psqdny pisze: ↑22 wrz 2018, 08:45
Do lutospawania zalecany jest argon zarówno do CuSi jak i CuAl.
Tak wiem, że w atmosferze Ar powinno się lutospawać, ale jak na razie nikt nie przedstawił z jakim rezultatem lutospawa się w osłonie mieszanki Ar i CO2.
Futurystyczny kształt wg mnie nie jest wadą. Właśnie buduję wózek do spawarki na dwie małe butle (mix i argon). Słabo z przemieszczaniem bez wózka. Musiałem dać wąż 3m do gazu, żebym mógł funkcjonować.
Jeśli chodzi o tworzywo i jakość, to uchwyt mig jest słabej jakości, zarówno jak eurozłącze. "Nakrętka" uchwytu i eurozłącza, bardzo słabo spasowana. Odkręciłem nakrętkę, owinąłem jedną warstwą taśmy macGyvera i teraz nakrętki siedzą ciasno.
O kształcie obudowy i jego związku z pogorszeniem funkcjonalności już się wypowiadałem. Mnie też bardzo brakuje wózka. Nakrętka mocowania przewodu MIG/MAG do gniazda euro jest faktycznie kiepsko dopasowana i występuje spory luz na połączeniu, zamocowałem przewód bez dodatkowej taśmy ale w razie czego ją zastosuję. Co to za taśma macGyvera - coś w rodzaju teflonu czy elektrycznej taśmy izolacyjnej? Ponadto plastikowa osłona przewodu przy wtyku euro tez nie jest zamocowana stabilnie - na szczęście nie ma to większego znaczenia Jeżeli chodzi o sam uchwyt MIG/MAG to przeszkadza mi to, że połączony jest na sztywno z przewodem przez co obrót uchwytu względem osi przewodu jest utrudniony (przewód skręca się i sprężynuje) - przydałoby się połączenie obrotowe co ułatwiłoby manewrowanie uchwytem. No ale migomat ma złącze euro i w razie potrzeby można wymienić przewód z uchwytem na lepszy.
Wyświetlacz jest rzeczywiście nie ostry. Właściwie nie wyświetlacz, a widok, bo osłona LCD z tworzywa jest matowa, pewnie dlatego by widzieć wszystko w słońcu. To matowa osłona jest temu winna, ale tak, jest słabo wyraźny (rozmazany), mi też od razu się to rzuciło. Już się przyzwyczaiłem i jest ok.
Komfortowo nie jest bo trzeba wytężać wzrok ale da się odczytać wskazania.
Pokrętła enkoderów (gałki) nie są zbyt stabilne, bo jak kręciłem to jedno mi odleciało. W pokrętle jest śrubka, trochę słabo dobrane pokrętła. Za krótkie trzpienie enkoderów. I to uważam jest mocna wada, bo trochę musiałem się nagimnastykować, aby to założyć i by działało potwierdzanie wciskaniem. Zakładam, że pokrętła wymienię na inne.
Najbardziej obawiam się żywotności enkoderów. Enkodery mają to do siebie, że lubią wariować bazując na doświadczeniach z innymi urządzeniami wyposażonych w enkodery.
Skoro odpadło pokrętło to może warto profilaktycznie dokręcić śrubki mocujące je do trzpieni enkoderów?
Rozumiem, żeby dokręcić śrubki to trzeba wpierw podważyć i zdjąć srebrne wieczka gałek
2-rolkowy podajnik drutu wydaje się być dobrej jakości.
Też uważam, że podajnik jest dosyć dobry - metalowy, najgorsze są te w obudowie plastikowej do których przewód roboczy MIG/MAG podłączony jest bezpośrednio (bez gniazda euro).
