Jest coś takiego jak graniczna długość nakrętki, poniżej której wytrzymałość gwintu jest mniejsza niż wytrzymałość rdzenia śruby.
I naprawdę myślisz że o tym nie wiedziałem?
Problem jest taki, że najpierw autor prosił o wzór, myślałem ze dostał zadanie w szkole, no to się nie odzywałem, niech sobie poszuka...
Potem zadał głupie pytanie, no to sobie zażartowałem udzielając głupiej odpowiedzi...
I po cholerę się wcinasz?
A co do samego gwintu, to jego wymiary dokładnie ogranicza technologia - nie da się przetłoczyć więcej niż się da i zrobić więcej nitek gwintu niż się da. Na milion procent puści gwint a rdzenia urwać się nie da.
Policzyć się da, ale wynik będzie obarczony sporym błędem.
tuxcnc pisze:naprawdę myślisz że o tym nie wiedziałem?
Na prawdę myślisz, że mnie to obchodzi?
tuxcnc pisze:po cholerę się wcinasz?
Po co Ty skoro nie masz nic sensownego do powiedzenia.
tuxcnc pisze:nie da się przetłoczyć więcej niż się da i zrobić więcej nitek gwintu niż się da. Na milion procent puści gwint a rdzenia urwać się nie da.
Wilus pisze:w materiale który podałem zostanie wykonany tzw. kominek/kołnierz. Materiał będzie miał grubość 1,8 mm ale dzięki kominkowi uzyskam więcej miejsca na zwoje gwintu
Przy takich założeniach to bym się zastanowił nad nitonakrętką, najlepiej 6-cio kątną (oczywiście o ile jej dane techniczne Cię zadowolą).
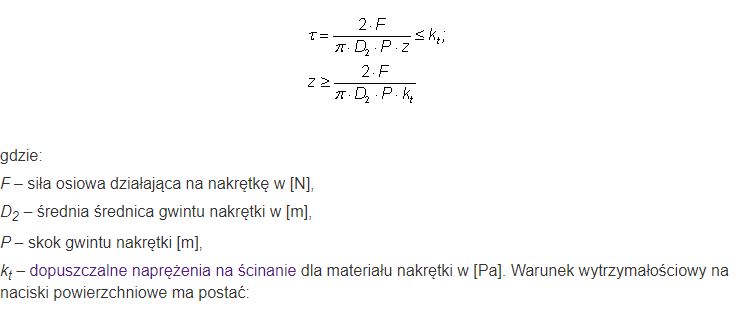
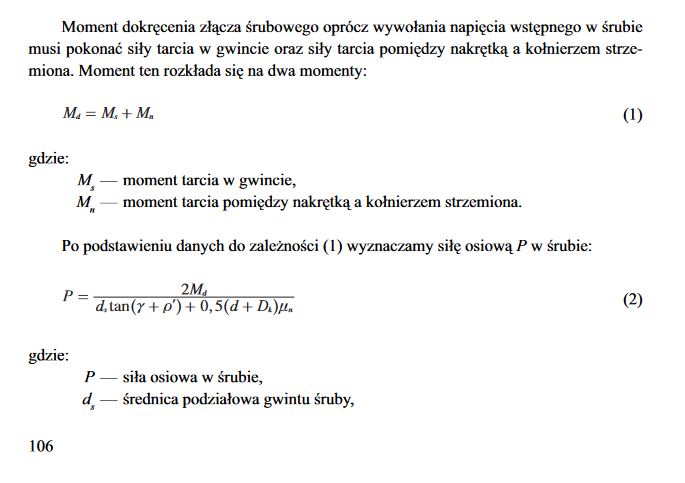
Jeśli chcesz jednak policzyć moment niszczący połączenie gwintowane, to musiałbyś najpierw policzyć ze wzoru siłę osiową niszczącą połączenie gwintowane, a następnie przeliczyć tę siłę, na moment dokręcenia śruby (ze względu, że trzeba tam uwzględniać tarcie między gwintem śruby, oraz gwintem wewnętrznym, a także tarcie między łbem śruby a podkładką to takie obliczenia mogą się dość znacznie minąć z prawdą-w praktyce tego nikt raczej nie liczy, poza np. producentami śrub/ nitonakrętek, itp, a i tak raczej sprawdzają swoje obliczenia doświadczalnie.
