Cześć!
Kupiłem dziś ostatnią sztukę.
Przecinarka po pierwszych testach sprawia bardzo fajne wrażenie.
Blacha 5mm - daje radę
Nie ma funkcji HF
Nie potrzebuje dużo powietrza (mniej niż myślałem)
Potnę w piątek trochę czarnej blachy trójki i zdam relację jak się sprawuje.
Dobra. Jak to zweryfikować poprawnie ? W sensie HF.
Czy wystarczy położyć cienki papier i próbować zajarzyć łuk ? Czy papier będzie zbyt dużym dielektrykiem ?
Może tylko lekko podnieść nad materiał ? Zrobić przerwę kalibrowaną jakoś ( oprzeć dyszę o różne grubości podkładek ) ?
Czy jest inna metoda.
No bo co ? W efekcie HF ma nam dawać możliwość właśnie zapalenia łuku pracy przy lekko brudnym materiale ? Czy dla poprawnej pracy przy przebiciu, gdzie jak mniemam, we wstępnej fazie materiał jest wydmuchiwany od strony palnika ?
Co ułatwia HF przy pracy palnikiem plazmowym w stosunku do zwykłego zajarzenia przez potarcie ?
Chodzi o to, że w palniku plazmowym łuk nie zajarza się podobnie jak w TiG-u - między wystającą nietopliwą elektrodą a materiałem spawanym, gdzie potrzebny jest HF by nie dotykać elektrodą do materiału(co niszczy elektrodę),
ale w tym przypadku - między całkowicie schowaną wewnątrz palnika elektrodą, a dyszą która wystaje na zewnątrz palnika,
która dotykając do elementu przecinanego jest drugim biegunem ("masą") dla HF. Bez wysokiej częstotliwości (HF) samo napięcie źródła (zazwyczaj około 150 ÷ 300VDC) nie zdołało by zjonizować na tyle przepływającego miedzy obu częściami palnika powietrza by zajarzyć łuk (wewnątrz palnika).
Ciśnienie tłoczonego powietrza wymusza zawirowany szybki przepływ który wypycha zajarzoną plazmę poza dyszę(która jest jednocześnie tym powietrzem chłodzona, bo inaczej by się stopiła).
Wypchnięta z dyszy plazma jest przewodnikiem, czyli już po zajarzeniu łuku można lekko (1 do 2mm) podnieść dyszę nad materiał bez zgaszenia łuku, co oszczędza dyszę - bo w czasie przesuwania dyszy po nie idealnie czystym materiale występuje miedzy nimi pewne iskrzenie.
Jeśli - w przypadku tej naszej przecinarki - przed naciśnięciem na włącznik palnika nie zetkniemy dyszy z materiałem przecinanym (do którego podpięty jest drugi biegun -"masa"), to dysza nie będzie miała potencjału elektrycznego "masy" i łuku nie zajarzymy, Bo ten HF nie jest aż tak potężny by zajarzyć łuk bezpośrednio między elektrodą a materiałem (odległość). z tego powodu nie można zajarzyć łuku bez dotykania materiału.
Są oczywiście przecinarki (i palniki - zazwyczaj z dodatkowa osłoną gazową, gdzie dysza formująca nie ma możliwości styku z materiałem)
w których można zajarzyć łuk bez styku z materiałem (zbliżając palnik do niego - nad nim) ale tu HF jest nieco inaczej skonfigurowany i potężniejszy, i z tego powodu podobnie jak w stykowych można nimi przecinać tylko przewodniki.
Jak zajarza się łuk w takich palnikach można prześledzić tu https://www.lincolnelectric.com/en-us/e ... works.aspx
Większość piszących o HF ma właśnie ten rodzaj na myśli - bez "stykania" z materiałem(po zbliżeniu), albo też przecinarki z łukiem niezależnym, w których można zajarzyć łuk pilotujący bez zbliżania do materiału - "w powietrzu", ale mają one doprowadzenie do dyszy palnika "masy" HF, z tego też powodu można nimi ciąć również materiały dielektryczne.
