



Witam,
Napotkałem na problem i być może rozwiązanie jest kuriozalne tylko ja nie wiem gdzie go szukać.
Wrzucam plik dwx z rozłożonego kształtownika 80x80x3 do myplasma cnc do obrotnicy. Na ekranie początkowym widnieje prawidłowy rozmiar arkusza blachy 300x2200. Po zatwierdzeniu pliku do okna wypalania automatycznie zmienia mi się rozmiar na około 256x2200. Program wyrzuca zagięcia z projektu dwx i jest przesunięcie całej osi.
Czy ktoś posiadał taką przypadłość? Macie na to jakąś radę?
MyPlasm CNC - System sterowania przecinarkami plazmowymi
-
fhu.blanka
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 1
- Posty: 2
- Rejestracja: 27 mar 2021, 17:01


-
ProfesjonalnyAmator
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 26
- Posty: 150
- Rejestracja: 19 wrz 2020, 20:33
- Lokalizacja: Miechów
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi

Czy mogę tak zrobić żeby system OHMIC działał dobrze ? bo te druciki wokół palnika nie sprawdzaja sie jak dla mnie bo potrafi to sie zaczepić o palony wcześniej element i mi cały arkusz blachy przesunać .
-
prokopcio
Autor tematu - ELITA FORUM (min. 1000)
")
- Posty w temacie: 69
- Posty: 1138
- Rejestracja: 11 sty 2005, 13:03
- Lokalizacja: Grodków
- Kontakt:
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
prawdopodobnie to się nie uda, w większości przecinarek dysza ma połączenie z masą / materiałem więc jest przejście na stałe.
-
ezbig
- Lider FORUM (min. 2000)
")
- Posty w temacie: 8
- Posty: 2103
- Rejestracja: 07 lip 2006, 00:31
- Lokalizacja: mazowieckie
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
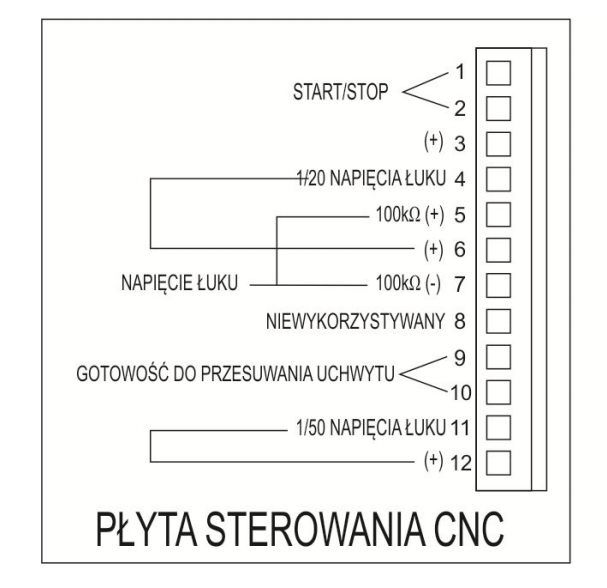
Jestem na etapie uruchamiania sterowania i napotkałem na pewien problem z systemem OHMIC. Mam źródło Sherman 130 CNC. Problem jest z tym, że w interface cnc źródła, wyjście (+) nie jest bezpośrednio podłączone do (+) 1/50, 1/20 i 1/1, tylko jest tam jakaś rezystancja. Co z tym teraz zrobić? Zwarcie tych plusów zafałszuje działanie dzielnika (może poza 1/1), ale będę dzwonił do dystrybutora zanim to zrobię, bo ze schematu w instrukcji ciężko wywnioskować czy jest to możliwe (chociaż w opcji 1/1). Ktoś się spotkał z tym problemem?
Dodane 37 minuty 35 sekundy:
Teraz dopiero zauważyłem, że i w instrukcji i w sieci na zdjęciach, jest wersja plasma interface ze złączami Ohmic / Shield i Ohmic / Material, a u mnie jest tylko Ohmic / Shield. Podejrzewam, że to rozwiązuje problem, tylko dlaczego ja dostałem taką wersję (czarną), a w sklepie było zdjęcie niebieskiej? Czyżbym miał jakiś stary model?
Dodane 37 minuty 35 sekundy:
Teraz dopiero zauważyłem, że i w instrukcji i w sieci na zdjęciach, jest wersja plasma interface ze złączami Ohmic / Shield i Ohmic / Material, a u mnie jest tylko Ohmic / Shield. Podejrzewam, że to rozwiązuje problem, tylko dlaczego ja dostałem taką wersję (czarną), a w sklepie było zdjęcie niebieskiej? Czyżbym miał jakiś stary model?
-
prokopcio
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 69
- Posty: 1138
- Rejestracja: 11 sty 2005, 13:03
- Lokalizacja: Grodków
- Kontakt:
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
Witam,ezbig pisze: ↑27 sie 2021, 03:09Jestem na etapie uruchamiania sterowania i napotkałem na pewien problem z systemem OHMIC. Mam źródło Sherman 130 CNC. Problem jest z tym, że w interface cnc źródła, wyjście (+) nie jest bezpośrednio podłączone do (+) 1/50, 1/20 i 1/1, tylko jest tam jakaś rezystancja. Co z tym teraz zrobić? Zwarcie tych plusów zafałszuje działanie dzielnika (może poza 1/1), ale będę dzwonił do dystrybutora zanim to zrobię, bo ze schematu w instrukcji ciężko wywnioskować czy jest to możliwe (chociaż w opcji 1/1). Ktoś się spotkał z tym problemem?
Dodane 37 minuty 35 sekundy:
Teraz dopiero zauważyłem, że i w instrukcji i w sieci na zdjęciach, jest wersja plasma interface ze złączami Ohmic / Shield i Ohmic / Material, a u mnie jest tylko Ohmic / Shield. Podejrzewam, że to rozwiązuje problem, tylko dlaczego ja dostałem taką wersję (czarną), a w sklepie było zdjęcie niebieskiej? Czyżbym miał jakiś stary model?
