



Mocowanie w imadle
-
 adam Fx
adam Fx
Autor tematu - Lider FORUM (min. 2000)
")
- Posty w temacie: 5
- Posty: 5562
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
no dzięki wiesz nigdy wcześniej na tej maszynę nie robiliśmy takich" maleństw " zwykle do mocowania detalu stosowaliśmy 20 imadeł specjalnych +30 łap dociskających ( każda wazy 20kg  człowiek się nadźwiga) i detal leciał bez przenocowania więc nigdy nie musiałem się mierzyć z takimi problemami .. a teraz kryzys i nawet takie coś się robi byle maszyna tylko szła..
człowiek się nadźwiga) i detal leciał bez przenocowania więc nigdy nie musiałem się mierzyć z takimi problemami .. a teraz kryzys i nawet takie coś się robi byle maszyna tylko szła..
sorki za wszystkie błędy ... (dyslektyk) 
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Tagi:


-
 grg12
grg12
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 4
- Posty: 1669
- Rejestracja: 03 sty 2007, 14:27
- Lokalizacja: Wiedeń
0,2mm to bardzo dużo - może materiał nie trzyma kątów? Jeśli materiał jest "z piły" musisz najpierw wyfrezować powierzchnie bazowe. Procedura która stosuje (i nie narzekam - ale jeśli ktoś zna lepszą chętnie posłucham) -
Materiał włożyć w imadło nie przejmując się zbytnio dokładnością, ot - ustawić go mniej więcej równolegle do szczęk imadła żeby przy frezowaniu zbyt dużo materiału w odpad nie poszło. Pomiędzy materiał a szczękę ruchomą włożyć kawałek pręta albo (jeśli materiał jest naprawdę poszarpany) kawałek twardego drewna - żeby się szczęka nie chlebotała. Sfrezować górę na gładko (uwaga - mocowanie nie jest zbyt pewne, nie można ciąć za głęboko). Materiał przekręcić tak aby świeżo obrobiona powierzchnia opierała się o stałą szczękę, wałek/drewno przy ruchomej nadal obowiązuje. Obrobić górę na gładko. Przekręcić materiał tak aby obrobione powierzchnie opierały się o szczękę stałą i podkładki równległe od spodu, dobić młotkiem, obrobić górę. Do obróbki została jeszcze jedna powierzchnia (wałek/drewno można wywalić) i "czoła" - jeśli maszyna jest dostatecznie duża - "czoła" można obrobić frezując bokiem freza. Jeśli nie jest dostatecznie duża (moja zwykle nie jest ) mamy problem... Jak na razie - z braku lepszych pomysłów - rozwiązuje ten problem stawiając przekręcająca materiał "czołem" do góry, obok, na "dnie" imadła stawiam mały kątownik (ten z ostrą krawędzią - "Haarwinkel") i poświecajac od tyłu latarką "dopukuje" materiał do kątownika - czasem się udaje do całkiem dokładnie czasem nie...
Pozdrawiam
GRG
Materiał włożyć w imadło nie przejmując się zbytnio dokładnością, ot - ustawić go mniej więcej równolegle do szczęk imadła żeby przy frezowaniu zbyt dużo materiału w odpad nie poszło. Pomiędzy materiał a szczękę ruchomą włożyć kawałek pręta albo (jeśli materiał jest naprawdę poszarpany) kawałek twardego drewna - żeby się szczęka nie chlebotała. Sfrezować górę na gładko (uwaga - mocowanie nie jest zbyt pewne, nie można ciąć za głęboko). Materiał przekręcić tak aby świeżo obrobiona powierzchnia opierała się o stałą szczękę, wałek/drewno przy ruchomej nadal obowiązuje. Obrobić górę na gładko. Przekręcić materiał tak aby obrobione powierzchnie opierały się o szczękę stałą i podkładki równległe od spodu, dobić młotkiem, obrobić górę. Do obróbki została jeszcze jedna powierzchnia (wałek/drewno można wywalić) i "czoła" - jeśli maszyna jest dostatecznie duża - "czoła" można obrobić frezując bokiem freza. Jeśli nie jest dostatecznie duża (moja zwykle nie jest ) mamy problem... Jak na razie - z braku lepszych pomysłów - rozwiązuje ten problem stawiając przekręcająca materiał "czołem" do góry, obok, na "dnie" imadła stawiam mały kątownik (ten z ostrą krawędzią - "Haarwinkel") i poświecajac od tyłu latarką "dopukuje" materiał do kątownika - czasem się udaje do całkiem dokładnie czasem nie...
Pozdrawiam
GRG
-
 Rayford
Rayford
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 1
- Posty: 846
- Rejestracja: 03 paź 2006, 20:45
- Lokalizacja: Gołdap
Ja zrobiłem sobie tak Jak na zdjęciu. Po zaciśnięciu materiału w szczekach, dobijam materiał młotkiem jak koledzy piszą wyżej a następnie dorobioną śruba imbusową dociskam ruchomą szczękę do podłoża imadła... efekt 100% luz pod szczęką ruchomą w takim przypadku jest jak najbardziej wskazany .... śruba imbusowa oczywiście przesuwa się wraz z szczęka ...