Elektrody do "stykowego" (stykowy" w cudzysłowie, bo chodzi o styk miedzy dyszą a materiałem, a nie elektrodą a materiałem) zajarzenia mają najczęściej nacięty od spodu "krzyż" ułatwiający chodzenie dyszy.
Dodane 57 minuty 4 sekundy:
Natomiast oglądając przewód "masowy" tej lidlowskiej przecinarki mogę stwierdzić co już wcześniej pisałem - na moje oko jest wzięty od jakiegoś prostownika do ładowania akumulatorów, (plazmy są dość czułe na słaby styk zacisków i niskie napięcie zasilające sieci)
- zacisk w/g mnie jest zbyt słaby, i o zbyt małych powierzchniach kontaktowych by przewodzić dobrze 40A, polecałbym zmienić go na typowy spawalniczy z gwarantującymi odpowiednią przewodność miedzianymi wkładkami,
(magnetycznego bym nie polecał jeśli ma być przypięty bardzo blisko palnika, bo mocne pole magnetyczne dość silnie działa na łuk, także przy spawaniu TiG i MMA)
- sam kabel (z chińskimi napisami) ma w oznaczeniu 11 A co byłoby nonsensem do tej wydajności źródła, ale nie wiem czy właściwie ten napis zinterpretowałem,
Na szczęście konektor do gniazda w urządzeniu pozwala na zastosowanie znacznie grubszego przewodu (bodaj ø8 czy ø10mm, zaciskany wkrętami)
Sam palnik ma długą dyszę co ułatwia przecinanie niektórych kształtek czy za pomocą szablonu, wygodny klawisz dolny włącznika, przewód może niezbyt długi, ale wystarczający
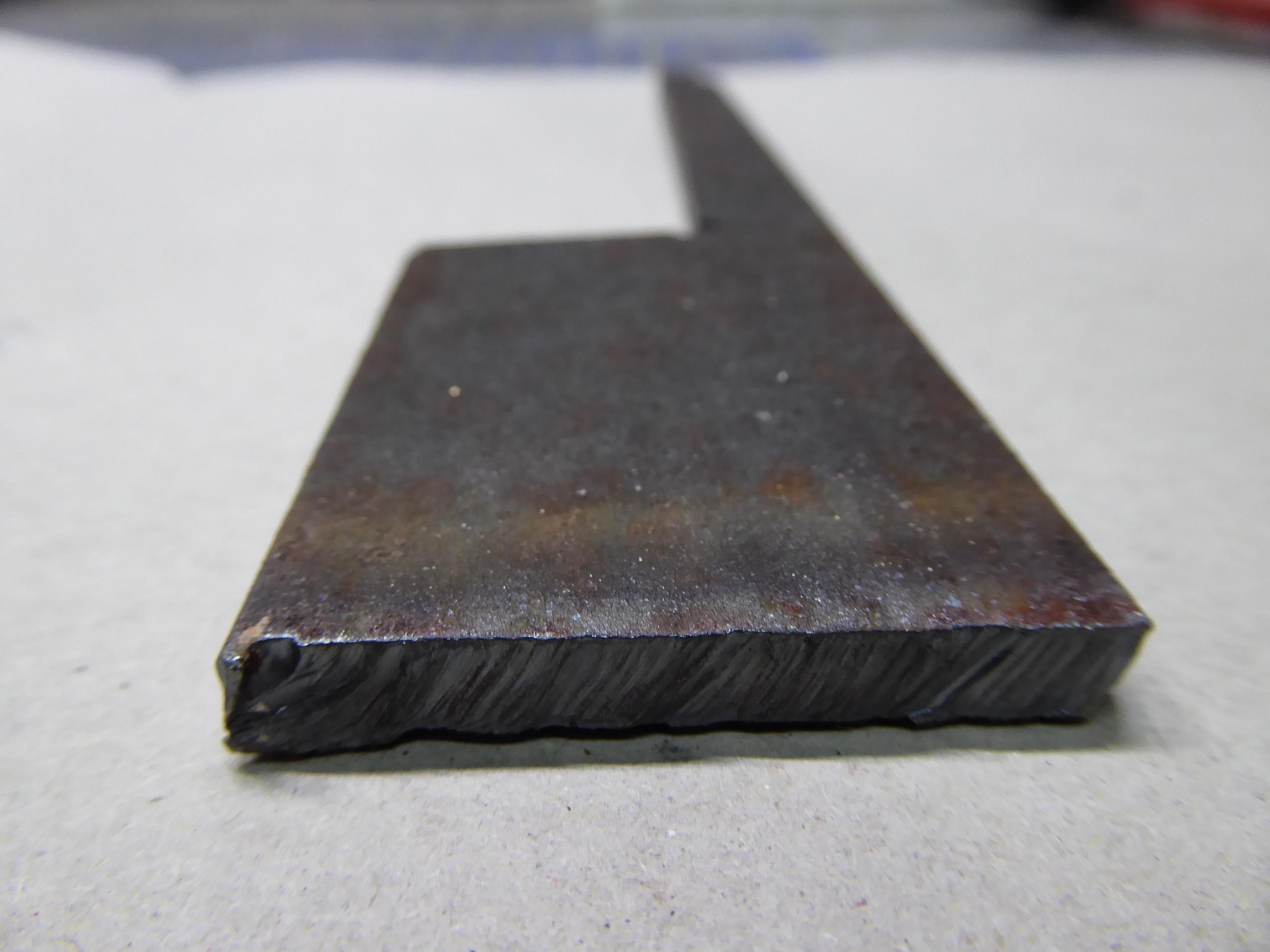
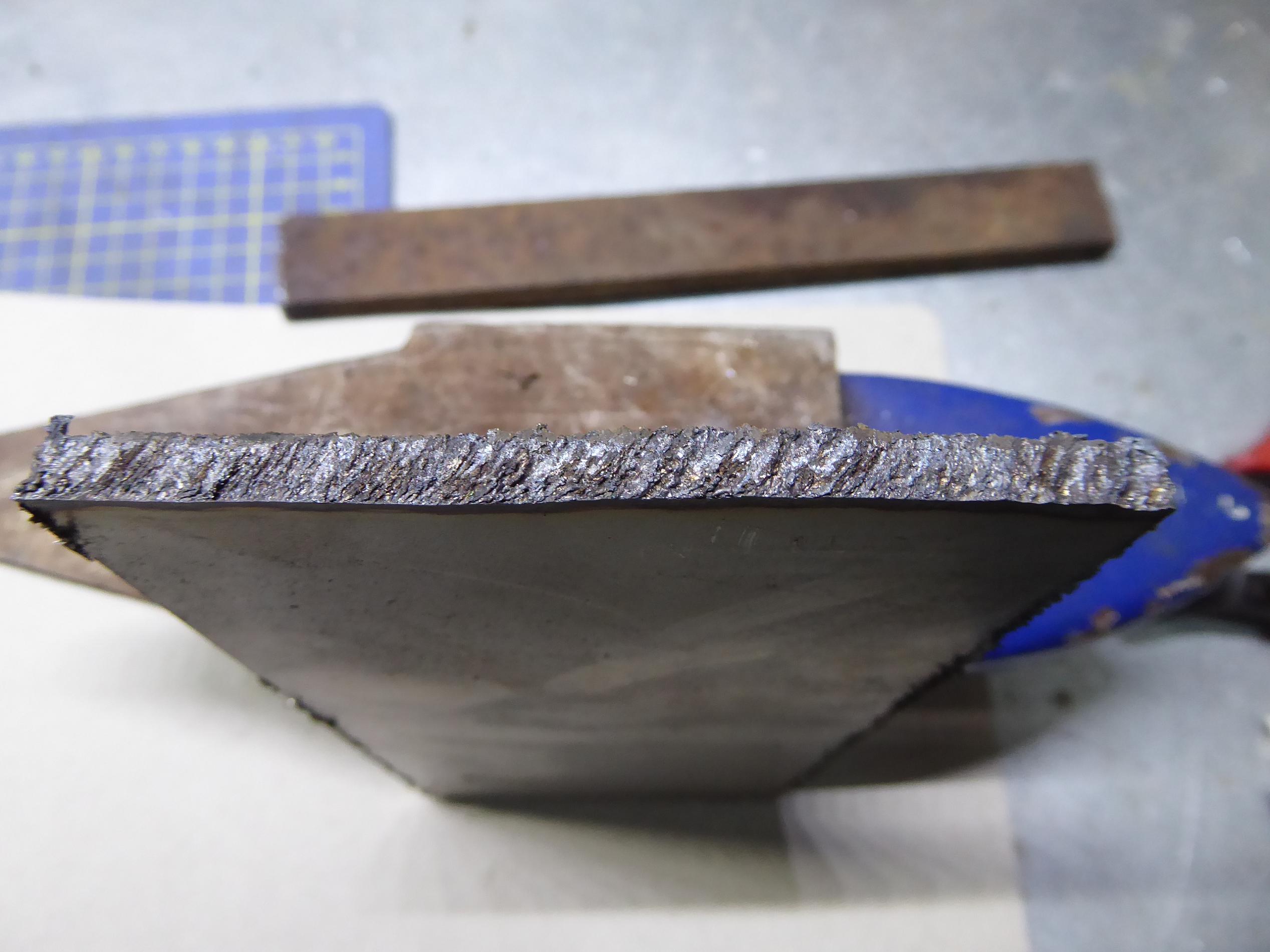
Podłączyłem go do mojego Ct520 (50A) i mogę powiedzieć, że tnie przyzwoicie, bez nadmiernego ukosowania, nadtopień, górna krawędź ostra, bez zastrzeżeń prosta (prowadzenie przy liniale), zgorzel typowa, odpadająca bez problemu przy niezbyt silnym popukaniu młotkiem, dolna krawędź przecięcia po zbiciu zgorzeli ostra,
(ciąłem płaskownik 5,5mm stal czarna, ciśnienie ok 5 bar, - zdjęcia zamieszczę później, razem z relacją z testów..)
Dodane 56 minuty 43 sekundy:
Tu sporo jest pokazane
chociaż facet nieprostopadle prowadzi palnik, i próbuje 40A przeciąć 14mm
No i wszystko jasne!
Po zmontowaniu zestawu zawartego w pudełku, bez żadnych modyfikacji /tylko posprawdzałem jakość połączeń, dokręceń/ zacząłem od ustawienia ciśnienia powietrza podczas próbnego cięcia na kawałku płaskownika 5,5mm.
Regulator był dość kapryśny, regulacja w potrzebnym zakresie zachodzi dopiero pod koniec kręcenia na +, ale trzeba uważać bo jest w tym przedziale dość czuły i łatwo przeszarżować.
Najlepiej cięła przy około 4,5bar stałego przepływu. Wielkości przepływu w litrach/min nie zmierzyłem bo rotametr mam przy TiG-u w komplecie z reduktorem.
Po ustawieniu ciśnienia postanowiłem sprawdzić wydajność źródła przy prawie maksymalnym natężeniu podczas cięcia płaskownika ≠10,5mm
Skoki wskazań natężenia wynikają z próbkowania cyfrowego amperomierza cęgowego (lepszy byłby tu analogowy wskazówkowy), który raz łapie wysoki amperaż przy stabilnym łuku, a za chwilę spadek akurat w czasie zerwania łuku - wyraźnie słychać skoki obrotów kompresora w czasie zrywania łuku spowodowane podłączeniem go do tej samej fazy co przecinarka.
