Przyszedł czas na ciąg dalszy budowy. Zamówione na Aliexpress dysze w końcu doczłapały się ponoć pocztą lotniczą.
Zdecydowałem się na zakup nie bodaj najpopularniejszych dysz Juki ale Samsung. Powód był jeden. Dysze Juki mają zatrzaski na kulkach. Większość sprzedawanych na Ali uchwytów nie ma opcji zatrzasków tylko mocowanie jest za pomocą śrub dociskowych (tzw. robaczków). Wymiana dyszy jest więc upierdliwa, a o automatycznej zmianie dysz można zapomnieć. Te uchwyty, które z kolei mają możliwość zatrzaskiwania, są bardzo długie i zupełnie nie wiem dlaczego. Wybór padł więc na dysze Samsung z uchwytem.

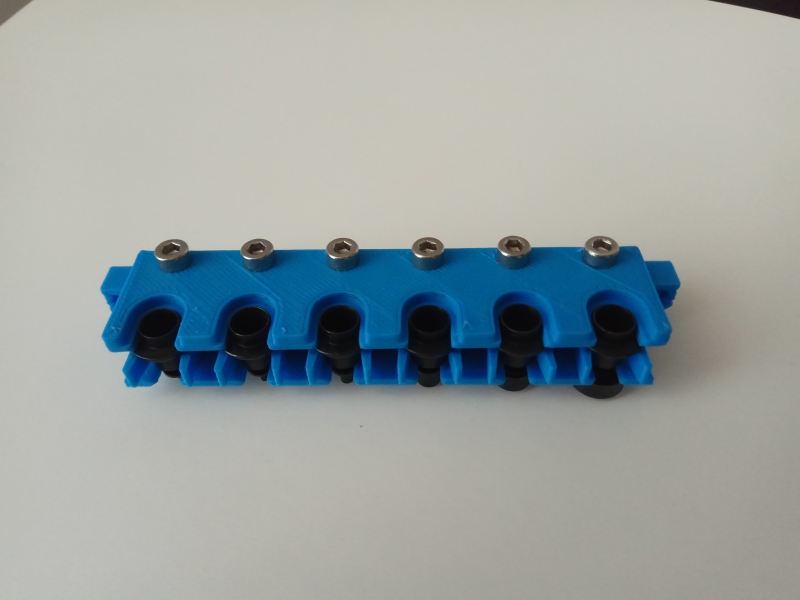
Poniżej zdjęcie uchwytu z założoną dyszą.

Ok teraz trzeba to jakoś przechowywać w maszynie dając możliwość automatycznej zmiany.
W ruch poszła suwmiarka FreeCAD i drukarka 3D Prusa i3 MK2.
W efekcie po kilku próbach powstał uchwyt z zatrzaskami na dysze. Okazało się, że takie zatrzaski wymagają pieruńskiej precyzji i dobrania wymiarów z dokładnością do setnych milimetra, tak aby działało, żeby samo nie wylatywało, ale żeby nie trzeba było kulturysty do wyjmowania i wkładania i żeby nie przekrzywiało się z powodu luzów.
Zatrzaski:

Zatrzaski z dyszami:

