



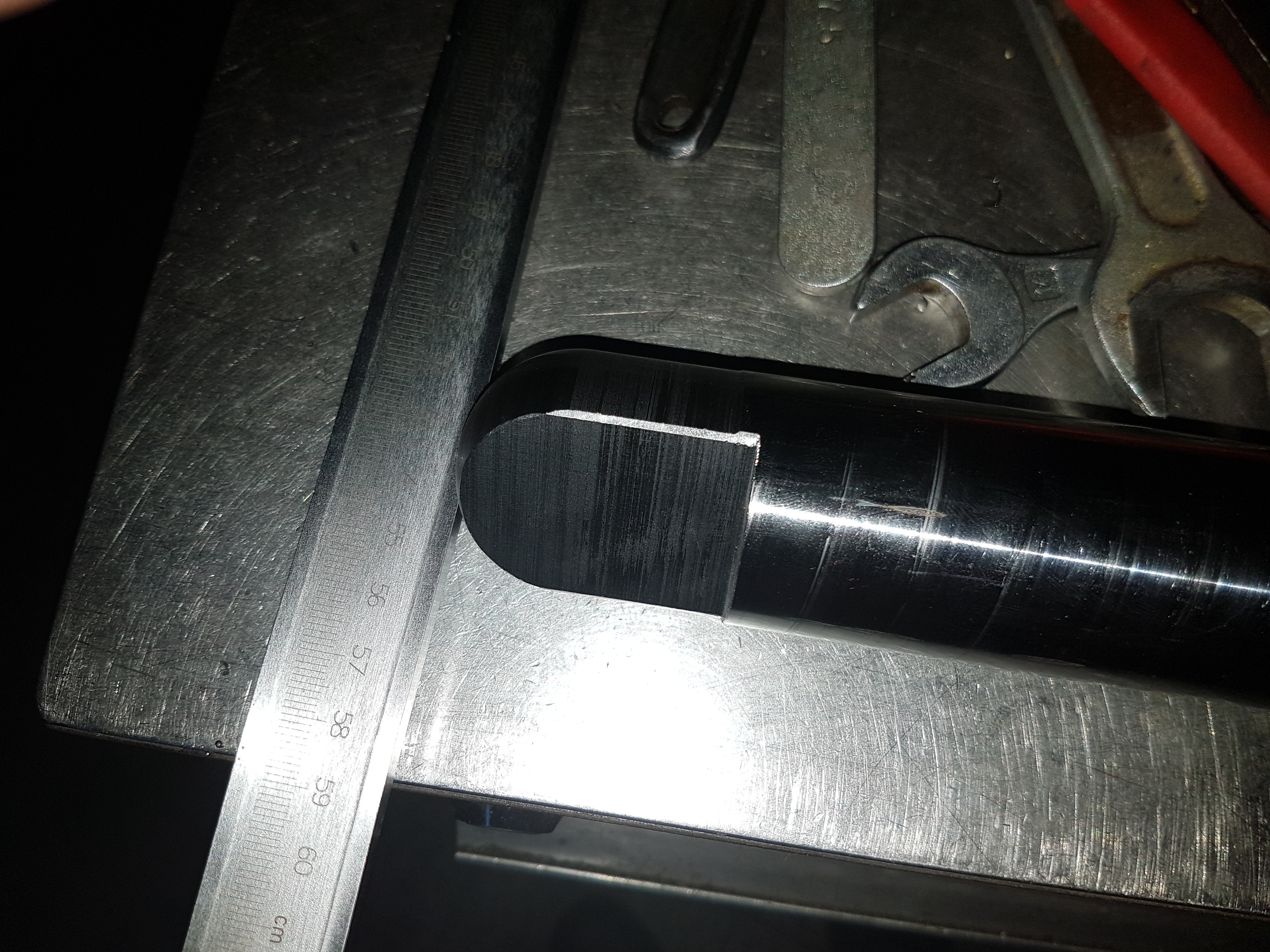
Poprawa jakości powierzchni po obróbce



")
")

-
Majster70
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1255
- Rejestracja: 08 cze 2010, 23:37
- Lokalizacja: Piastów
Jak chcesz mieć idealnie, to są specjalne wieloostrzowe frezy do obróbki wykańczającej w takich przypadkach. Np Kendu 031016101600. Kłopot w tym, że są one tylko do tego i musiałbyś je mieć obsadzone w osobnej oprawce. Używasz z naddatkiem kilku setek i z małymi obrotami (akurach tych).
Jak chcesz mieć trochę szybciej, to możesz spróbować do przaejścia na gotowo frezów do obróbki trochoidalnej, ale tu jakość powierzchni nie będzie dużo leprza od tej którą dostałeś, poza tym też na osobnej oprawce.
Jak chcesz mieć trochę szybciej, to możesz spróbować do przaejścia na gotowo frezów do obróbki trochoidalnej, ale tu jakość powierzchni nie będzie dużo leprza od tej którą dostałeś, poza tym też na osobnej oprawce.






