



LinuxCNC - pomiar długości narzędzia - instrukcja jak skonfigurować
W temacie przedstawiam poradnik jak dodać przycisk pomiaru długości narzędzia do LinuxCNC.
-
drzasiek90
Autor tematu - ELITA FORUM (min. 1000)
")
- Posty w temacie: 62
- Posty: 1760
- Rejestracja: 25 kwie 2016, 11:58
- Lokalizacja: Jodlowa
- Kontakt:
Re: LinuxCNC - pomiar długości narzędzia - instrukcja jak skonfigurować
A gdzie masz z0 w g53? Na dole zakresu ruchu z czy u góry?


-
drzasiek90
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 62
- Posty: 1760
- Rejestracja: 25 kwie 2016, 11:58
- Lokalizacja: Jodlowa
- Kontakt:
Re: LinuxCNC - pomiar długości narzędzia - instrukcja jak skonfigurować
No więc czego nie rozumiesz?
To jest wartość Z którą definiujesz w sekcji [TOOLSENSOR]
Potem odejmujesz ile ci jeszcze zostało z zakresu ruchu i tyle wpisujesz w wartość MAX_CHANGE (głupia nazwa, nie wiem czemu tak to nazwałem).
Jak założysz najdłuższe narzędzie jakie masz, to na na jaką pozycję ma zjechać oś Z w g53 aby być tuż nad czujnikiem?szatri pisze: ↑15 sie 2021, 11:51Czy ja to źle przypadkiem nie rozumie, mianowicie po wywołaniu m6 tX jedzie na założenie narzędzia, potwierdzamy , jedzie w g53 z0 NAD czujnik zjeżdża -48 robiąc narzędziem dzwona w czujnik (wartość wysokości czujnika od g53 Z0) i dopiero rozpoczyna pomiar na dystansie 32 czyli do g53 z-90
To jest wartość Z którą definiujesz w sekcji [TOOLSENSOR]
Potem odejmujesz ile ci jeszcze zostało z zakresu ruchu i tyle wpisujesz w wartość MAX_CHANGE (głupia nazwa, nie wiem czemu tak to nazwałem).
-
szatri
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 31
- Posty: 235
- Rejestracja: 23 lut 2011, 15:12
- Lokalizacja: PL
Re: LinuxCNC - pomiar długości narzędzia - instrukcja jak skonfigurować
drzasiek90 pisze:Potem odejmujesz ile ci jeszcze zostało z zakresu ruchu i tyle wpisujesz w wartość MAX_CHANGE.
Tu się zgadzam z Tobą, od praktycznej strony to ma sens, reasumując na moim przykładzie:
W Zet mam z0 na górze z-250 na dole, czujnik klika mi bez nakrętki er na z-114, więc jak wpisze w [TOOLSENSOR] z=0 a MAX_CHANGE =90 to będzie już pomiar od z0 do z-90.
-
drzasiek90
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 62
- Posty: 1760
- Rejestracja: 25 kwie 2016, 11:58
- Lokalizacja: Jodlowa
- Kontakt:
Re: LinuxCNC - pomiar długości narzędzia - instrukcja jak skonfigurować
Ta wartość jest tylko po to, aby w przypadku gdy od z0 do czujnika było daleko maszyna najpierw wykonała szybko przejazd w dół i dopiero zaczęła szukać czujnika niżej. Czas to pieniądz, ja używam narzędzi o podobnej długości a czujnik mam na samym dole, bez sensu skanować od samej góry bo to za długo trwa, wartość z w TOOLSENSOR podajesz dla najdłuższego narzędzia, nie dla oprawki.