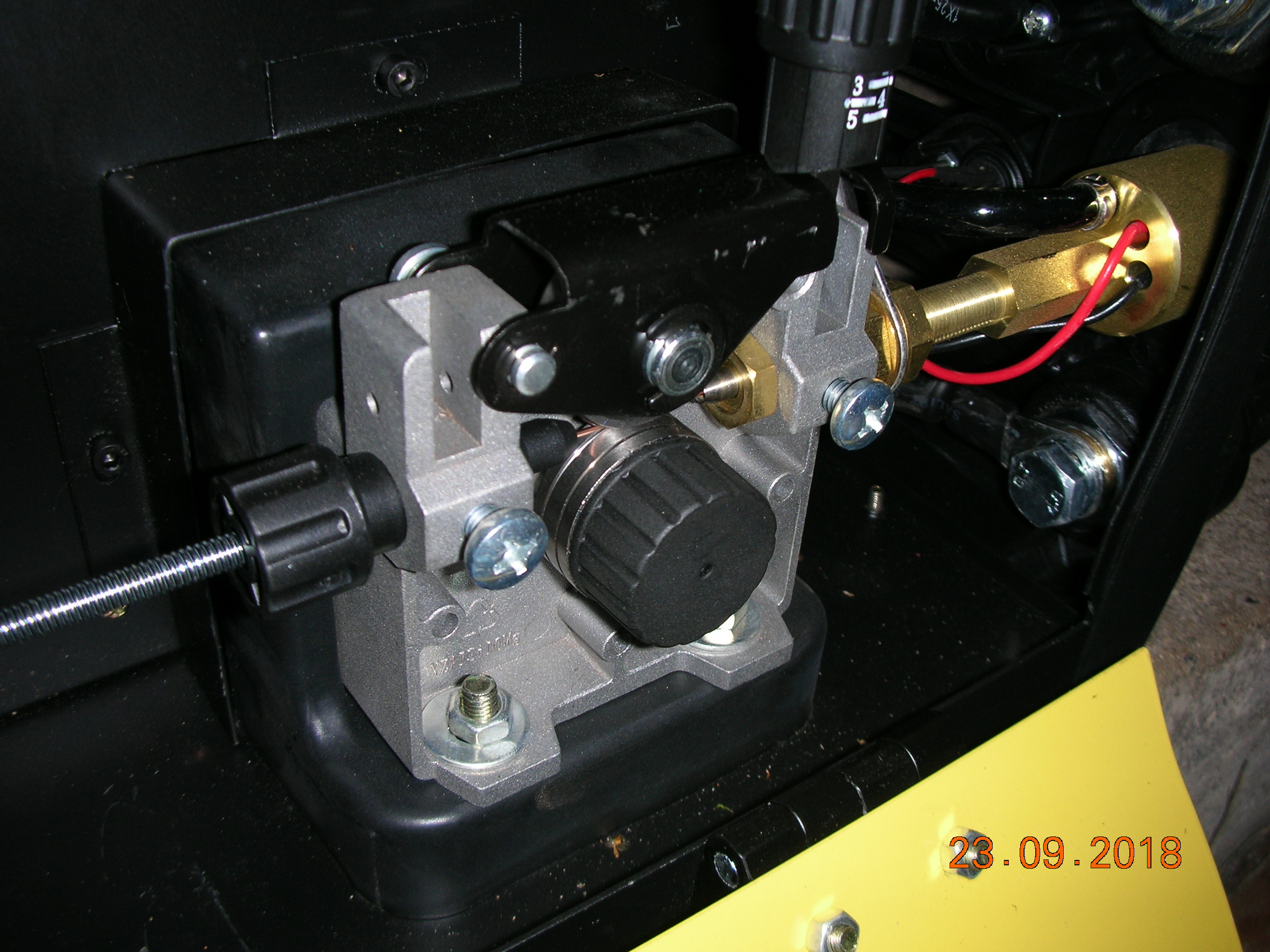
Odwijak drutu nie wzbudził moich zastrzeżeń podczas zakładania szpuli.
