



LinuxCNC - szybkie ustawianie offsetu dla Z...
-
tomala89
- Stały bywalec (min. 70)
")
- Posty w temacie: 4
- Posty: 70
- Rejestracja: 23 lis 2014, 18:15
- Lokalizacja: Częstochowa
- Kontakt:
Re: LinuxCNC - szybkie ustawianie offsetu dla Z...
Ja poległem w temacie. Niestety bd zmuszony zainwestować w PIKO albo Macha. Chociaż Linux jak dla mnie jest najlepszy (nie chodzi o kasę) , ale brak zmiany narzędzia i ciągłe mierzenie frezów wkurza mnie do tego popsułem sobie już kilka form.
Tagi:


-
szatri
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 10
- Posty: 235
- Rejestracja: 23 lut 2011, 15:12
- Lokalizacja: PL
Re: LinuxCNC - szybkie ustawianie offsetu dla Z...
Witam, po przerwie, znowu problemy, prawdopodobnie związane z tym offsetem, mianowicie macie tez taki błąd:
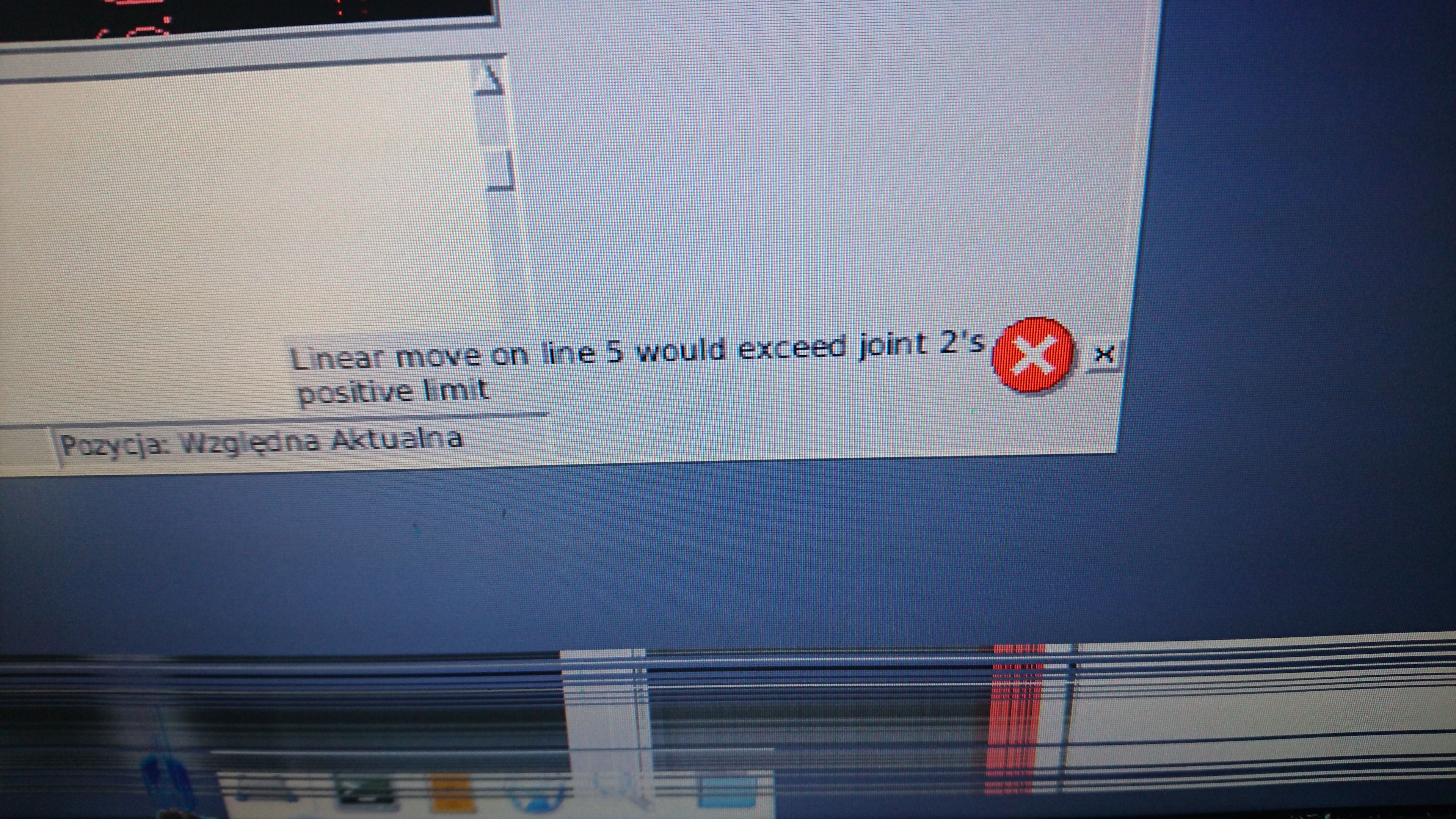
Dodam ze nie ma zasady kiedy się on "wykraczy", raz przeleci cały program bez zająknięcia, a raz to w trakcie (podczas wyjazdu na zmianę narzędzia) a innym nawet nie ruszy (tylko zetke podniesie do zera maszynowego na wymianę narzędzia)
Jest on dość upierdliwy, bazowanie osi nie pomaga, dopiero restart programu sterującego pomaga, (choć raz nie pomogło nawet to)
Ps: przejazdy na zmianę narzędzia oraz do sondy jedzie w g53 z0
Dodam ze nie ma zasady kiedy się on "wykraczy", raz przeleci cały program bez zająknięcia, a raz to w trakcie (podczas wyjazdu na zmianę narzędzia) a innym nawet nie ruszy (tylko zetke podniesie do zera maszynowego na wymianę narzędzia)
Jest on dość upierdliwy, bazowanie osi nie pomaga, dopiero restart programu sterującego pomaga, (choć raz nie pomogło nawet to)
Ps: przejazdy na zmianę narzędzia oraz do sondy jedzie w g53 z0
-
Darek05
