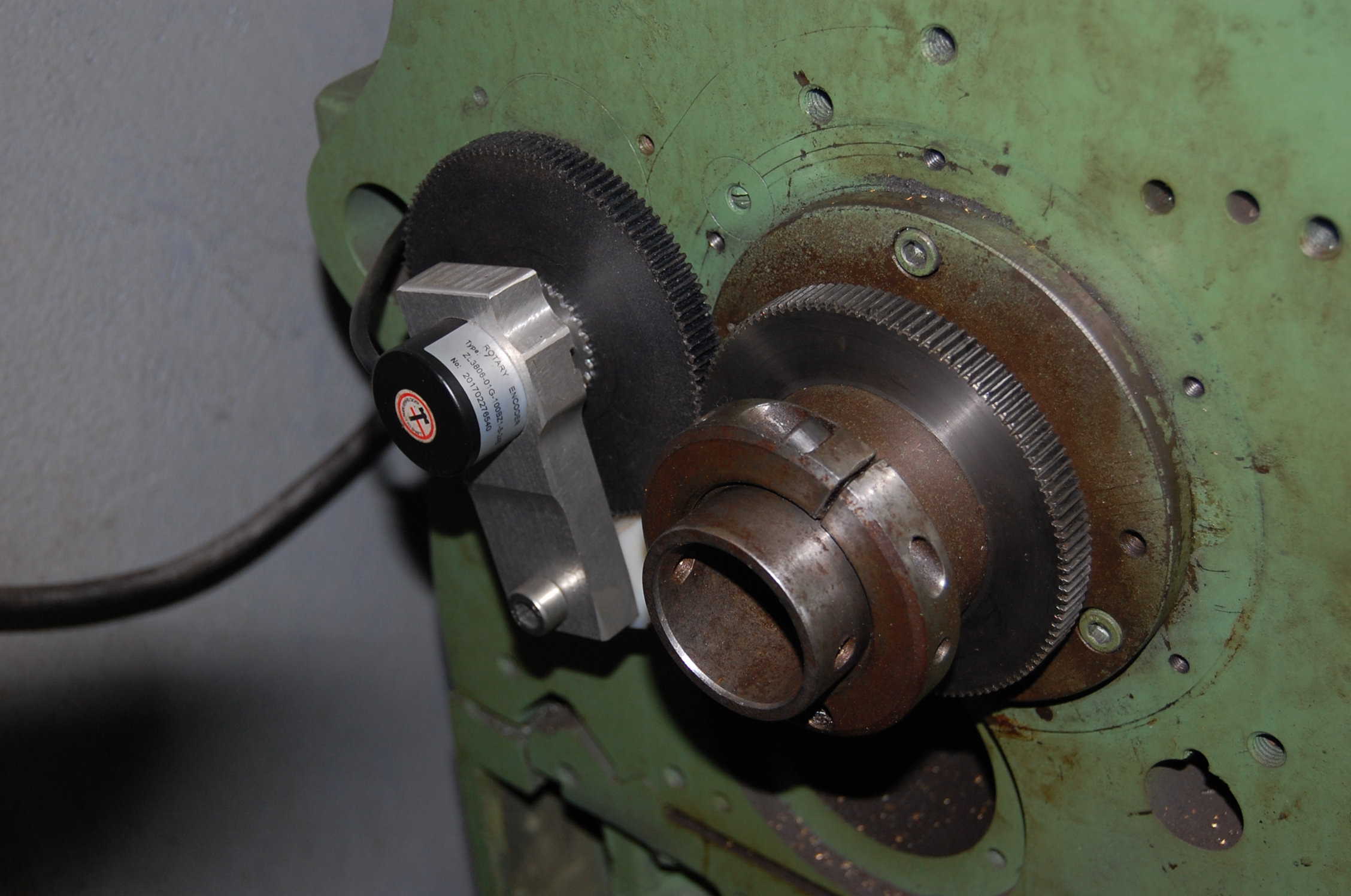
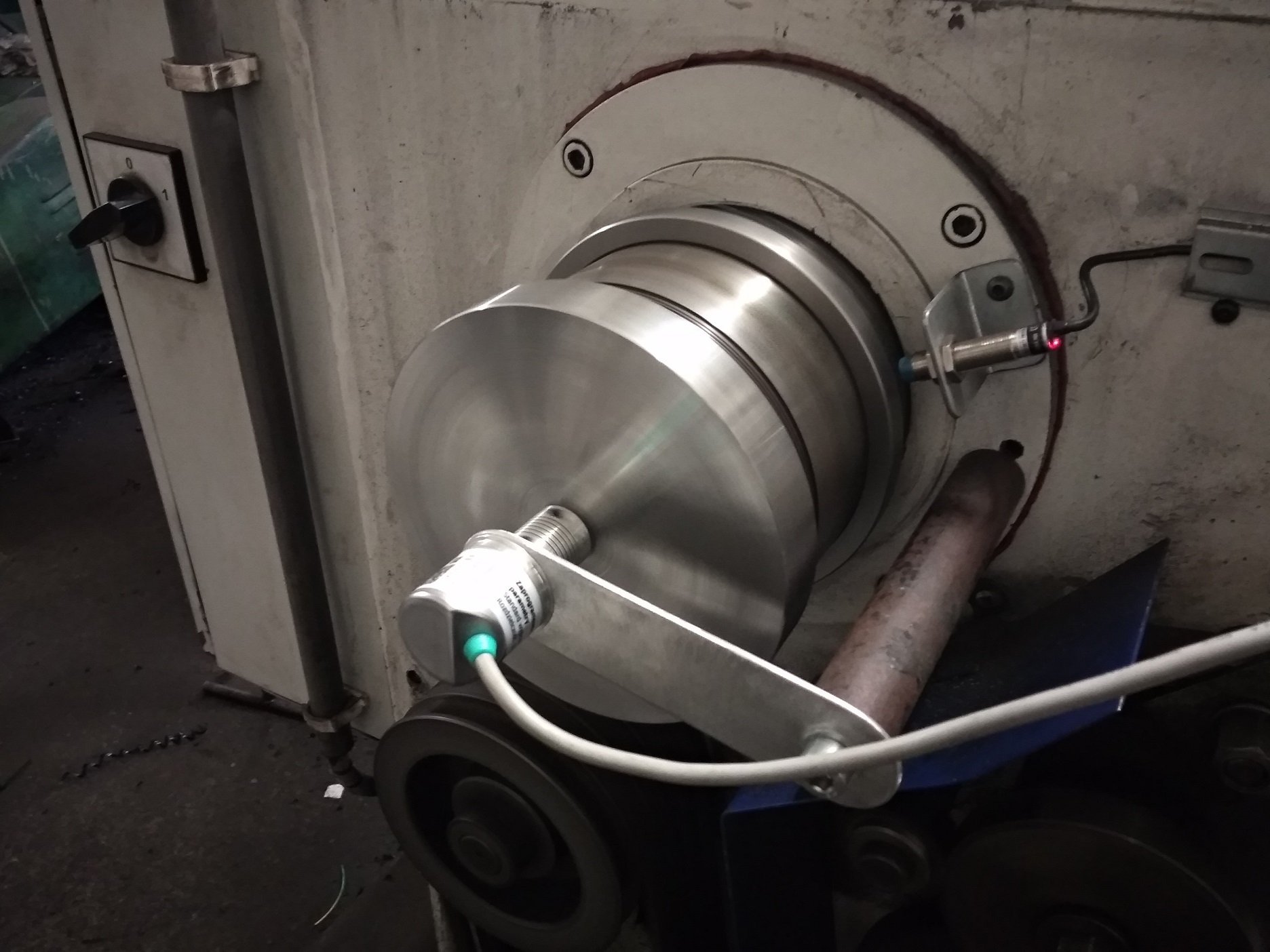
W jednej z maszyn mam tak ogarnięty enkoder, likwiduje przelot wrzeciona, ale na niej akurat nie jest obrabiane nic co do wrzeciona wejdzie.Avalyah pisze:dalej w linii z wrzecionem enkoder
Ta flansza ma ponad 200mm, enkoder 16200 impulsów na obrót.
Obsługa, Programowanie i Budowa Maszyn Numerycznych




Prośba o porady
W jednej z maszyn mam tak ogarnięty enkoder, likwiduje przelot wrzeciona, ale na niej akurat nie jest obrabiane nic co do wrzeciona wejdzie.Avalyah pisze:dalej w linii z wrzecionem enkoder


")