



Skoro pytasz to znaczy, że nie ma żadnej tabliczki na imaku. U mnie to jest 110V i nominalny prąd coś ok. 1 A, moc silnika to 60W. Zasila to falownik z odpowiednio dobranymi parametrami, tak było łatwiej i taniej niż dodatkowe trafo + styczniki + zabezpieczenia.
A przy okazji, to napisz coś więcej o swojej maszynie.
Pozdro.
Modernizacja tokarki - czyli nic wielkiego.


")

-
fizyk19
- Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 8
- Posty: 18
- Rejestracja: 22 maja 2008, 09:05
- Lokalizacja: polska
Imaki które posiadam są oryginalne od tokarki graziano sag210nc,
na moich imakach nie ma żadnych informacji o napięciu zasilającym silnikiem,
jak mam rozumieć te 110v jako 3*110v czy też między fazowe 110.
Następnym problemem jest elektrohamulec zastanawiam się czy jest niezbędny do
poprawnej pracy imaka , a jeżeli tak to jakim napięciem jest sterowany.
Próbowałem odpalić makro M6 od kolegi margor ale mi się nie udało , MACH3
zgłasza błąd formatu.
Załączam kilka fotek mojej tokarki.




Pozdrawiam
na moich imakach nie ma żadnych informacji o napięciu zasilającym silnikiem,
jak mam rozumieć te 110v jako 3*110v czy też między fazowe 110.
Następnym problemem jest elektrohamulec zastanawiam się czy jest niezbędny do
poprawnej pracy imaka , a jeżeli tak to jakim napięciem jest sterowany.
Próbowałem odpalić makro M6 od kolegi margor ale mi się nie udało , MACH3
zgłasza błąd formatu.
Załączam kilka fotek mojej tokarki.
Pozdrawiam
-
margor
Autor tematu - Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 12
- Posty: 327
- Rejestracja: 24 lut 2005, 09:20
- Lokalizacja: Warszawa
Ach te osłony... Maszyna wygląda okazale, lecz zajmuje sporo miejsca. Patrząc po targach obrabiarek, to można odnieść wrażenie, że niektórzy producenci do tej pory nie rozumieją, że miejsce to koszty. ...Ale, to tak na marginesie. Silnik głowicy to 3 x 110V 50Hz, a hamulec nie jest potrzebny. Chyba już pisałem wcześniej, gdy pracuje w jedną stronę to najpierw podnosi głowicę, a potem obraca. Po zmianie kierunku obrotów: głowica obraca się w przeciwną stronę, po trafieniu w zapadkę zaczyna się opuszczać i zaciskać. Sterowanie silnika, jak zawsze, można wykonać na kilka sposobów. U mnie wyłącza się po zadanym czasie i po rozwarciu krańcówki (góra-dół).
Kwestia sterowania to osobny rozdział, lecz na dwa imaki stare makro będzie chyba niewygodne. Dodałem nowe. Działa nieco inaczej. Zamiast ustawiać na sztywno kilka pinów, mach wysyła serię impulsów - równą numerowi nowego narzędzia. Co prawda osiem narzędzi to nie tak strasznie, w sumie wystarczą trzy sygnały, by pokazać liczbę, ale tych pinów zawsze jest mało i może zabraknąć do czego innego. Takie makro, tylko na 16 narzędzi, zastosowałem we frezarce i działa znakomicie.
pozdro.
Kwestia sterowania to osobny rozdział, lecz na dwa imaki stare makro będzie chyba niewygodne. Dodałem nowe. Działa nieco inaczej. Zamiast ustawiać na sztywno kilka pinów, mach wysyła serię impulsów - równą numerowi nowego narzędzia. Co prawda osiem narzędzi to nie tak strasznie, w sumie wystarczą trzy sygnały, by pokazać liczbę, ale tych pinów zawsze jest mało i może zabraknąć do czego innego. Takie makro, tylko na 16 narzędzi, zastosowałem we frezarce i działa znakomicie.
pozdro.
