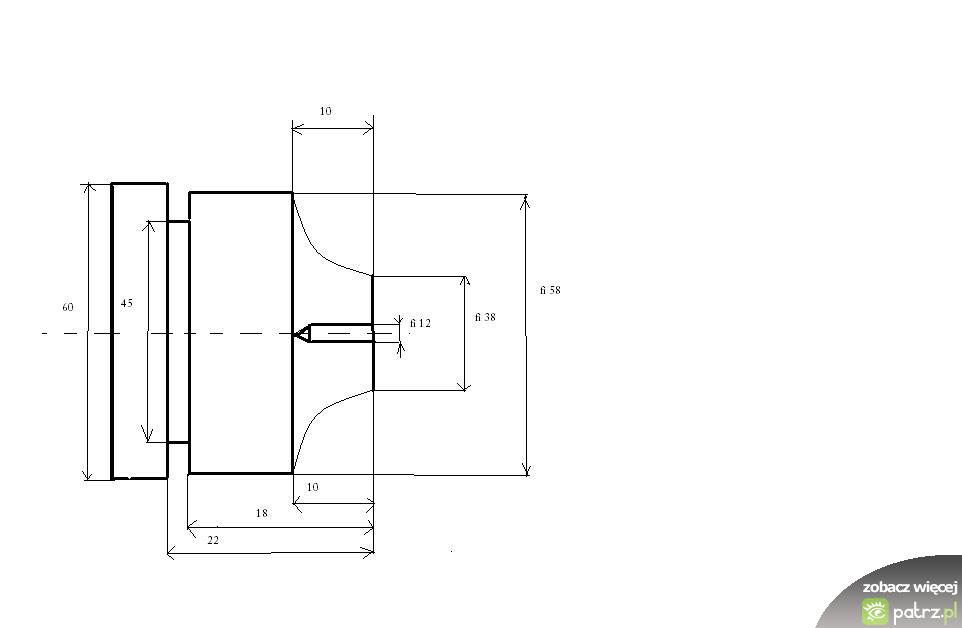
Witam panstwa. Jako poczatkujacy w specjalizacji cnc, ucze sie jestem w technikum, nidawno zaczelismy obrabiarki, i mam napisac program na tokarkę cnc dla pokazanego nizej detalu, jednak jako ze to pierwszy program nie mam pojecia jak to zrobić. Wiem ze wymiarowanie musi byc w trybie absolutnym G90, trzeba ustalic punkt zerowy przedmiotu, wukoszystac interpolacje liniową, i chyba kołowa zgodnie ze wskazówkami zegara. Prosze państwa o pomoc bo sam sobie nie poradze, a keidy juz zobacze o co chodzi napewno z nastepnymi sobie poradze. narzedzie ze osia z.
Moje narzedzia T
wiertło 069/569
przecinak 038/538
nóż lewy 003/507
Ponizej rysunek, przepraszam ze proporcje nie zachpwane, ale z painta...
Z góry dziekuje za wszelka pomoc
[ Dodano: 2010-03-28, 10:12 ]
Prosze choc napisac jak zaczac, punkt zerowy i troche podstaw a moze sobie poradze








")

")