-
szatri
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 31
- Posty: 235
- Rejestracja: 23 lut 2011, 15:12
- Lokalizacja: PL
Re: LinuxCNC - pomiar długości narzędzia - instrukcja jak skonfigurować
Wyjaśnię co zrobiłem, nowe narzędzie, założyłem drut średniej długości, zmierzyło, zrobiłem offsety g54 na tej średniej długości, puściłem program testowy:
Przy jego uruchomieniu dostałem komunikat ze program przekracza zakres maszyny osi z, klikam "uruchom mimo to"
poprosił o kolejne narzędzie, założyłem drut długi, przejechał w g54 na z0, kolejne narzędzie, drut najkrótszy (ale w zakresie pomiarowym) i dostaje taki oto komunikat:
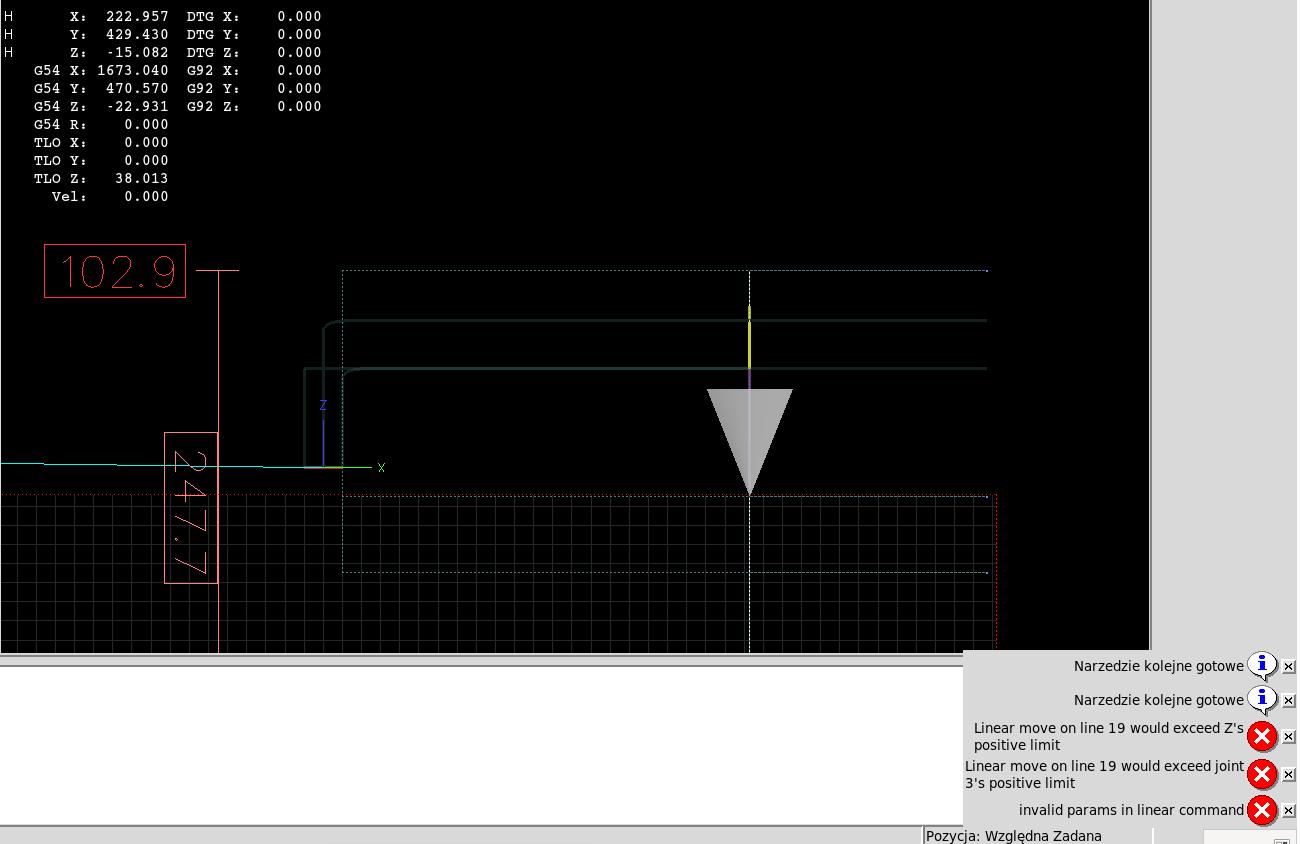
I na tym koniec.