Niestety przy dużym obciążeniu fazy przecinarka tnie niestabilnie, co słychać jako "strzelanie" inicjowanego na nowo łuku po zerwaniu.
Po przełączeniu przecinarki na inną mniej obciążoną fazę z mniejszymi spadkami napięcia, wydajność źródła wyglądała tak:
Jak widać jest dość stabilne, i co ważne - prąd nawet chwilami przekracza deklarowany maksymalny, więc jest Ok !
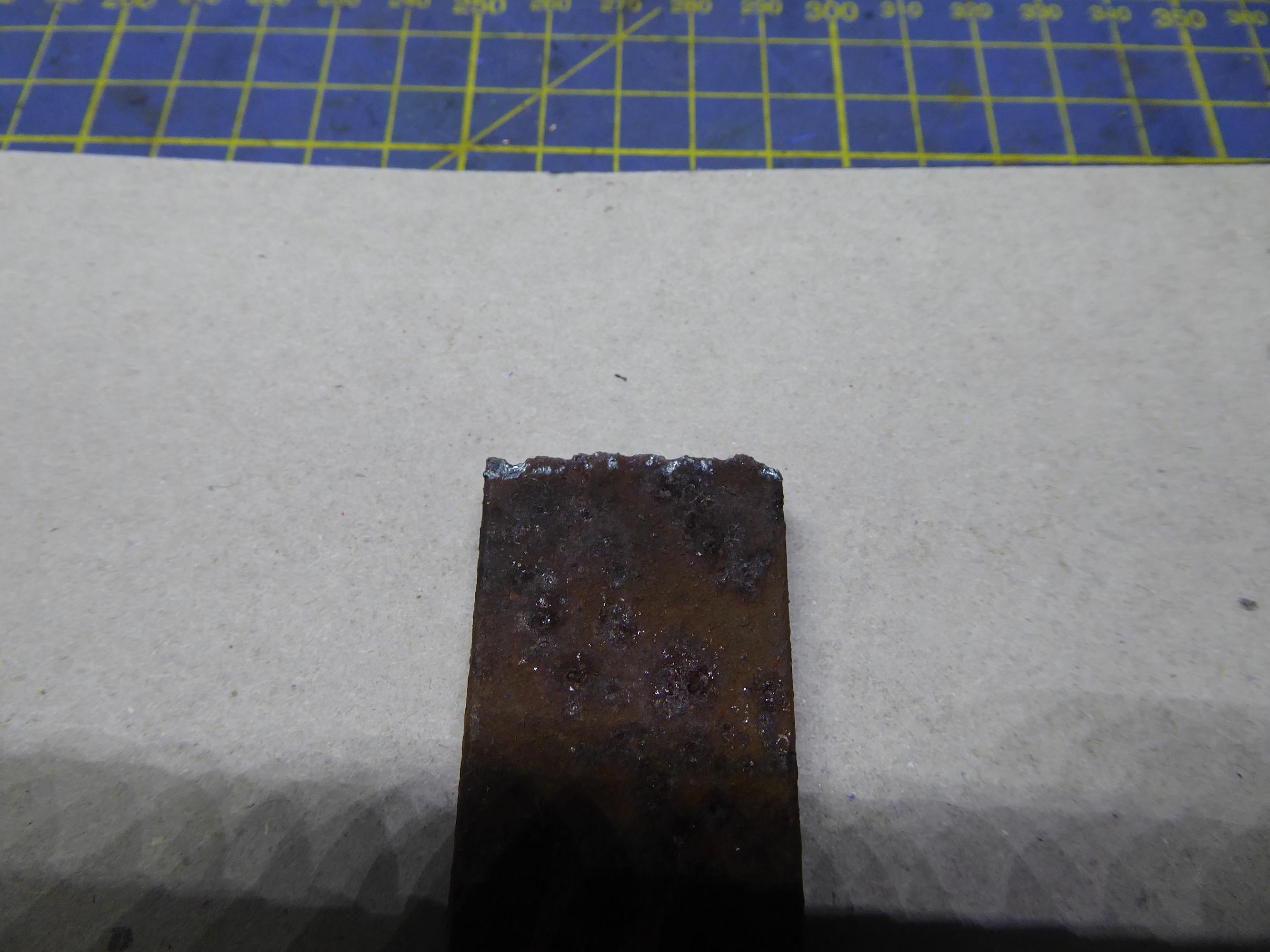
