")
Nietuxcnc pisze:Gadasz od rzeczy.
Przyjmij do wiadomości, że ja wiem lepiej co ja myślę, niż Ty się tego domyślasz.
Hmm... Zakładam, że większość maszyn wykonywana jest tak, żeby ten wpływ operatora natuxcnc pisze:Te wszystkie maszyny które przedstawiasz są tak dokładne ... jak obsługujący je operator.
Tutaj jest najsłabsze ogniwo tej metody.
efekt końcowy jak najbardziej zminimalizować
Ośmielam się założyć, że Washburn i Gorton też tak postępowali...
Hmm... Rzecz w tym, że dokładnie ten sam pomysł miał ogromne szanse pojawićtuxcnc pisze:Pomysł, który przedstawiłem ma uniemożliwić operatorowi popełnienie błędu.
Ma w ogóle wyeliminować czynnik ludzki uzależniając dokładność ostrzenia wyłącznie od dokładności przyrządu.
się znacznie, znacznie wcześniej w historii rozwoju ostrzałek do wierteł...
Przecież ponad 90% maszyn produkowanych przez Gortona ma mocowanie
narzędzia właśnie za pomocą tulei zaciskowych...
Ale akurat w ostrzałkach do wierteł mocuje się ( trochę inaczej jak u Washburna ) wiertła na pryzmach...
Dlaczego?
Może na prawdę nie rozumiesz, że dodając całkowicie zbędne przyrządy zmniejszasz
dokładność ostrzenia
Jestem w stanie jeszcze jakoś zrozumieć dlaczego nie odnosisz się w swoich
wypowiedziach do starszych rozwiązań stosowanych zresztą z powodzeniem po dziś dzień...
Ale to właśnie z nich powstały te, modne obecnie i w sumie doskonałe składane pryzmy i uchwyty z nożowymi szczękami...
A przecież, z tego co piszesz... W zupełności zaspokoiły by one Twoje wymagania...
Wiertło zamknięte w pryzmach, czy w nożowych szczękach, tuż za ostrzoną powierzchnią
czołową i pozycjonowane razem z tym całym przyrządem jest chyba bardziej
"koszerne" niż pozycjonowanie wiertła na pojedynczej pryzmie...
Chociaż mniej dokładne...
Postawisz ?tuxcnc pisze:nawet jak przy maszynie postawisz szympansa.
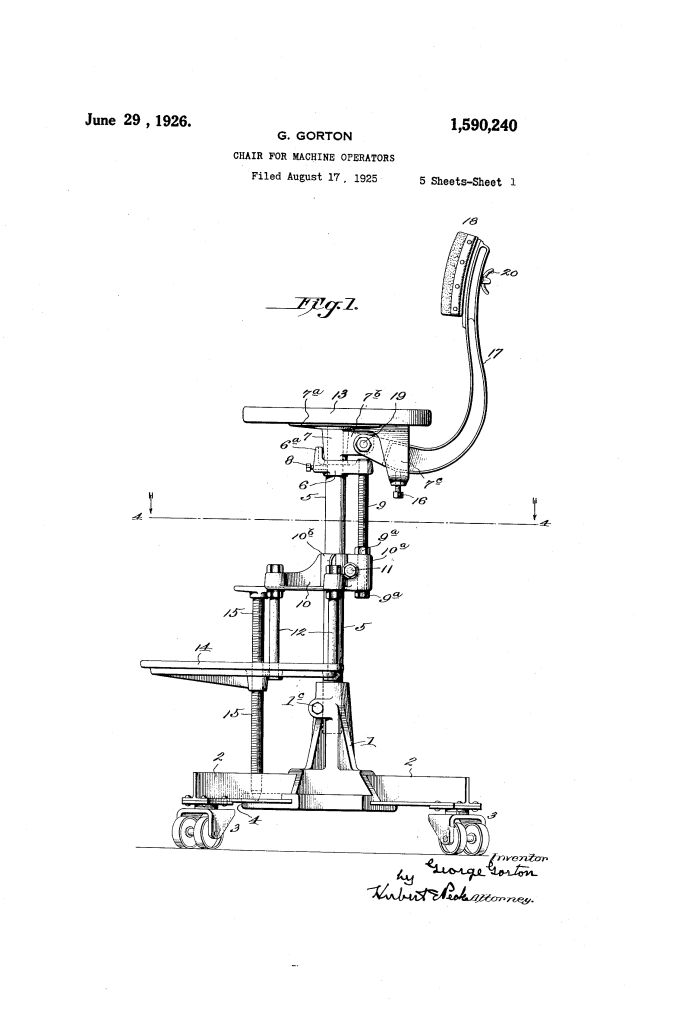
A czemu nie posadzisz
Np na specjalnie zaprojektowanym w celu zwiększenia dokładności ( przez poprawienie
komfortu pracy operatora ) krześle opracowanym przez Gortona ...
A opatentowanym w USA w roku pańskim 1926
Różne były drogi do wyeliminowania wpływu cech osobniczych operatora
W tym i troska o jego kondycję
Ale obawiam się, że nawet przy współczesnej kołysce z uchwytem o jakim wspominasz
i sugerowanych tu możliwościach ( ostrzenie wierteł 2 mm ) szympansa raczej nie
postawisz/posadzisz
http://www.directindustry.com/prod/cuog ... 09026.html
http://www.ameriswiss.com/products/mega ... ue_USA.pdf


")