- Załączniki
-
- M6Start.zip
- (681 Bajtów) Pobrany 274 razy
-
fizyk19
- Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 8
- Posty: 18
- Rejestracja: 22 maja 2008, 09:05
- Lokalizacja: polska
Mam kolejne pytanie do kolegi margor wykonałem wstępny projekt sterowania
magazynem.
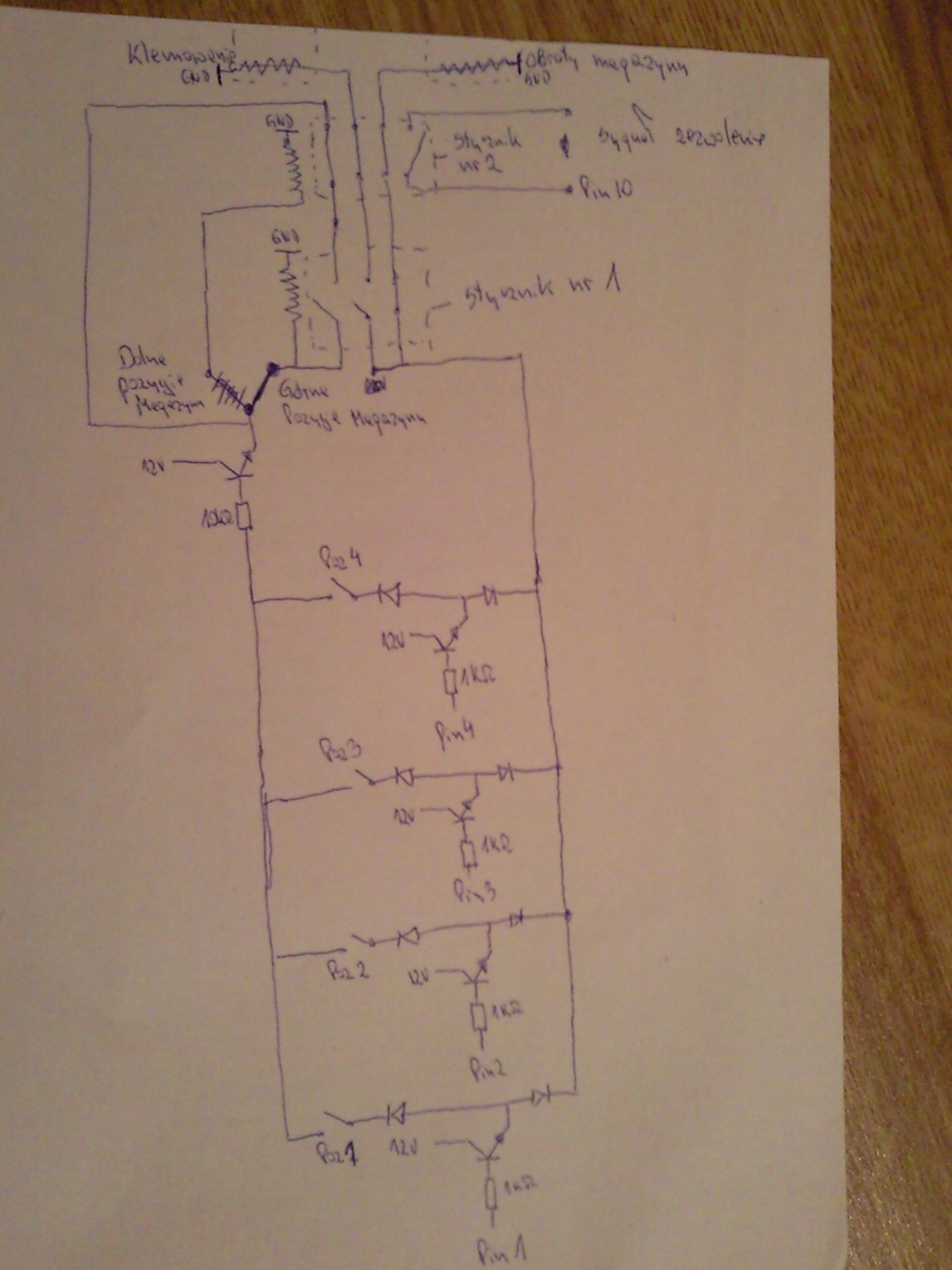
Jest wykonany bardzo nie fachowo dlatego objaśnię o co mi w nim chodziło.