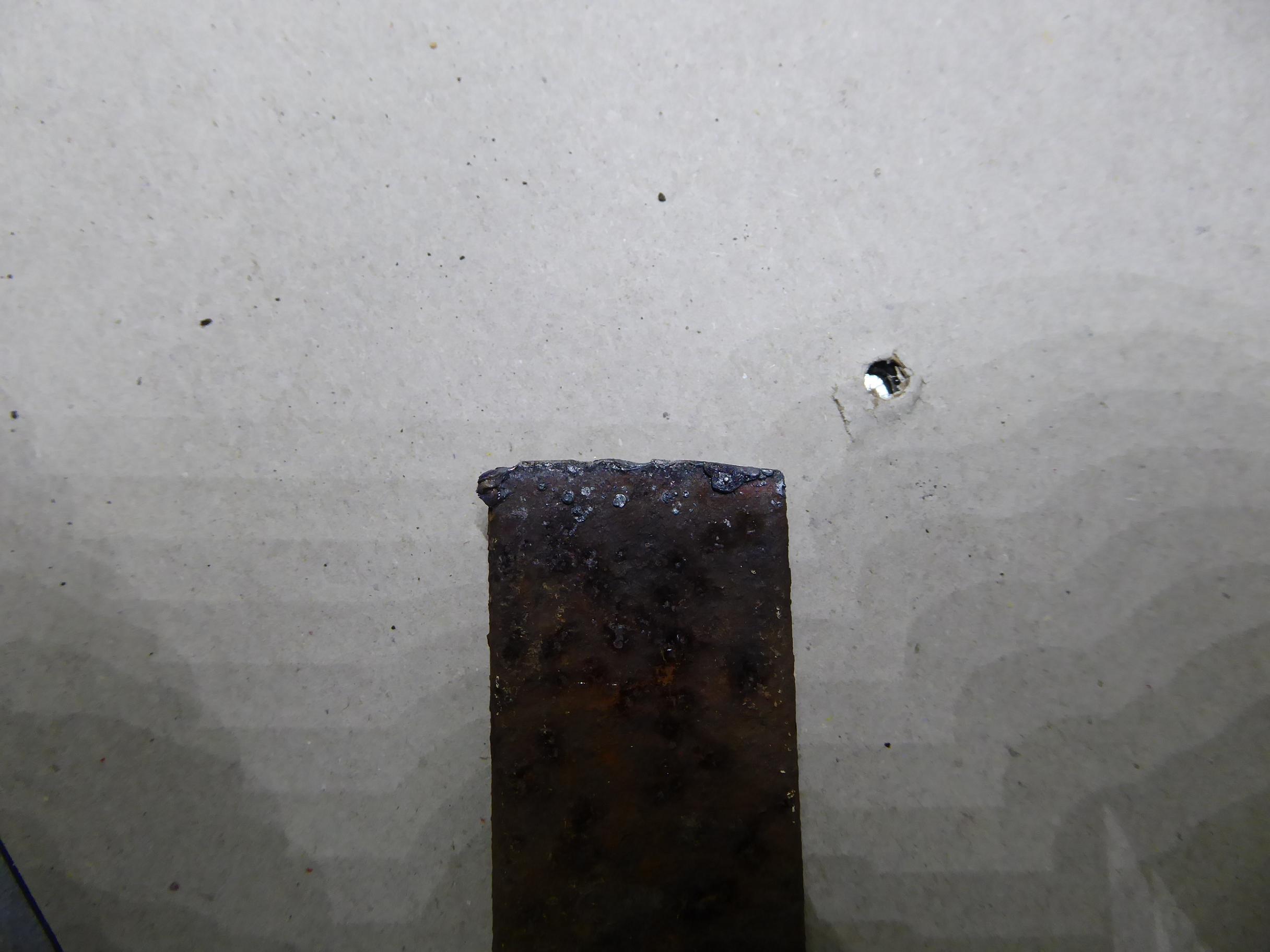
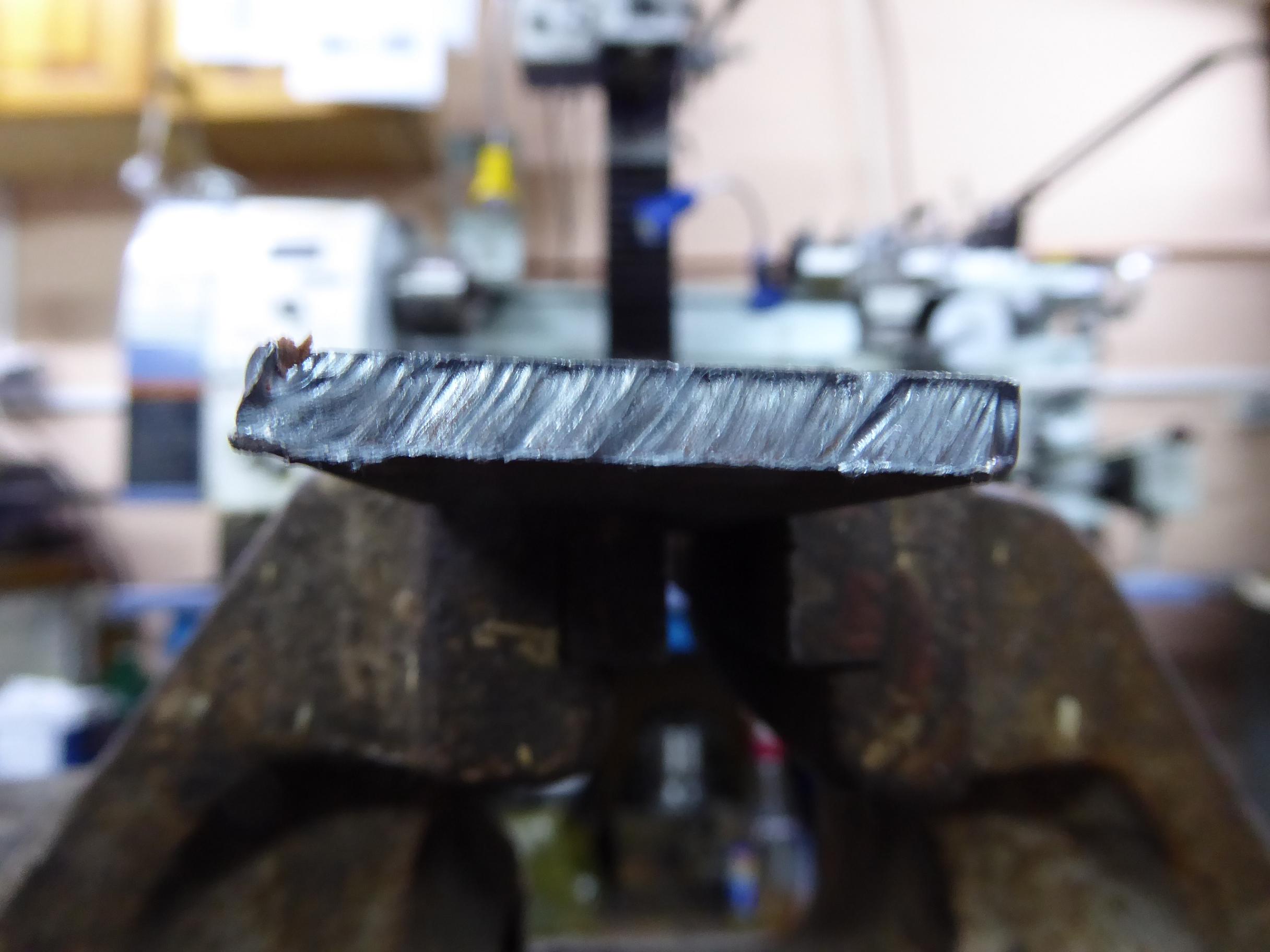
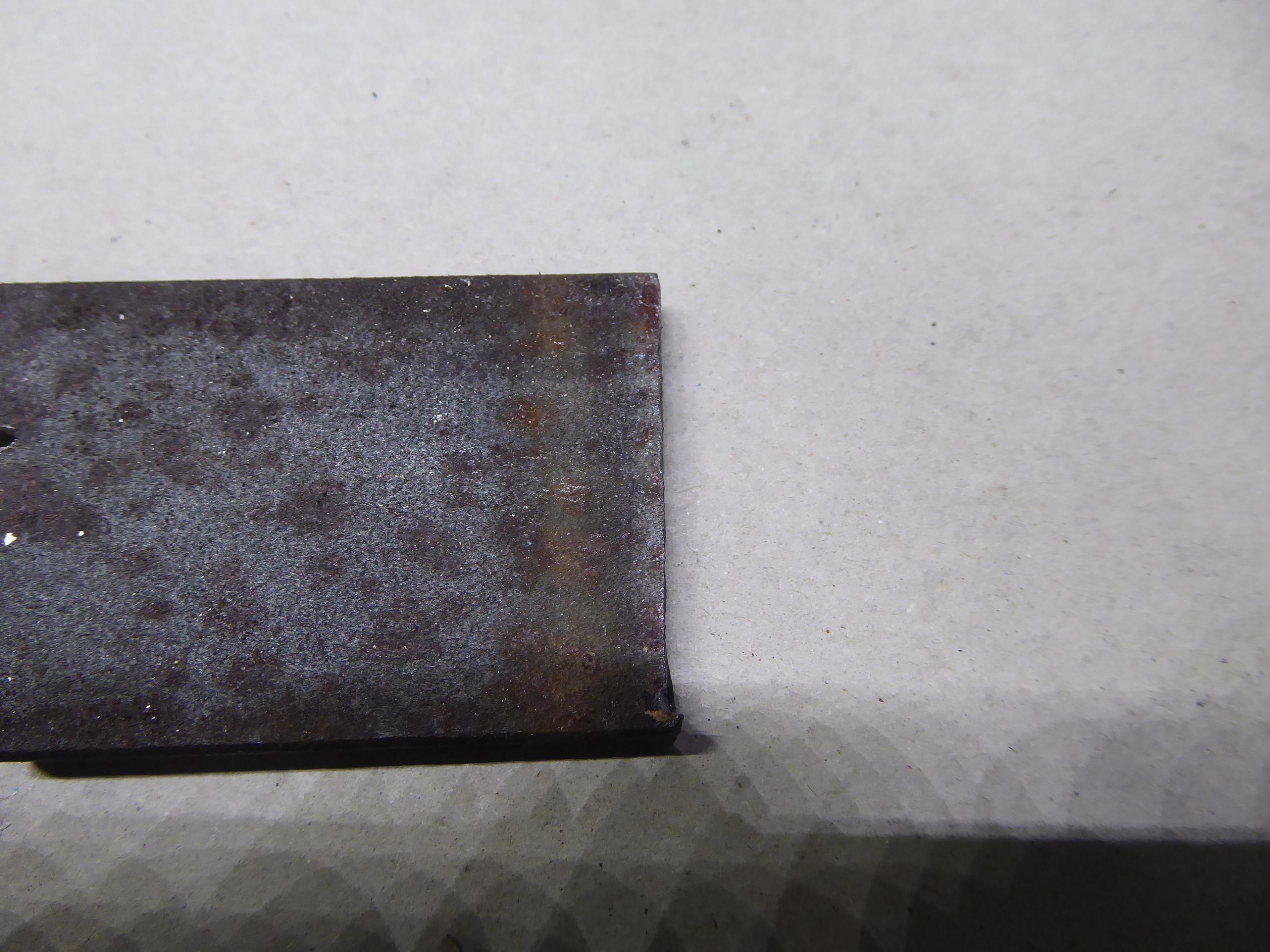
Stal czarną ≠10,5mm "z ręki" (co widać po nierównej linii) tnie stabilnie, choć niestety z większym (ale nie tragicznym) ukosowaniem, które być może da się nieco poprawić przekręcając dyszę w odp. kierunku(współosiowość niskobudżetowej dyszy i elektrody nie jest niestety idealna, ale coś za coś).