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 7
- Posty: 182
- Rejestracja: 06 wrz 2007, 23:18
- Lokalizacja: Wodzisław Śl.
Re: LinuxCNC - szybkie ustawianie offsetu dla Z...
Cześć
Od kilku dni walczyłem z pisaniem suba do pomiaru długości narzędzia, widziałem tutaj na forum kilka rozwiązań, ale żadne z testowanych nie potrafiły jednego, mianowicie pomiar długości narzędzia i zapis w tabeli narzędzi, z tymi które u siebie uruchamiałem albo nie działały według mnie dobrze, albo działały tak że układ współrzędnych Z-etki był przestawiany i oś ładowała się na krańcówkę. W poszukiwaniu w sieci natknąłem się na kilka rozwiązań, z których zapożyczyłem, a w zasadzie zainteresowałem się kodami z zapisanymi w nich "zmiennymi" które wykorzystywano w ich większości, nie chcę tutaj kadzić bo nie czuję się pewny tego o czym piszę, i ciężko będzie mi też polemizować na temat dlaczego tak a nie inaczej, dopiero w tym raczkuję.
W zasadzie co mnie skłoniło aby to opisać, potrzebuję oceny, testów, wytknięcie błędów w kodzie i w toku rozumowania, programowania swojej maszyny dopiero się uczę i przekonany jestem że kod działa przypadkowo, a testy wykonałem błędnie.
Przeprowadziłem ich kilka i na tą chwilę to działa, po każdym pomiarze, długość jest zapisywana w tabeli do wybranego narzędzia, i wywołanie funkcji G43 z Nr Narzędzia kompensuje położenie wysokości Z-tki.
Procedura pomiaru jest przerywana na czujniku, tylko i wyłącznie w przypadku nie wybrania narzędzia i wywalany jest systemowy komunikat błędu pomiaru.
Oczywiście SUB mam podpięty pod przycisk którym wywołuje pomiar.
Jak przeprowadziłem test i jak to działa:
Po z bazowaniu maszyny:
w MDI wprowadzam zmianę narzędzia Np: T1M6 i wciskam na pomiar narzędzia.