Kolor obudowy niema znaczenia , kiedyś był niebieski teraz jest czarny ze względu na brak dostępności niebieskich.
Co do opisu to od niedawna się zmienił z Ohmic Material na symbol Uziemienia - jeszcze instrukcje nie są poprawione.
Elektronika się nie zmieniła. Po prostu należy to podpiąć do uziemienia a maszyna z materiałem również powinna być uziemiona więc na jedno wychodzi ale za to obejmuje wszystkie rodzaje źródła plazmy. Do tej pory bywały problemy z kompatybilnością instrukcji z przecinarkami.
Co do podłączenia napięcia z Twojej przecinarki to podłącz najlepie 20:1 i wszystko powinno działać bezproblemowo
-
ezbig
- Lider FORUM (min. 2000)
- Posty w temacie: 8
- Posty: 2103
- Rejestracja: 07 lip 2006, 00:31
- Lokalizacja: mazowieckie
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
Dzięki za info. Jeszcze nie mam rusztu na stole i to uziemienie nie ma kontaktu z materiałem, więc dlatego nie działało. Dzielnik podłaczyłem do 1/50. Wczoraj robiłem testy i wskazania są prawidłowe. Sugerujesz podłączenie 1/20?
-
kamil_rc
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 1
- Posty: 129
- Rejestracja: 27 gru 2008, 11:33
- Lokalizacja: Wadowice
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
Podpowiem tylko ze u mnie w schermanie był zamieniony + z - i nie wskazywało odczytu łuku plazmy. Jak potestujesz daj znać na jakim napięciu i jakim palniku tniesz. U mnie ipmx102 i napięcie 167v przy dzielniku 1/50 z tego co pamiętam.
Pozdrawiam Kamil
-
ezbig
- Lider FORUM (min. 2000)
- Posty w temacie: 8
- Posty: 2103
- Rejestracja: 07 lip 2006, 00:31
- Lokalizacja: mazowieckie
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
Zauważyłem, w dokumentacji plazmy jest błąd w numeracji pinów gniazda cnc. 11 jest zamienione z 12.
U mnie ten ohmic coś marnie działa. Mam nadzieję, że pożądne uziemienie stołu to poprawi (na razie jest z tym kiepsko). W ciągu dnia było ok, a po wieczór masakra. Powstała jakaś antena i zbiera coś z okolicy, bo nawet przy wyłączonej z gniazda plazmie na ohmic mam dyskotekę. Teren mam mocno przemysłowy. Zastanawiam się czy kondensatory odsprzęgający by tu pomógł. Jutro z tym powalczę.
U mnie ten ohmic coś marnie działa. Mam nadzieję, że pożądne uziemienie stołu to poprawi (na razie jest z tym kiepsko). W ciągu dnia było ok, a po wieczór masakra. Powstała jakaś antena i zbiera coś z okolicy, bo nawet przy wyłączonej z gniazda plazmie na ohmic mam dyskotekę. Teren mam mocno przemysłowy. Zastanawiam się czy kondensatory odsprzęgający by tu pomógł. Jutro z tym powalczę.
-
ezbig
- Lider FORUM (min. 2000)
- Posty w temacie: 8
- Posty: 2103
- Rejestracja: 07 lip 2006, 00:31
- Lokalizacja: mazowieckie
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
W instrukcji programu jest napisane (bez rozwinięcia tematu): "Istnieje możliwość wykorzystania czujnika antykolizyjnego do funkcji detekcji wysokości materiału w przypadku niezadziałania dotykowego systemu OHMIC." - mam taki uchwyt w stylu CTH3T-01. Czy w takim wypadku detekcja odbywa się po wykryciu sygnału colision?
-
prokopcio
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 69
- Posty: 1138
- Rejestracja: 11 sty 2005, 13:03
- Lokalizacja: Grodków
- Kontakt:
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
tak miało działać ale użytkownicy zgłosili mi błąd tej funkcji i jeszcze nie zdążyłem jej poprawić.ezbig pisze: ↑28 sie 2021, 20:23W instrukcji programu jest napisane (bez rozwinięcia tematu): "Istnieje możliwość wykorzystania czujnika antykolizyjnego do funkcji detekcji wysokości materiału w przypadku niezadziałania dotykowego systemu OHMIC." - mam taki uchwyt w stylu CTH3T-01. Czy w takim wypadku detekcja odbywa się po wykryciu sygnału colision?
Mam nadzieję że do miesiąca będzie działało poprawnie.