To chyba się układ rozjechał, czy to aby na pewno ta poprawiona procedura co masz na machmaker?
http://machmaker.pl/data/files/linuxcnc_cdn.txt
Dodane 4 minuty 40 sekundy:
Taka jeszcze mała uwaga, przy dużej ilości narzędzi można się pogubić które aktualnie do założenia bo nie ma w komunikacie nic na ten temat.
Dodane 3 minuty 29 sekundy:
Czy to tylko offset do t1 jest wpisany w tabeli?
Kod: Zaznacz cały
N1 G90 G94 G17 G91.1
N2 G21
m6 t1
g43 h1
g54
g0 x-10
y15
z0
g1 f200 x10
m6 t2
g43 h2
g54
g0 x-10
y15
z0
g1 f200 x10
m6 t3
g43 h3
g54
g0 x-10
y15
z0
g1 f200 x10
m6 t1
g43 h1
g54
g0 x-10
y15
z0
g1 f200 x10
g49
N64 M30
%poprosił o kolejne narzędzie, założyłem drut długi, przejechał w g54 na z0, kolejne narzędzie, drut najkrótszy (ale w zakresie pomiarowym) i dostaje taki oto komunikat:
I na tym koniec.
To chyba się układ rozjechał, czy to aby na pewno ta poprawiona procedura co masz na machmaker?
http://machmaker.pl/data/files/linuxcnc_cdn.txt
Dodane 4 minuty 40 sekundy:
Taka jeszcze mała uwaga, przy dużej ilości narzędzi można się pogubić które aktualnie do założenia bo nie ma w komunikacie nic na ten temat.
Dodane 3 minuty 29 sekundy:
Czy to tylko offset do t1 jest wpisany w tabeli?
Kod: Zaznacz cały
T1 P1 Z-78.8895 D0.5 ;w0.3
T2 P2 Z38.0126 ;w0.4
T3 P3 Z77.7424 ;w0.5-
 tuxcnc
tuxcnc
- Lider FORUM (min. 2000)
")
- Posty w temacie: 28
- Posty: 7859
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Re: LinuxCNC - pomiar długości narzędzia - instrukcja jak skonfigurować
A co będzie jak sobie kupisz dłuższy frez?drzasiek90 pisze: ↑15 sie 2021, 13:15Ta wartość jest tylko po to, aby w przypadku gdy od z0 do czujnika było daleko maszyna najpierw wykonała szybko przejazd w dół i dopiero zaczęła szukać czujnika niżej. Czas to pieniądz, ja używam narzędzi o podobnej długości a czujnik mam na samym dole, bez sensu skanować od samej góry bo to za długo trwa, wartość z w TOOLSENSOR podajesz dla najdłuższego narzędzia, nie dla oprawki.
Będziesz przepisywał konfigurację?
Może lepiej w zetce założyć serwokrokowiec, ustawić ostrą rampę i szukać czujnika z dużą prędkością?
No bo to twoje rozwiązanie to jest modlitwa o dzwona...
-
drzasiek90
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 62
- Posty: 1760
- Rejestracja: 25 kwie 2016, 11:58
- Lokalizacja: Jodlowa
- Kontakt:
Re: LinuxCNC - pomiar długości narzędzia - instrukcja jak skonfigurować
Program nie obsługuje całej tabeli narzędzi. To procedura, która tak naprawdę wykonuje pomiar narzędzia T1. Skoro i tak zmieniam narzędzie ręcznie, to nie potrzebuje wiedzieć które to aktualnie narzędzie z magazynu, ponieważ magazynu nie mam. W postprocesorze w programie cam mam ustawione, że przy każdej zmianie narzędzia wyświetlam komunikat z opisem narzędzia jakie mam zamontować. Mi po prostu tak jest wygodnie. Dlatego wywołuje zawsze T1M06. Masz kod programu, otwórz go sobie i możesz edytować pod swoje potrzeby.