Z-tka podnosi się do bezpiecznej wysokości, najeżdża nad czujnik, zjazd szybki Z-tki do kontaktu z czujnikiem, wycofanie się jej o 2mm, i kolejny zajazd tym razem wolny do kontaktu, po tym oś Z znowu jest podnoszona do bezpiecznej wysokości i przejazd bramy do wcześniej ustawionych offsetów osi X i Y.
Zaraz po pomiarze przy Nr narzędzia pokazuje się jego długość oraz to samo w tabeli narzędzi.
Od kilku dni walczyłem z pisaniem suba do pomiaru długości narzędzia, widziałem tutaj na forum kilka rozwiązań, ale żadne z testowanych nie potrafiły jednego, mianowicie pomiar długości narzędzia i zapis w tabeli narzędzi, z tymi które u siebie uruchamiałem albo nie działały według mnie dobrze, albo działały tak że układ współrzędnych Z-etki był przestawiany i oś ładowała się na krańcówkę. W poszukiwaniu w sieci natknąłem się na kilka rozwiązań, z których zapożyczyłem, a w zasadzie zainteresowałem się kodami z zapisanymi w nich "zmiennymi" które wykorzystywano w ich większości, nie chcę tutaj kadzić bo nie czuję się pewny tego o czym piszę, i ciężko będzie mi też polemizować na temat dlaczego tak a nie inaczej, dopiero w tym raczkuję.
W zasadzie co mnie skłoniło aby to opisać, potrzebuję oceny, testów, wytknięcie błędów w kodzie i w toku rozumowania, programowania swojej maszyny dopiero się uczę i przekonany jestem że kod działa przypadkowo, a testy wykonałem błędnie.
Przeprowadziłem ich kilka i na tą chwilę to działa, po każdym pomiarze, długość jest zapisywana w tabeli do wybranego narzędzia, i wywołanie funkcji G43 z Nr Narzędzia kompensuje położenie wysokości Z-tki.
Procedura pomiaru jest przerywana na czujniku, tylko i wyłącznie w przypadku nie wybrania narzędzia i wywalany jest systemowy komunikat błędu pomiaru.
Oczywiście SUB mam podpięty pod przycisk którym wywołuje pomiar.
Jak przeprowadziłem test i jak to działa:
Po z bazowaniu maszyny:
w MDI wprowadzam zmianę narzędzia Np: T1M6 i wciskam na pomiar narzędzia.
Z-tka podnosi się do bezpiecznej wysokości, najeżdża nad czujnik, zjazd szybki Z-tki do kontaktu z czujnikiem, wycofanie się jej o 2mm, i kolejny zajazd tym razem wolny do kontaktu, po tym oś Z znowu jest podnoszona do bezpiecznej wysokości i przejazd bramy do wcześniej ustawionych offsetów osi X i Y.
Zaraz po pomiarze przy Nr narzędzia pokazuje się jego długość oraz to samo w tabeli narzędzi.
Kod: Zaznacz cały
o<touch-probe> sub
G49
G90
G53 G0 Z0 (oś Z na pozycję bezpieczną)
G53 X8.846 Y663.624 (przejazd nad czujnik)
G91
G38.2 Z-90 F600 ( szybki zjazd do kontaktu, max 90mm w dół )
G0 Z2 ( wycofanie na 2 mm )
G38.2 Z-10 F30 ( wolny zjazd do kontaktu, max 10mm w dół)
#<offset> = [-86.037 - [#5063 - [-#5213]]] (-86.037 jest to odległość do czujnik od pozycji bazowej. pomiar wykonany ręcznie do zapalenia się w moim przypadku kontrolki)
#<dlugosc_narzedzia> = -[#<offset> - #5223]
G10 L1 P[#5400] Z[#<dlugosc_narzedzia>] (zapis w tabeli narzędzi)
G43 H[#5400] (ustawienie osi Z z kompensacją narzędzia)
G90
G53 G0 Z0 (powrót do bezpiecznego Z)
G0 X0 Y0 (przejazd bramy do ustawionych offsetów osi X i Y)
o<touch-probe> endsubO0O0O0O0O0O0O0O0O
-
 adam Fx
adam Fx
- Lider FORUM (min. 2000)
")
- Posty w temacie: 8
- Posty: 5562
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
Re: LinuxCNC - szybkie ustawianie offsetu dla Z...