Cały zespół zatrzasków:
Wyszło na prawdę ładnie. Rozwiązanie takie ma jednak kilka wad. Po pierwsze musi być drukowane w 3 częściach. Skomplikowany kształt i konieczność druku zatrzasków w płaszczyźnie XY uniemożliwiają druk w postaci jednej części. Po drugie jak 3 części to i potrzeba kilku śrubek dodatkowych. Niby z takimi śliczniutkimi srebrnymi nierdzewkami wygląda profesjonalnie ale niestety są one konieczne co komplikuje projekt. Po trzecie wkładanie i wyjmowanie dysz z zatrzasków wymaga jakiejś tam siły. Maszyny PnP śmigają szybko, między innymi dlatego, że poruszają małymi masami w pracy za wyjątkiem poruszania nie wymagają żadnych sił na głowicy roboczej, przez co z założenia używa się najmniejszych z możliwych silników krokowych. Powstała zatem słuszna obawa o możliwość gubienia kroków podczas pracy.
Znowu FreeCAD poszedł w ruch i po jakimś czasie i kilku próbnych wydrukach powstał taki oto model.
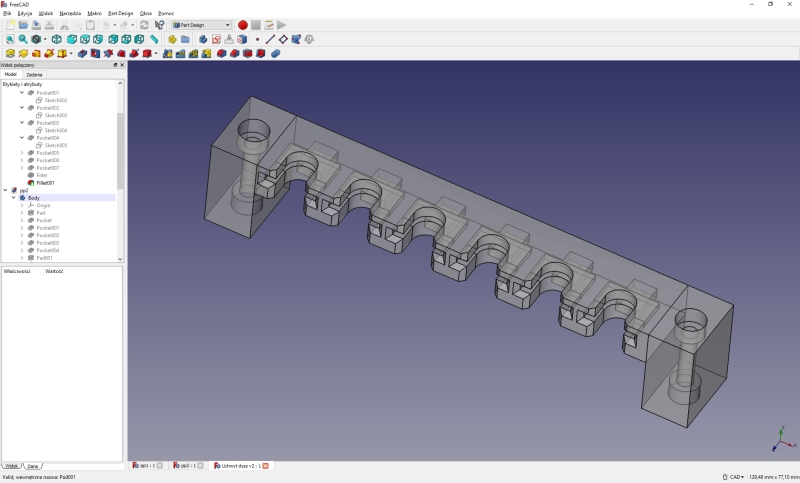
Co po wydrukowaniu i osadzeniu dysz wyglądało na prawdę OK.

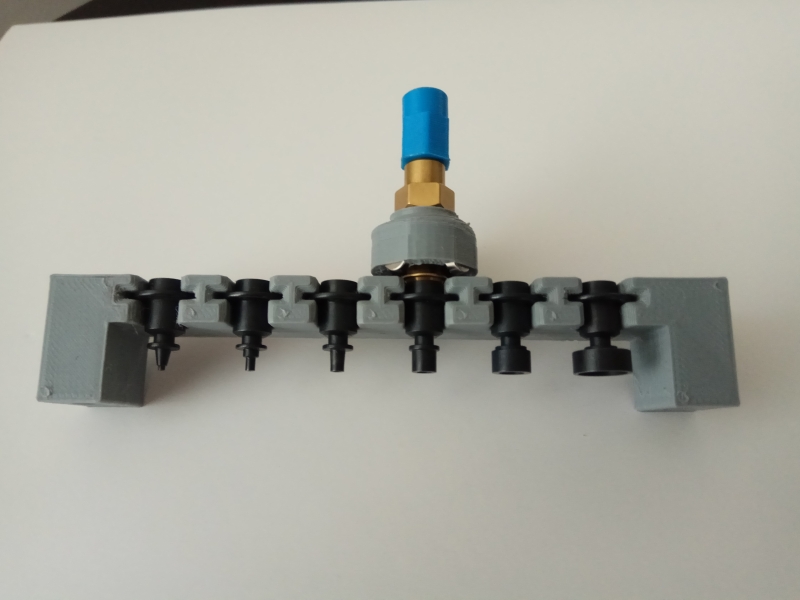
Okazało się także szczęśliwie, że dysze są wykonane z ferromegnetycznej stali i świetnie się lubią z magnesami. Zatem konstrukcja została uzupełniona o kieszenie na 6 neodymowych pastylek 5x2mm i całość wygląda już bardzo ok. Udało mi się zrobić zespół nie wymagający żadnej siły do pracy! Precyzję utrzymywania dysz załatwia wydruk z dokładnością do 0,05mm (możliwy tylko w płaszczyźnie XY) i magnesiki utrzymujące dysze. Całość działa idealnie a cichutki klik przyciągających dyszę magnesów to miód na serce.