Dodane 3 minuty 14 sekundy:
Wyszukiwanie czujnika z dużą prędkością też nie będzie uniwersalne, bo nie wiadomo jaki kto ma czujnik, jakie kto ma narzędzie. Jak założysz frez do grawerowania i przyłożysz z dużą prędkością w sztywny czujnik na gibkiej maszynie to też dzwon, narzędzie zniszczone.
Kod jest dostępny, można sobie edytować pod swoje potrzeby, Nie jest to rozwiązanie uniwersalne.
Jest instrukcja jak zrobić przycisk, jak wywołać, jak użyć, resztę każdy chętny misi dostosować do swojej maszyny. Ja tak robię bo tak mi wygodnie, nie miałem żadnego dzwona do tej pory w czujnik.
Dodane 3 minuty 14 sekundy:
Pewnie, że można. Czy ja komuś bronię?
Wyszukiwanie czujnika z dużą prędkością też nie będzie uniwersalne, bo nie wiadomo jaki kto ma czujnik, jakie kto ma narzędzie. Jak założysz frez do grawerowania i przyłożysz z dużą prędkością w sztywny czujnik na gibkiej maszynie to też dzwon, narzędzie zniszczone.
Kod jest dostępny, można sobie edytować pod swoje potrzeby, Nie jest to rozwiązanie uniwersalne.
Jest instrukcja jak zrobić przycisk, jak wywołać, jak użyć, resztę każdy chętny misi dostosować do swojej maszyny. Ja tak robię bo tak mi wygodnie, nie miałem żadnego dzwona do tej pory w czujnik.
-
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 28
- Posty: 7859
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Re: LinuxCNC - pomiar długości narzędzia - instrukcja jak skonfigurować
Ja procedury do obsługi kamery napisałem wiele lat temu i nigdy żadnego dzwona nie miałem.
Po założeniu czujnika wysokości narzędzia połamałem dwa frezy i jedno wiertło, zanim doszedłem że w jednym podprogramie brakuje G43, bo nigdy wcześniej nie było to potrzebne...
Tak więc "u mnie działa" albo "ja dzwona nie miałem" nie świadczy obiektywnie o jakości programu.
Zły program może dobrze działać w pewnym zakresie parametrów.
Sztuką jest przewidzieć wszelkie możliwe sytuacje na zapas, tak żeby w przyszłości okoliczności nie zaskoczyły w najmniej odpowiednim momencie...
Wracając do ręcznej wymiany narzędzia, to trwa ona tak długo, że prędkość najazdu na czujnik staje się sprawą drugorzędną. Ja u siebie (serwokrokowce) najeżdżam F500 i odjeżdżam F100, czyli sam pomiar to czas rzędu kilku sekund. Nawet gdybym urwał z tego połowę, to ile to będzie procent całkowitego czasu na wymianę narzędzia?
Wiem że patrzenie jak wrzeciono zjeżdża 100mm z F500 jest wkurzające, że się wydaje że to trwa wieczność, ale faktycznie to jest nieistotne.
-
szatri
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 31
- Posty: 235
- Rejestracja: 23 lut 2011, 15:12
- Lokalizacja: PL
Re: LinuxCNC - pomiar długości narzędzia - instrukcja jak skonfigurować
Ze tak powiem, wyjaśniliśmy sobie ze to kolejny klopsik, nie wszędzie,nie u wszystkich zadziała. Zgadzam się tuxcnc ze te prędkości zajazdów nie są istotne w amatorskich maszynach.
Wniosek z tego taki ze muszę coś sam zlepić.
Wniosek z tego taki ze muszę coś sam zlepić.