Ooo widzę że jest sezon na rozkminę pomiaru długości narzędzia nie da się ukryć że przyrzeczona typu mokry Chińczyk jest to bardzo pomocna bo wymiany narzędzi potrafią być bardzo upierdliwe. Tak więc dzięki za podzielenie się wiedzą myślę że może i ja w przyszłości wypróbuję proponowane metody pomiaru
sorki za wszystkie błędy ... (dyslektyk) 
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 17
- Posty: 16237
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: LinuxCNC - szybkie ustawianie offsetu dla Z...
Czy w tych testach były przerwania programu "Esc" i ponowne uruchamianie ?
Jeśli tak i bezbłędne to też wracam do tematu
Potrzebuje działania może prostrzego ale bezbłędnego .
https://www.youtube.com/watch?time_continue=58&v=fdvJWkacJao&feature=emb_logo
-
Darek05
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 7
- Posty: 182
- Rejestracja: 06 wrz 2007, 23:18
- Lokalizacja: Wodzisław Śl.
Re: LinuxCNC - szybkie ustawianie offsetu dla Z...
Tak sprawdziłem jeszcze raz, uruchomiony pomiar w każdej chwili można przerwać klawiszem ESC lub na pulpicie przyciskiem zatrzymania programu, lub przyciskiem pauza, ten drugi po ponownym jego aktywowaniu kontynuuje najazd i pomiar.
O0O0O0O0O0O0O0O0O
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 17
- Posty: 16237
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: LinuxCNC - szybkie ustawianie offsetu dla Z...
To wracam do tematu  Być może moje kłopoty ( arcydziwne-zachowanie-t92662-10.html ) wynikały z tego, że nie zapisywałem pomiaru w tabeli narzędzi i po przerwaniu wracał do starych wartości.
Być może moje kłopoty ( arcydziwne-zachowanie-t92662-10.html ) wynikały z tego, że nie zapisywałem pomiaru w tabeli narzędzi i po przerwaniu wracał do starych wartości.
Dzięki i sprawdzę
Dzięki i sprawdzę
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 17
- Posty: 16237
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: LinuxCNC - szybkie ustawianie offsetu dla Z...
Sprawdziłem i działa Szkoda, że tak późno
Całkiem wygodnie się wprowadza narzędzia do magazynu.
Przy okazji rozwiązałem i swoje kłopoty choć przyczyna była inna.
Całkiem wygodnie się wprowadza narzędzia do magazynu.
Przy okazji rozwiązałem i swoje kłopoty choć przyczyna była inna.
-
Darek05
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 7
- Posty: 182
- Rejestracja: 06 wrz 2007, 23:18
- Lokalizacja: Wodzisław Śl.
Re: LinuxCNC - szybkie ustawianie offsetu dla Z...
Dzięki za info dla mnie jest to super wiadomość
Teraz szukam jak tego suba przerobić na rozkaz G-kod, tak abym mógł w prosty sposób umieścić go zaraz za zmianą narzędzia tj. Np T1 M6 "i coś co wywoła pomiar".
Kod generuję w Fusion 360, i kombinuję nad jego konfiguracją tak aby z automatu umieszczał taki rozkaz.
Wiem że w linuxcnc można zdefiniować polecenia użytkownika M100 - M199, ale po przeczytaniu instrukcji nie mam zielonego pojęcia jak poprawnie to zrobić, aktualnie grzebię w necie może nadzieję się na przykład takiego rozwiązania.
O0O0O0O0O0O0O0O0O
-
Bronsonboss
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 2
- Posty: 304
- Rejestracja: 14 sty 2018, 18:27
- Lokalizacja: Cedry Wielkie
Re: LinuxCNC - szybkie ustawianie offsetu dla Z...
Darek05 pisze:Teraz szukam jak tego suba przerobić na rozkaz G-kod, tak abym mógł w prosty sposób umieścić go zaraz za zmianą narzędzia tj. Np T1 M6 "i coś co wywoła pomiar".
W linuxCNC możesz zrobić chyba "REMAP=M6 ....." to wywoła odpowiednią procedurę po zmianie narzędzia zanim dalej rozpocznie się następna część programu