Niestety to nie był jednak koniec problemów. Tak jak napisałem wcześniej w takich maszynach używa się jak najmniejszych silników. U mnie w osi Z jest NEMA11. Tymczasem założenie i zdjęcie dyszy na uchwyt wymagało całkiem sporej siły, zdecydowanie poza zasięgiem NEMA11, zwłaszcza jak chce się uzyskać prędkości rzędu 10cm/s w osi Z. A wszystkiemu winne jest mocne spasowanie krućca na który nakłada się dysze. Są na nim dwa gniazda z oringami. Delikatne malutkie... ale swoje robią i wymagają siły przy pracy. A dodatkowo pozostawienie dyszy ka krućcu zawsze powodowało "sklejanie" i później konieczność użycia jeszcze większej siły. Niewiele dało delikatne podszlifowanie papierem 2000 gniazd oringów. Problem pozostawał.
Sprawczynie problemów

Po zdjęciu uszczelek okazało się że mimo iż dysza oczywiście spada z krućca, to jednak delikatnie przytrzymana zapewnia wystarczającą szczelność układu! A że dysze jak już wcześniej się okazało lubią magnesy więc.... FreeCAD i do roboty! Powstał kolejny drobiazg i po fefnastu próbach dopasowujacych setne części mm powstał taki oto obiekt ciut nie UFO....
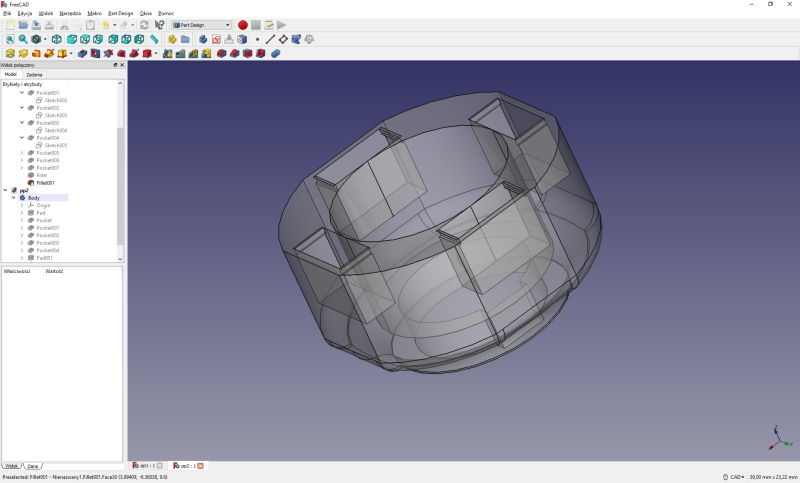
A po wydruku i osadzeniu magnesików 5x2mm całkiem jak UFO....

Po nałożeniu na kruciec wraz z dyszą wygląda już całkiem OK.

Z drugiej strony uchwytu dyszy widać niebieski element. W porównaniu do reszty to drobiazg nie warty uwagi, redukcja z gwintu na krućcu na otwór 5mm gdyż taki wałek z otworem w środku ma NEMA8 użyta do obrotu głowicy.
Przy okazji okazało się, że fizyka z podstawówki jest bardzo fajna

Podstawowe wiadomości o biegunach magnesów i liniach pola magnetycznego były niezbędne. Okazało się, że taki malutki magnes też potrafi w oko nieźle strzelić, zwłaszcza wtedy jak musisz zamocować 4 takie pchełki w takim układzie gdzie wszystkie odpychają się wzajemnie. Parę razy przeszukiwałem pokój z latarką w poszukiwaniu magnesu co to nie chciał zostać tam gdzie ja chciałem żeby został.
Ostatecznie cały komplecik wygląda zajefajnie.
Najfajniejsze jest jednak to, że podobny zestaw jest możliwy do kupienia za 200Euro + przesyłka. Mnie kosztowało tyle co: dysze jakieś 34$, 10 magnesików po 20 groszy sztuka, parę deko filamentu i jakieś 2zł za prąd przy druku 3D

co łącznie na 100% da mniej niż 40$ . Oczywiście praca także była. Ale satysfakcja że zrobiłem samemu jeszcze większa!
W międzyczasie znalazłem na aukcjach w Polsce śliczniutkie małe płaskie krokowce. 25mm średnicy i 8mm wysokości już z kółkiem zębatym. Zatem za jakiś czas pewnie będzie podobna relacja z budowy podajnika automatycznego do elementów SMT w taśmie.





")
")






