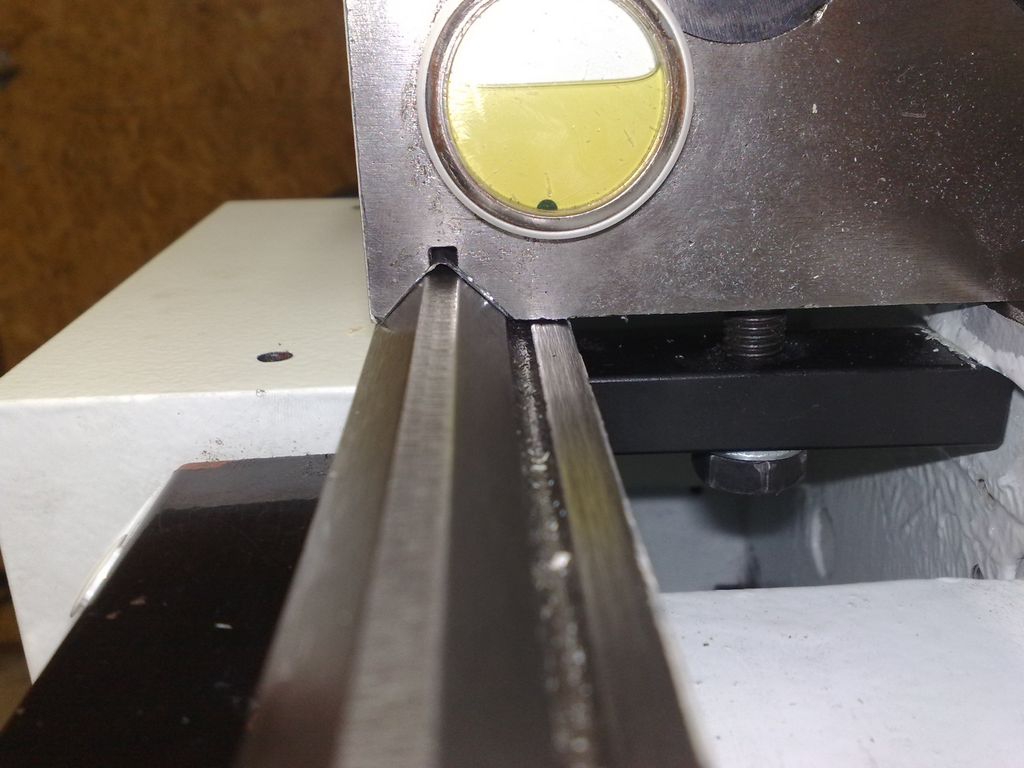
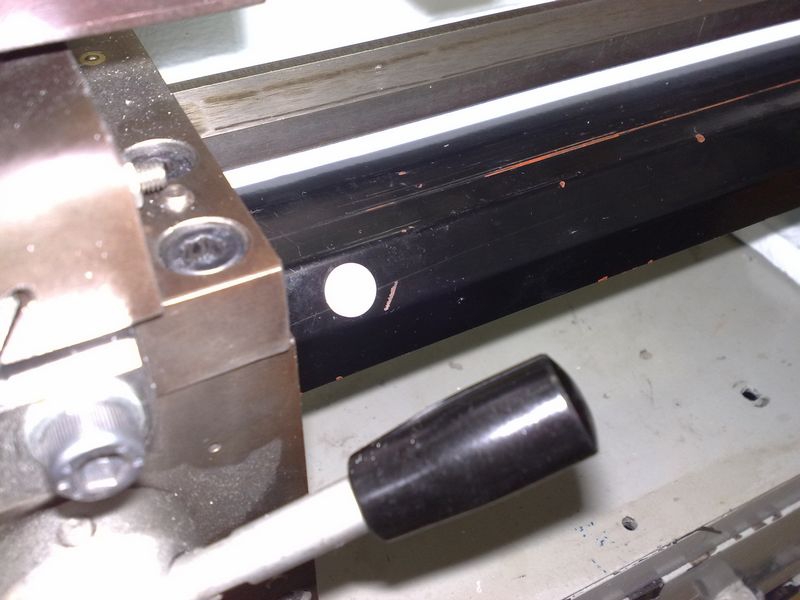
Tu kawałki foli jakie sobie docinałem i ewentualnie składałem na pół jeśli podkładałem tylko pod jedną płaszczyznę pryzmy. Oraz moje ustawienie. dobrze zaznaczyć sobie na pręcie miejsca pomiaru, i tak jak mówiłem wcześniej nie mierzyć zbyt daleko od wrzeciona jeśli pręt ma tendencje do uginania się.

Po zakończeniu operacji na długości 300mm tam gdzie jeszcze moja prowadnica nie ugina mam pomiary w granicach +/- 0.01 co równie dobrze można zaliczyć jako luz na prowadnicach. Myślę, że jak na amatorską tokarkę to wystarczy w zupełności.






")













")

")

")