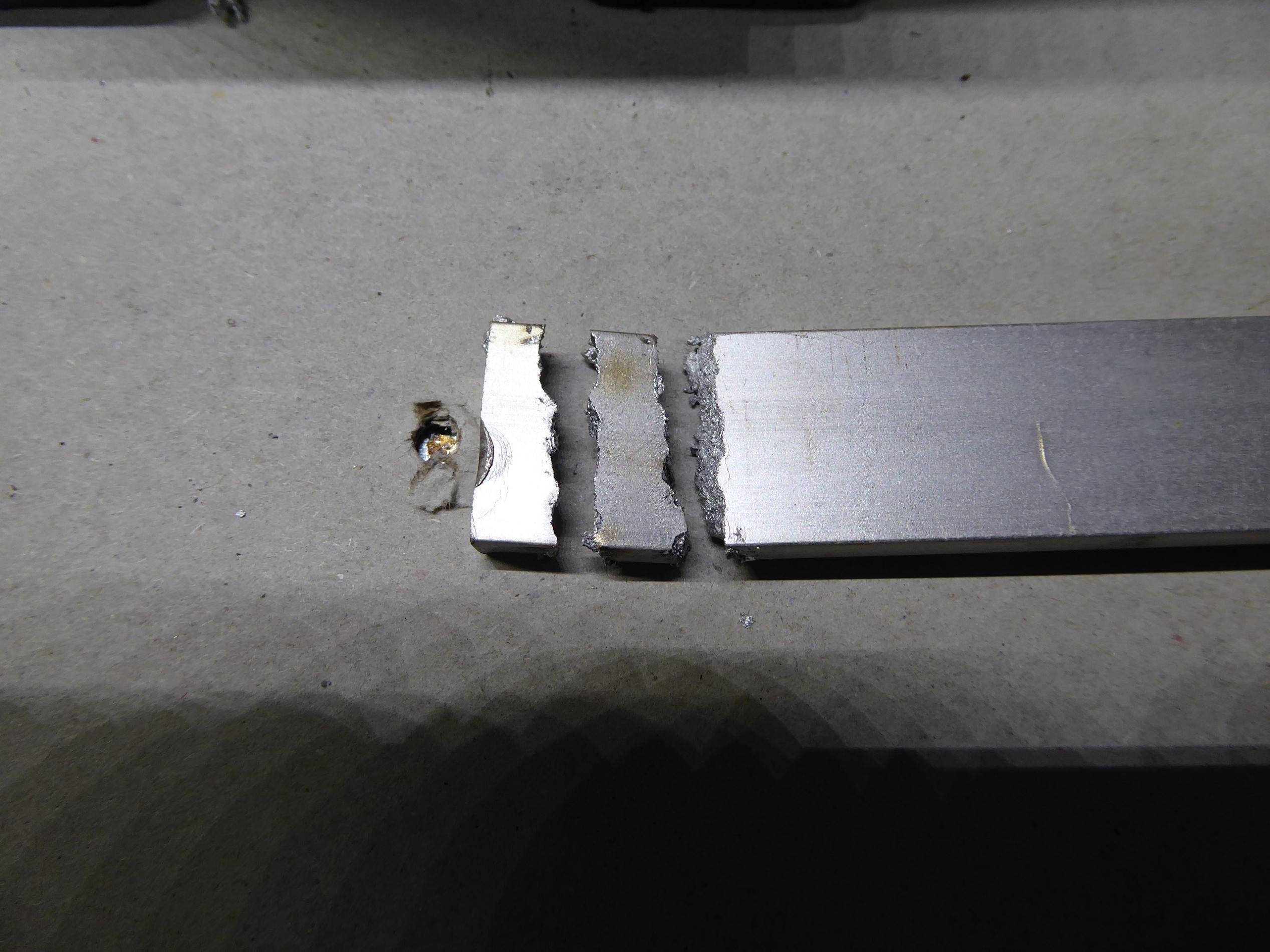
przy cieciu przy liniale stali czarnej ≠5,5mm było już z ukosem o niebo lepiej, a obie krawędzie ciecia po zbiciu zgorzeli były ostre, bez podtopień.
(przed i po zbiciu zgorzeli - ostukaniu młotkiem)
cdn za chwilę...
Dodane 1 godzina 4 minuty 56 sekundy:
Przecinanie stali nierdzewnej ≠5mm też wyszło pomyślnie, choć powierzchnia cięcia niezbyt piękna- do obróbki, ale obie krawędzie ostre, ze zbiciem wypływki podobnie jak w czarnej nie ma problemu.