Gdy w programie pojawi się komenda np M6T1 to w porcie LPT na pinie 1 pojawi się
stan wysoki 5v sygnał ten poprzez tranzystor i dalej przez styczniki nr 1 i 2 które nie załączone mają styk zamknięty włączają 12v cewkę stycznika obrotu imaka
będzie się on kręcił do momentu zamknięcia styku w imaku ( poz 1 ) co spowoduje załączenie tranzystora ( lewa górna strona rysunku ) który poprzez przełącznik w imaku ( górna i dolna pozycja imaka ) znajdującego się w pozycji górnej załącza cewkę stycznika
nr1 co jednoczenie rozłącza styk obrotu imaka i załącza styk klem owania czyli lewe obroty silnika do momenty przełączenia styku przełącznika na dolną pozycje imaka
wtedy włącza się stycznik nr 2 co powoduje zatrzymanie silnika i zwarcie sygnału zezwolenia ( zwarcie do masy pinu 10 ) co ma spowodować załączenie stanu niskiego pinu 1
i zakończenie maro M6.
Zdaje sobie sprawę ze wielu rzeczy na schemacie jeszcze nie ma np optoizolacji
i wielu innych drobiazgów.
A teraz do sedna sprawy czy jest nadzieja ze przy pomocy takiego prostego układu
mogę prawidłowo sterować tym imakiem i co przerobić w pierwszej wersji makro m6 żeby można było go zaadoptować do mojego pomysłu.
POZDRAWIAM.
magazynem.
Jest wykonany bardzo nie fachowo dlatego objaśnię o co mi w nim chodziło.
Gdy w programie pojawi się komenda np M6T1 to w porcie LPT na pinie 1 pojawi się
stan wysoki 5v sygnał ten poprzez tranzystor i dalej przez styczniki nr 1 i 2 które nie załączone mają styk zamknięty włączają 12v cewkę stycznika obrotu imaka
będzie się on kręcił do momentu zamknięcia styku w imaku ( poz 1 ) co spowoduje załączenie tranzystora ( lewa górna strona rysunku ) który poprzez przełącznik w imaku ( górna i dolna pozycja imaka ) znajdującego się w pozycji górnej załącza cewkę stycznika
nr1 co jednoczenie rozłącza styk obrotu imaka i załącza styk klem owania czyli lewe obroty silnika do momenty przełączenia styku przełącznika na dolną pozycje imaka
wtedy włącza się stycznik nr 2 co powoduje zatrzymanie silnika i zwarcie sygnału zezwolenia ( zwarcie do masy pinu 10 ) co ma spowodować załączenie stanu niskiego pinu 1
i zakończenie maro M6.
Zdaje sobie sprawę ze wielu rzeczy na schemacie jeszcze nie ma np optoizolacji
i wielu innych drobiazgów.
A teraz do sedna sprawy czy jest nadzieja ze przy pomocy takiego prostego układu
mogę prawidłowo sterować tym imakiem i co przerobić w pierwszej wersji makro m6 żeby można było go zaadoptować do mojego pomysłu.
POZDRAWIAM.
-
margor
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 12
- Posty: 327
- Rejestracja: 24 lut 2005, 09:20
- Lokalizacja: Warszawa
Próbowałem się wczytać w schemat i może nawet by zadziałał, ale według mnie to nie tędy droga. Przedewszystkim zaoszczędzisz sobie sporo pracy jeśli wykorzystasz jakikolwiek sterownik PLC. Schemat który przedstawiłeś można mozolnie wykonać na płytce drukowanej, albo właśnie zapisać w programie sterownika, a jeśli coś jest nie tak to poprawki niewiele kosztują. Macro musi być dopasowane do głowicy, jeśli jest jedna, to wystarczą dwa sygnały aby określić cztery narzędzia, jeśli są dwie to masz osiem narzędzi. Dla ośmiu pozycji potrzeba trzech pinów. Tak działa poprzednie macro, Włącz się lub wyłącza poszczególne piny aby określić bieżący status głowicy.
Ile głowic chcesz uruchomić?
Ile głowic chcesz uruchomić?