- Załączniki
-
- Schowek02.gif (11.1 KiB) Przejrzano 1891 razy
Moja pierwsza maszynka http://www.cnc.info.pl/topics60/3765.htm
Maszynka 2 http://www.cnc.info.pl/topics57/maszynka-2-vt16531.htm
Maszynka 3 http://www.cnc.info.pl/topics60/maszynka-3-vt23848.htm
www.moje-modele-rc.pl
Maszynka 2 http://www.cnc.info.pl/topics57/maszynka-2-vt16531.htm
Maszynka 3 http://www.cnc.info.pl/topics60/maszynka-3-vt23848.htm
www.moje-modele-rc.pl
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 7974
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Witam
Ja na ,,swojej'' VF-5 używam imadło maszynowe BISON.
Detal często ustawiam na podkładce , ale po skręceniu szczęki nie dobijam go.
Stosuję metodę kątowania do szczęki stałej ...nie będę się rozpisywał , gdyż kolega Loser dokładnie ją opisał.
Wyżej wspomniane imadło jest dość dokładne i na efekt końcowy obróbki kostki nie narzekam, a jak mam czas/potrzebę , to biorę pryzmę i idę jeszcze na szlifierkę... 
Ja na ,,swojej'' VF-5 używam imadło maszynowe BISON.
Detal często ustawiam na podkładce , ale po skręceniu szczęki nie dobijam go.
Stosuję metodę kątowania do szczęki stałej ...nie będę się rozpisywał , gdyż kolega Loser dokładnie ją opisał.
Wyżej wspomniane imadło jest dość dokładne i na efekt końcowy obróbki kostki nie narzekam, a jak mam czas/potrzebę , to biorę pryzmę i idę jeszcze
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
zdzicho
- Posty w temacie: 1
Tego typu imadła nadaja się do szlifowania( siły skrawania są znacznie mniejsze niż przy frezowaniu).Nie trzymają zbyt mocno . Pewne zamocowanie jest tylko wtedy ,kiedy powierzchnie sa równoległe do siebie w granicach do 0,03.Bison produkuje imadła precyzyjne samodociągajace ( w każdym razie produkował ,zanim go przejęto).Mocują pewnie i rzeczywiście dociagają przedmiot do podstawy. Są jednak przeznaczone do obróbki wykąńczającej . Sa to konstrukcje znacznie mniej sztywne i masywne ,niż typowe imadła maszynowe.skazi pisze:a moze inne imadlo? np: http://homepage3.nifty.com/amigos/vise/vise-e.htm
ruchoma szczeka podczas dokrecania dociska material do podstawy.
-
adam Fx
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 5562
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