Amperaż podobny jak w czarnej ≠5,5 - ok 30A
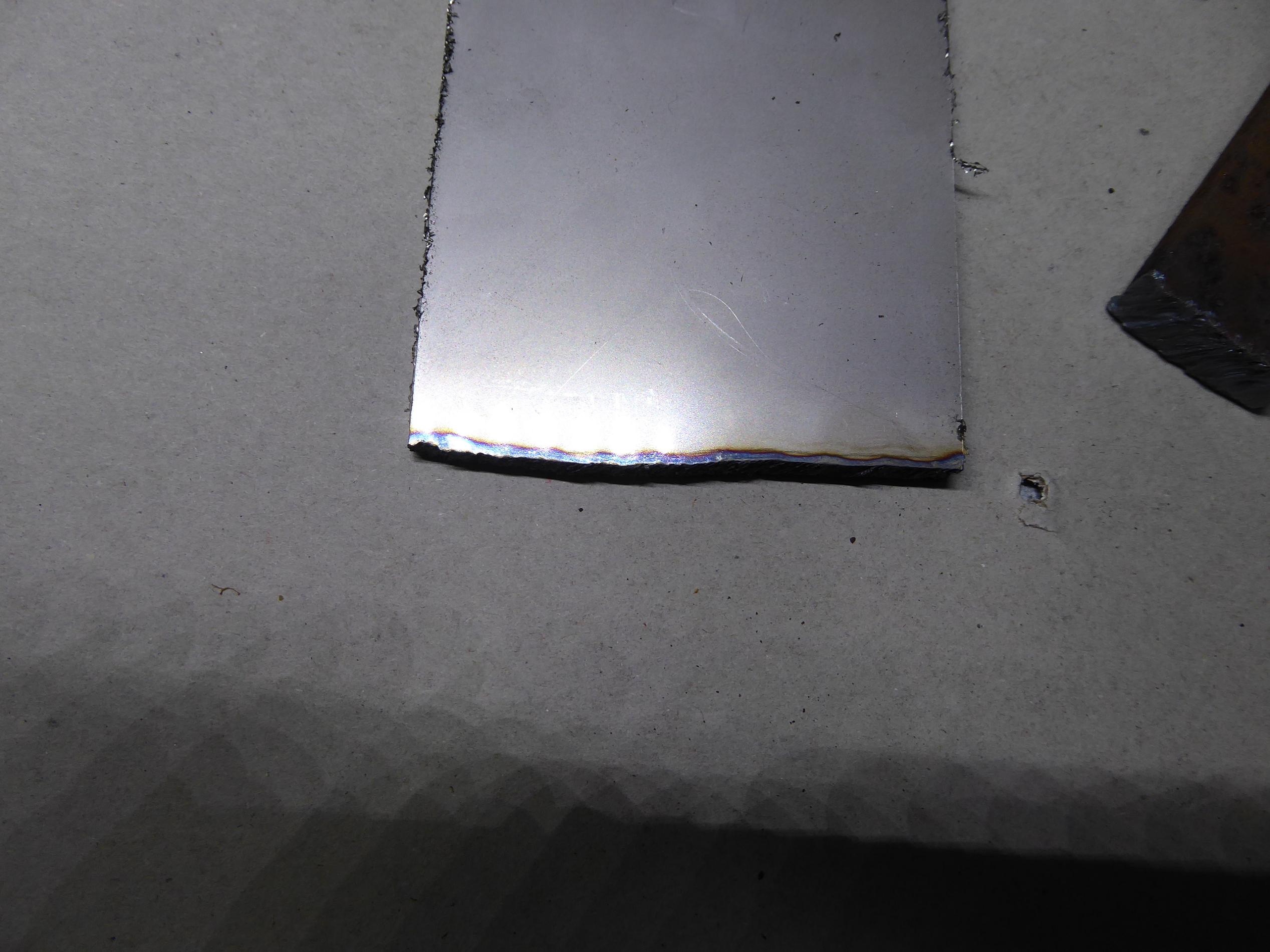
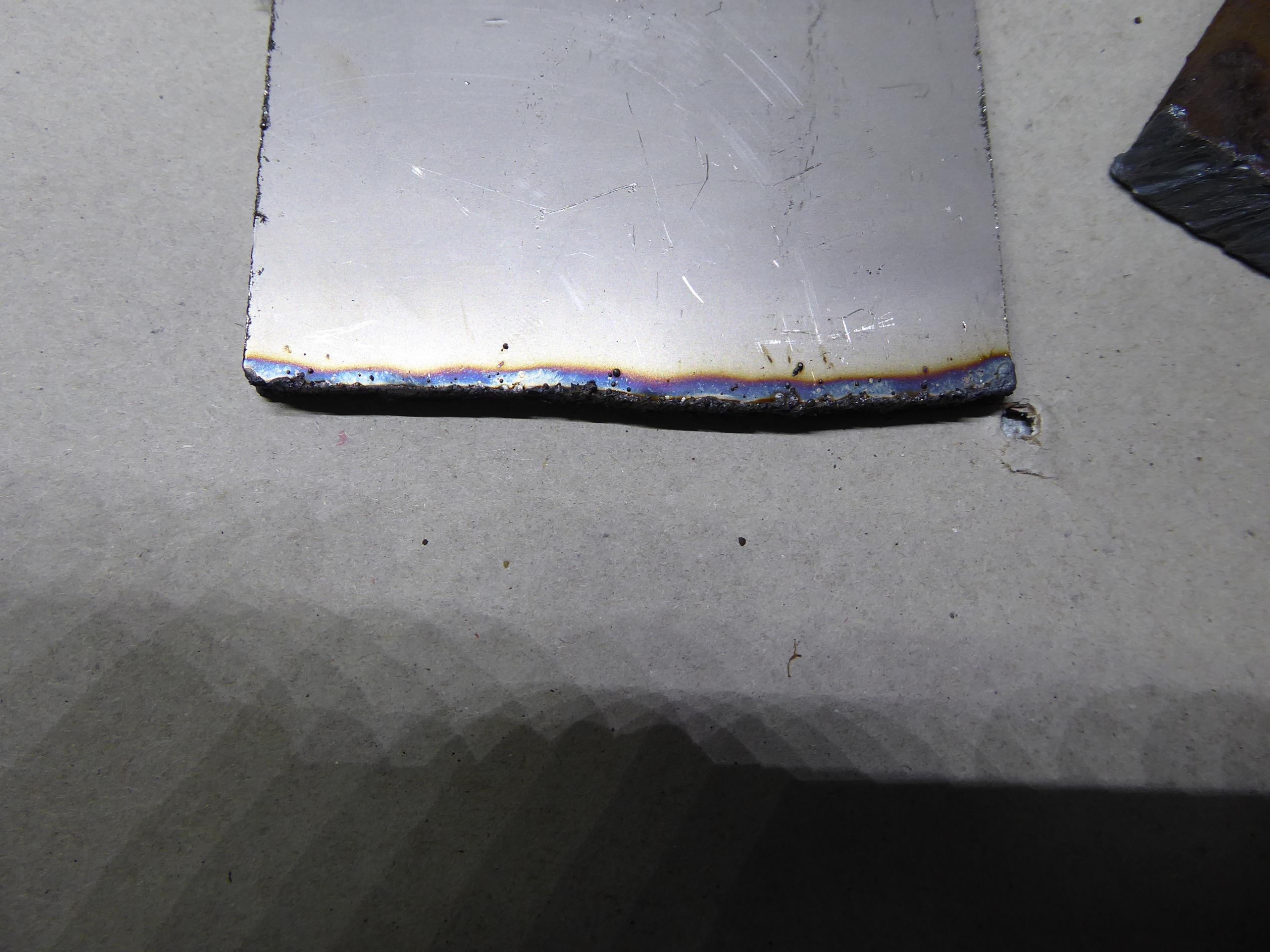
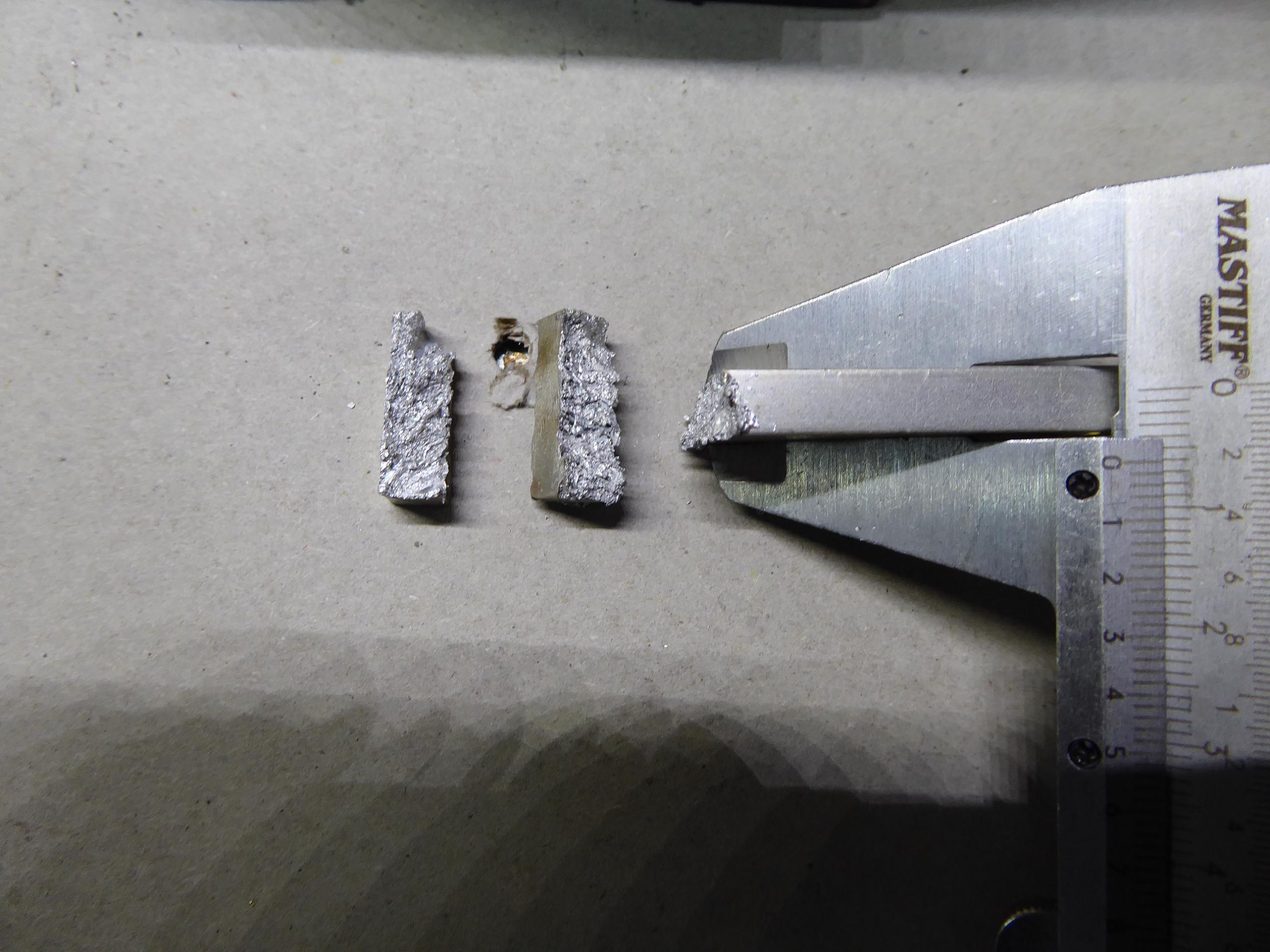
Następnie przyszedł czas na cięcie aluminium ≠5mm,
trzeba zmniejszyć amperaż do ok 20-25A, dłużej niż w stali czekać na przedmuch na wylot, i znacznie wolniej przesuwać palnik,
fakt, że przy liniale byłoby lepiej, bo z ręki idzie niezbyt ładnie a powierzchnia cięcia jak po rozdzielaniu - trzeba uwzględnić spory naddatek do dalszej obróbki.
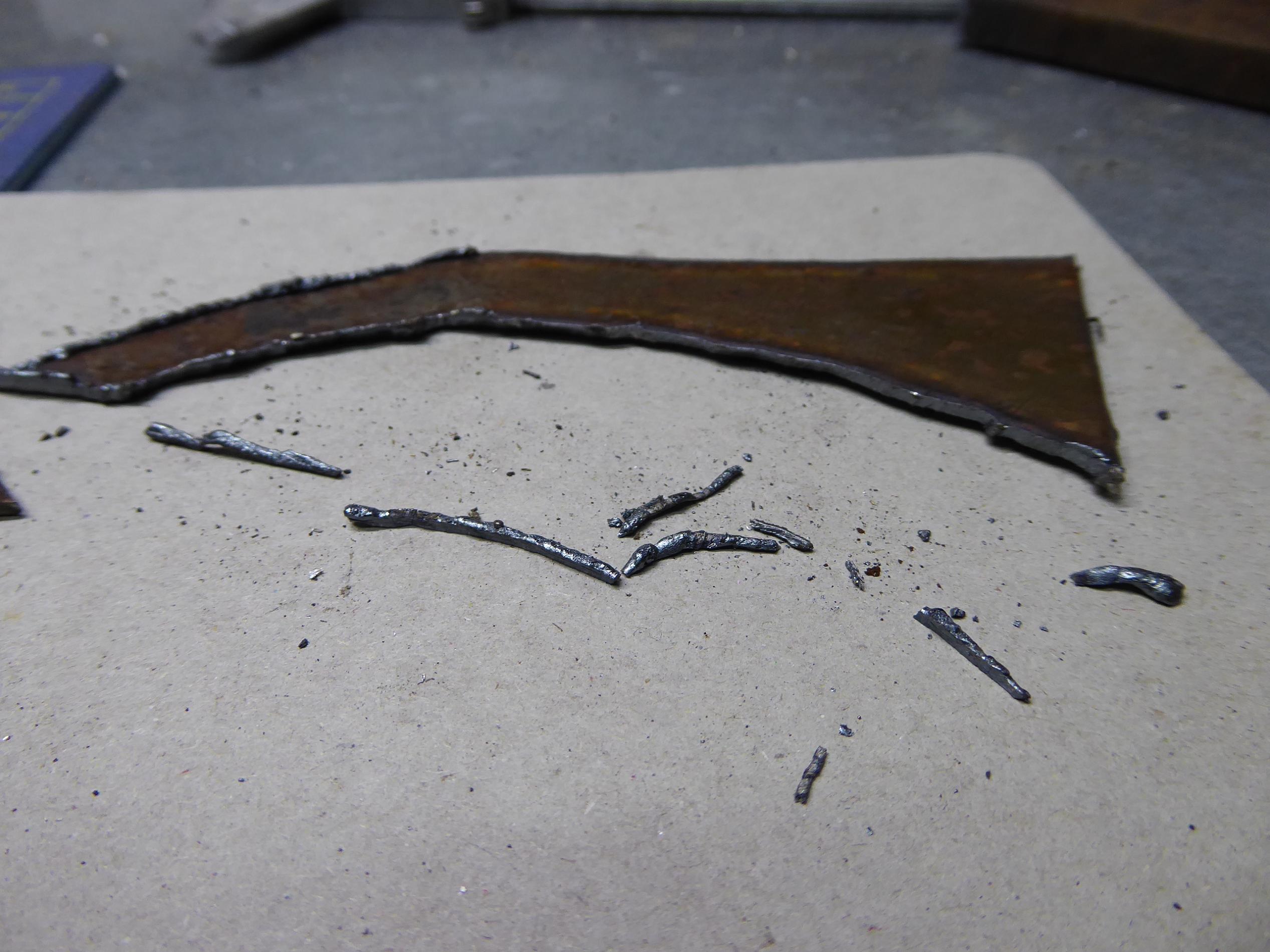
dalsze próby dotyczyły blachy czarnej ≠1,8mm,
Tu jak widać można już sobie trochę poszaleć z prędkością cięcia by krawędź była równa (zbyt wolne prowadzenie wytapia dziury), nie ma problemu ze zbiciem zgorzeli
I na koniec test zajarzenia łuku bez dotykania do materiału obrabianego.
Jak widać około 1-1,5mm nad materiałem następuje przeskok iskry który zapala łuk bez dotykania do materiału, ale zapewne nie obejdzie się przy tym bez wypalania krateru na spodzie dyszy. Po zainicjowaniu łuku można prowadzić palnik nad materiałem.