tuxcnc pisze:myślałem ze dostał zadanie w szkole, no to się nie odzywałem,
Szkoda, że częściej tak nie myślisz- poziom wypowiedzi na forum zdecydowanie by się powiększył
Adi123 pisze:tuxcnc pisze:
myślałem ze dostał zadanie w szkole, no to się nie odzywałem,
Szkoda, że częściej tak nie myślisz- poziom wypowiedzi na forum zdecydowanie by się powiększył
Adi123 pisze:Przy takich założeniach to bym się zastanowił nad nitonakrętką
Niestety, ale technologia jest ściśle określona - musi być kołnierz, brak możliwości wprowadzania zmian. Produkcja wielkoseryjna na narzędziach wielotaktowych - w tzw. "postępie"
Adi123 pisze:Jeśli chcesz jednak policzyć moment niszczący połączenie gwintowane, to musiałbyś najpierw policzyć ze wzoru siłę osiową niszczącą połączenie gwintowane, a następnie przeliczyć tę siłę, na moment dokręcenia śruby
Dziękuję za rzeczowe informacje oraz pomoc!!! - niektórzy nie rozumieją że nie każdy jest specjalistą we wszystkim, bo np. nie wylicza na co dzień pewnych rzeczy... Lepiej poszydzić niż wyprowadzić z błędu...
Wracając do tematu, odnalazłem wzór łączący te dwie zależności (siłę osiową i moment)
Ogólnie rzecz biorąc spotykam się z dużą ilością dokumentacji technicznej dla detali z tzw. kominkami - zawsze podawany jest moment który ma przenieść gwint, jako wymóg jakościowy. Chciałem spróbować wyliczyć takie połączenie, do tej pory zawsze przeprowadzałem testy (wygniatałem gwint w otworze o średnicy dedykowanej przez producenta wygniataka, często żonglując klasą wykonania wygniataka oraz samym otworem, w zależności od tego jak wyglądał dalszy proces dla detalu - cynkowanie, lakierowanie, itp. oraz podany wymóg dotyczący momentu).
Teraz widzę że samo wyliczenie obarczone jest sporym błędem... Pozostanę chyba przy swoich testach
A to oczywiste, że testować trzeba, bo obliczenia obliczeniami, a co jak np przy robieniu tego kołnierza nastąpią pęknięcia w materiale- jak się to potestuje to będzie można określić czy technologia jest dobra.
Swoją drogą to (jeśli to nie tajemnica) - jak się robi takie kołnierze? Jedyne co mi przychodzi na myśl to coś takiego- tu
Adi123 pisze:Swoją drogą to (jeśli to nie tajemnica) - jak się robi takie kołnierze?
W procesach mało seryjnych - najczęściej (z mojego punktu widzenia) korzysta się z technologii Flow Drill, czyli to co podesłałeś.
Gdy wolumen produkcyjny jest duży i gdy specyfikacja detalu umożliwia produkcję np. za pomocą narzędzi wielotaktowych, przy pomocy prasy mimośrodowej, kominek/kołnierz wykonywany jest na poszczególnych taktach w narzędziu. I tutaj tak naprawdę zaczyna się cała zabawa... bo sposobów wykonywania jest wiele. Mam tu na myśli ilość kroków w których wykonywany jest kominek. Nie wspominając już o niuansach technologicznych których jest cały ogrom.
Głównie zależy to od:
- wymagań jakie stawia klient względem detalu
- długości i średnicy kominka względem grubości materiału z którego jest wykonywany
- dodatkowych procesów powiązanych, np. często w narzędziu montowana jest jednostka gwintująca która gwintuje detal w trakcie tłoczenia, otrzymujemy tym samym detal w pełni obrobiony
2 takty, metoda najprostsza, dająca najgorszy efekt (krótki komin, słabej jakości,)
- otwór wstępny (np. dla dla gwintu M5 i blachy gr. 2 mm, otwór ma około ⌀ 2,8 mm)
- przeciągnięcie materiału za pomocą tzw. pilota
4 takty, metoda znacznie poprawiająca jakość wykonania, np. ściana kominka nie jest aż tak pocieniona jak w przypadku 2 taktów
- wstępne przetłoczenie
- otwór wstępny wykonywany w przetłoczeniu
- przeciąganie pilotem
- kalibrowanie
wielotakty, metoda dająca największe możliwości
- kominek tworzy się poprzez tzw. zaciąganie materiału bazowego (osobiście miałem styczność najwięcej z 12 taktami)
- można uzyskać b. długie kominki o dużych średnicach
- często wykonywane są w ten sposób kominki które docelowo nie są pod gwinty
- żeby zobrazować potencjał technologii, z blachy gr. 2mm można wykonać np. komin o średnicy ⌀ 35 na długości 25 mm
Jeśli chodzi o gwintowanie w narzędziu, to możliwości również jest sporo, można oglądnąć filmiki na YT
Sam temat jest bardzo obszerny i proszę mi wierzyć że nie sposób rozpisać wszystkich zależności i niuansów technologicznych.





")


")
")