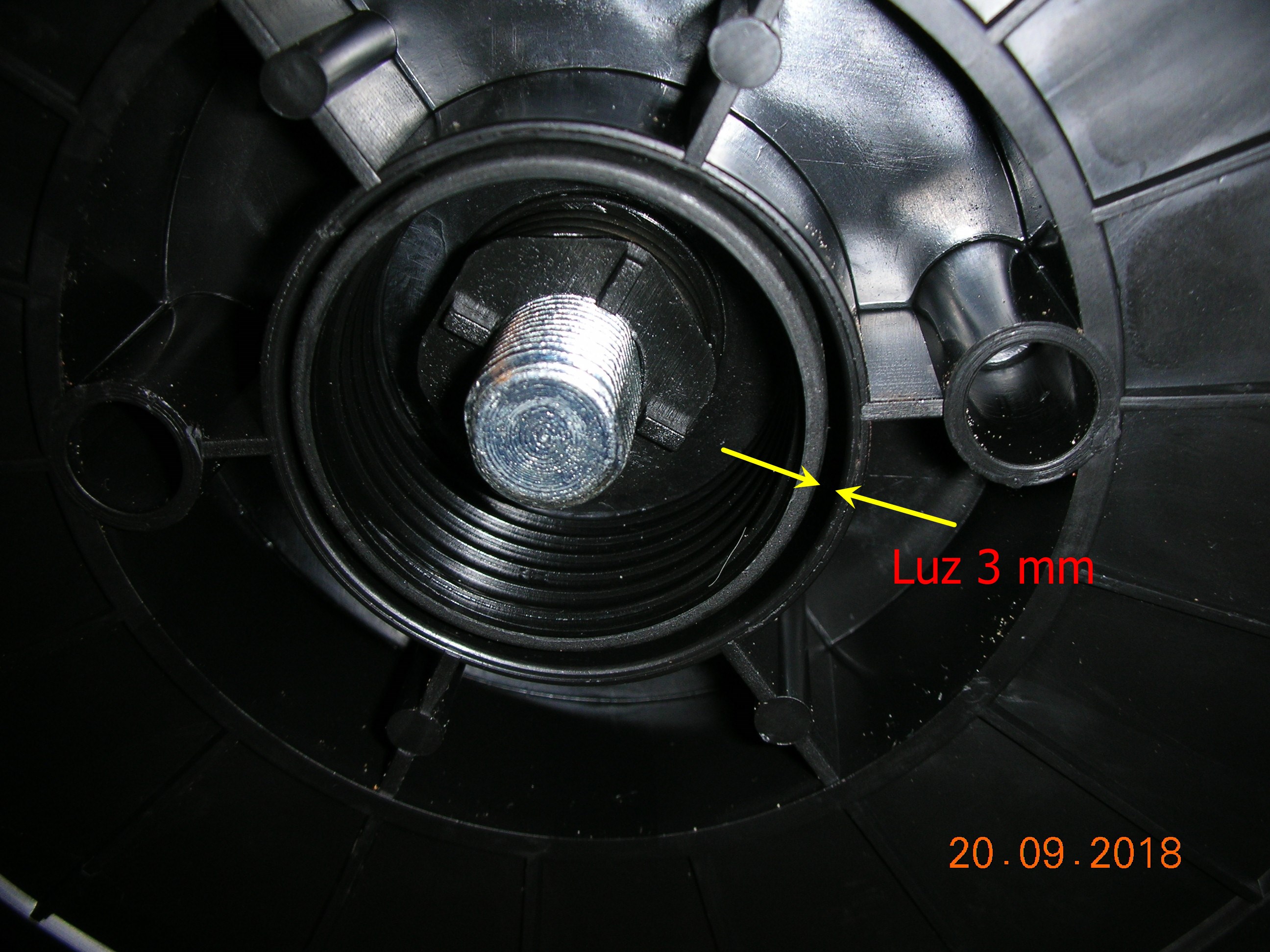
U mnie szpula drutu jest bardzo luźno osadzona na trzpieniu - nie wiem czy trzpień migomatu ma za małą średnicę czy też szpula drutu za duży otwór (kupiłem drut firmy Tysweld Germany). Luz jest za duży co widać na zdjęciu.
200A jest w trybie manualnym, a 180A w synergii - ale to wyczytałem gdzieś w necie.
Możliwe choć nie widzę uzasadnienia dlaczego takie zróżnicowanie.
Dziś będę spawał wspomniany wózek, jak nie będzie wstyd pokazać spoin to wrzucę foty. ...........
[/quote]
Chętnie obejrzę wózek i spoiny - też będę musiał go kupić lub dorobić
E:
Spodobało mi się, to że po zakończeniu spawania, wyświetlana jest wartość prądu i napięcia spawania.
Podczas spawania nie patrzę na wyświetlacz, więc fajnie, że wiesz jakie były wartości.
Wczoraj skompletowałem sprzęt i przeprowadziłem pierwszą próbę spawania. Te wyświetlane parametry to zarejestrowane wartości maksymalne prądu i napięcia z ostatniego spawania. W trakcie spawania te wartości zmieniają się i chyba zależą od tego jak długi jest łuk spawania (odległość końca drutu od materiału spawanego).




")












")




")