dzięki chłopaki bardzo pomogliście .. na pewno będę stosował się do waszych wskazówek ( imadła nie zmienię bo to imadło firmowe .. ale w warsztacie garażowym będę się głęboko zastanawiał jakie imadło zastosować .. chodź raczej zamiast płacić gruba kasę spróbuje coś sam zrobić )
sorki za wszystkie błędy ... (dyslektyk)
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
-
jaoperator
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 1
- Posty: 102
- Rejestracja: 08 lis 2009, 15:20
- Lokalizacja: kraków
Może jeszcze ja coś od siebie
Jeśli mocowany przedmiot w imadle nie ma kąta będzie ciężko zamocować żeby przylegał do spodu
Jeśli nic nie pomaga to można wsadzić śrubę w kanałek w który jest przykręcone imadło i dokręcić detal łapą z góry oczywiście jak już będzie zamocowane w imadle
Sztuka ładnie się wykłada ściągamy łapę i robimy
Jeśli mocowany przedmiot w imadle nie ma kąta będzie ciężko zamocować żeby przylegał do spodu
Jeśli nic nie pomaga to można wsadzić śrubę w kanałek w który jest przykręcone imadło i dokręcić detal łapą z góry oczywiście jak już będzie zamocowane w imadle
Sztuka ładnie się wykłada ściągamy łapę i robimy
-
Sofro
- Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 5
- Posty: 12
- Rejestracja: 06 sie 2020, 10:15
Re: Mocowanie w imadle
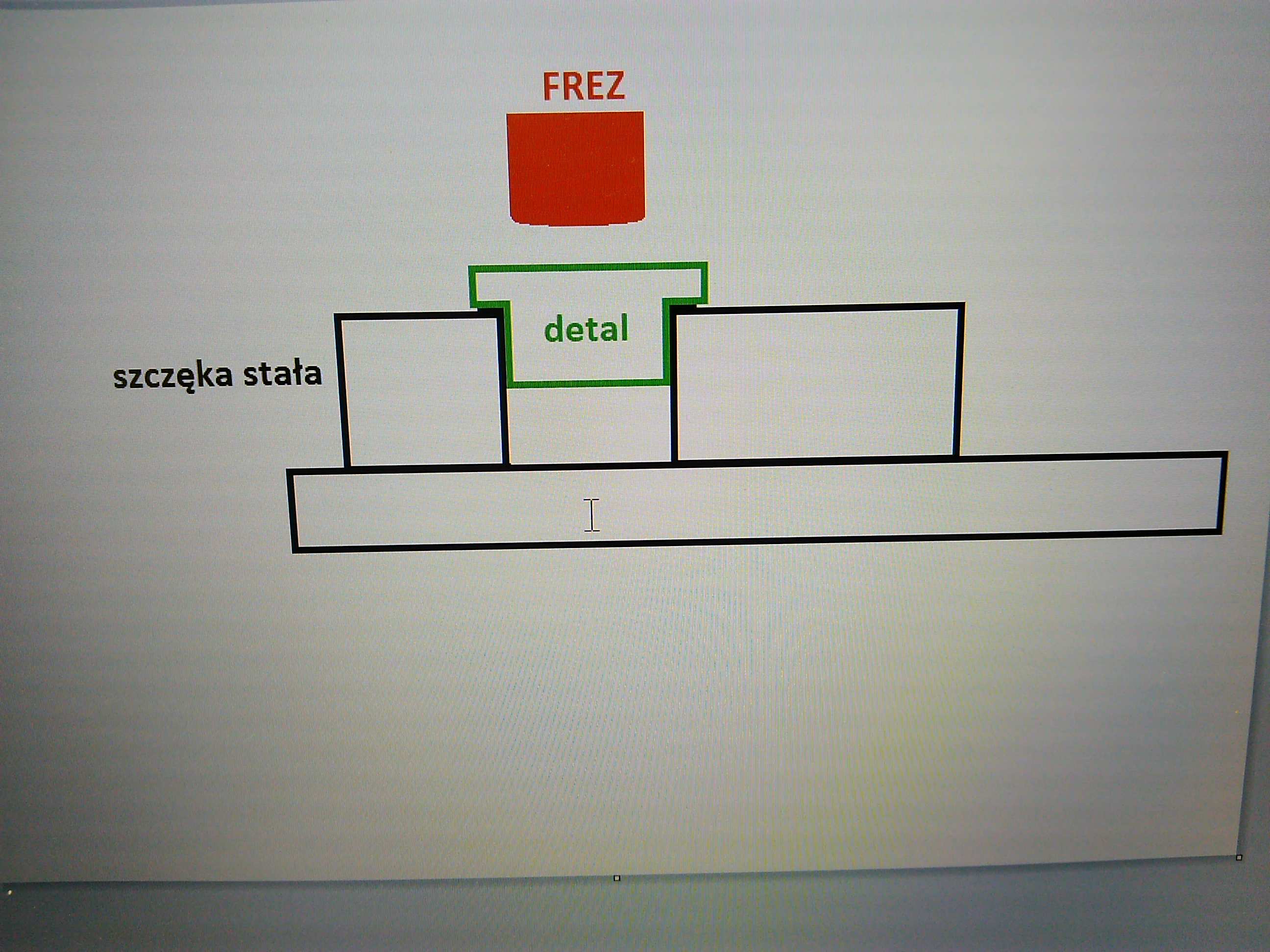
Mam takie pytanie. Mam detal w przybliżeniu w kształcie litery T. Chciałbym zebrać meteriał od góry, reszta detalu jest na gotowo. Czy mogę oprzeć detal na szczękach od góry? Tak jak na rysunku. Czy zdecydowanie lepiej będzie jak użyję podkładek.
Pozdrawiam
Dodane 5 minuty 14 sekundy:
Mam takie imadło
https://darmet.com.pl/pl/imadla/50-imad ... zyjne-fpzb
Pozdrawiam
Dodane 5 minuty 14 sekundy:
Mam takie imadło
https://darmet.com.pl/pl/imadla/50-imad ... zyjne-fpzb
-
grg12
- ELITA FORUM (min. 1000)
- Posty w temacie: 4
- Posty: 1669
- Rejestracja: 03 sty 2007, 14:27
- Lokalizacja: Wiedeń
Re: Mocowanie w imadle
Użyj podkładek - w typowym imadle ruchoma szczęka przy zaciskaniu idzie odrobinę do góry.
Wyjątek - imadła precyzyjne bezwrzecionowe (nie jestem pewny nazwy) gdzie ruchoma szczęka jest dociągana do podstawy imadła.
Wyjątek - imadła precyzyjne bezwrzecionowe (nie jestem pewny nazwy) gdzie ruchoma szczęka jest dociągana do podstawy imadła.