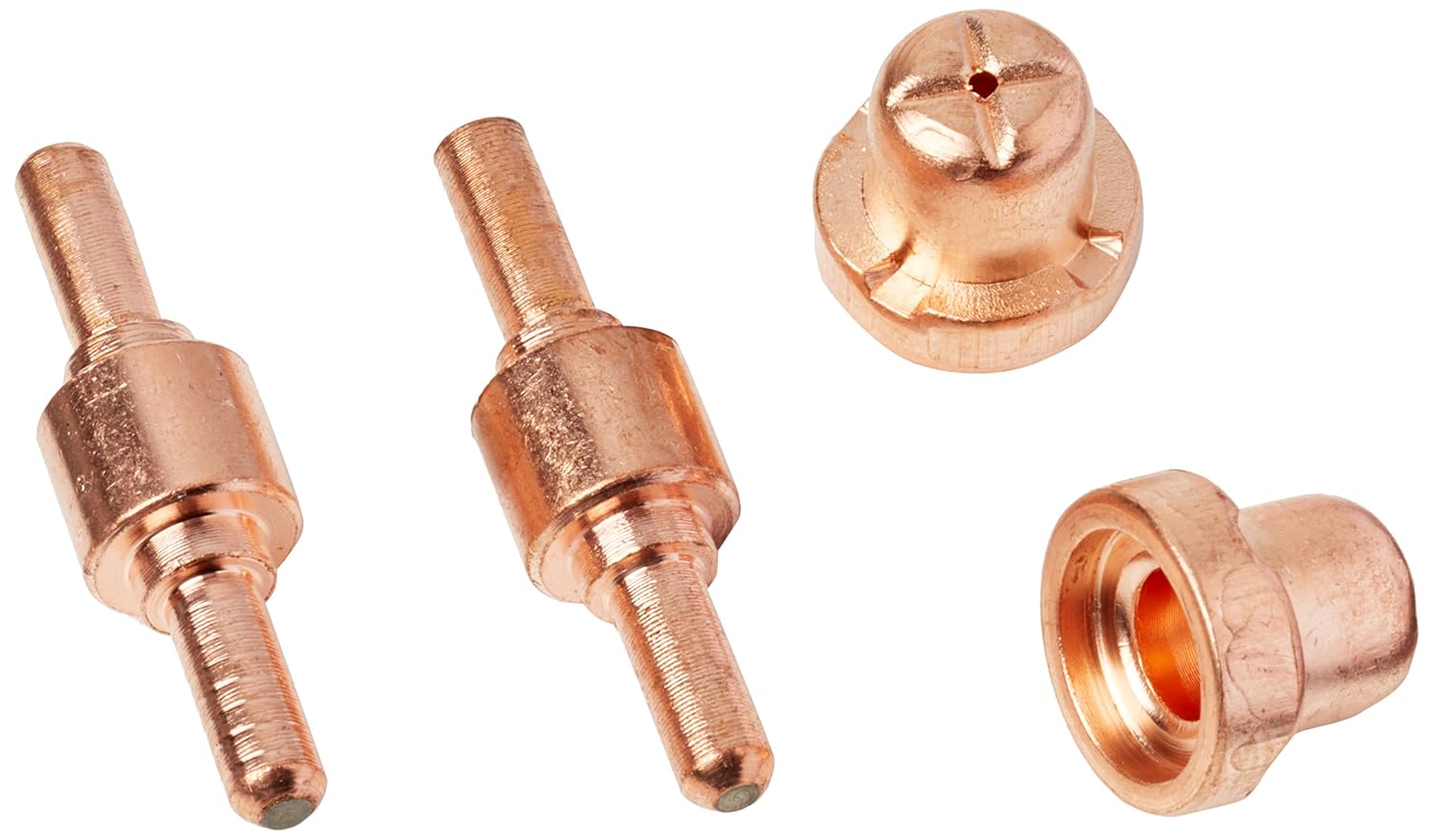
Wygląd dysz po teście
Krater w elektrodzie do przyjęcia,
wygląd nieużywanego końca elektrody
dysza po oczyszczeniu szczotka drucianą
porcelanka po testach, Ok
nadpaloną elektrodę można lekko przyszlifować dla wyrównania, albo lepiej zamienić końcami na nową
Przy nakręcaniu porcelanki na palnik należy zwrócić uwagę na to by oring nie podwinął się z rowka na zewnatrz.
Reasumując, przecinarka do celów amatorskiego użytkowania w garażowym warsztacie jak najbardziej się nadaje, nawet bez modyfikacji.
Dobrze, że testy okazały się pomyślne dla tak niskobudżetowego sprzętu, bo pozwoli to wzbogacić amatorskie warsztaty o jeszcze jedno bardzo przydatne i uniwersalne narzędzie. Nie raz na przykład głowimy się jak wyciąć w arkuszu blachy jakiś skomplikowany nieraz duży kształt, a taka przecinarka z pomocą szablonu daje nam taką możliwość, i to niekoniecznie w warsztacie, bo sama przecinarka jest niewielka i poręczna, można używać jej "w terenie" (oczywiście kompresor już tak lekki nie jest)
Zwrócić tylko należy baczną uwagę na to by podłączać przecinarkę do wydajnego, najmniej obciążonego gniazdka, na którym będą najmniejsze spadki napięcia (najlepiej jak najbliżej licznika), bo jest ona czuła na wysokość napięcia zasilającego, co przekłada się bezpośrednio na moc łuku. Jak widać w teście nawet podpięcie sprężarki pod jedną fazę z przecinarką (w tym przypadku gniazdka znajdowały się na samym końcu dość rozbudowanej instalacji - najdalej od licznika) znacznie obniżało sprawność źródła w czasie pracy kompresora i "strzelanie" łuku. Po podłączeniu do innej fazy moc się ustabilizowała i problemy z łukiem znikły.
Dlatego jeśli w warsztacie mamy gniazdka ścienne pod jedną fazą, ale posiadamy też "siłę", to najlepiej byłoby zrobić sobie rozgałęźnik gdzie na jednym końcu przynajmniej 16 amperowego kabla siłowego będzie wtyczka siłowa, a na drugim zespół trzech gniazdek 220V podłączonych każde do innej fazy, w które możemy wpiąć przecinarkę i kompresor bez obaw o zakłócanie jednego przez drugie. Także do prac "w polu", zwłaszcza daleko od gniazdek, najlepiej w ten sposób zasilać nasz agregat - przez kabel siłowy na którym z pewnością mimo nawet dużej długości będą mniejsze spadki napięcia niż na zwykłym (zwłaszcza 1,5mm² ) 220V-owym przedłużaczu.
Także przewody powietrzne powinny być jak najkrótsze, zwłaszcza jeśli mamy do dyspozycji tylko przekroje ø6mm(popularne "sprężynki"), to lepiej będzie podłączyć przecinarkę bezpośrednio do sprężarki przewodem z kompletu (pamiętając o spadku ok. 0,6bar na 10m przewodu ø9mm). Jeśli wtyk szybkozłączki do wpinania do sprężarki nie pasuje do gniazdka (różniących się nieco kształtem niezbyt kompatybilnych typów jest kilka), to należy ją obciąć i zainstalować pasującą do gniazda(i zacisnąć opaską).
Dedykowany z przecinarką przewód można dla wygody przenoszenia by go nie połamać łatwo sobie wypiąć z regulatora naciskając obustronnie na plastikowy kołnierzyk w który jest wpięty,
i wyciągając go z niego.
I jeszcze nieco BHP
O zagrożeniach elektrycznych napisano w instrukcji i nie będę ich powtarzał, ale jeśli używamy przecinarki w pomieszczeniu zamkniętym, to powinniśmy zapewnić dobrą wentylację albo wietrzenie poprzez otwarcie okien czy drzwi, bo przecinarka podobnie jak spawarka - szybko nam je "zadymi" (i nic dziwnego, przecież tłoczy masę powietrza), a produkty utleniania metali do najzdrowszych nie należą.




")



")

")