")
Aż tak proste to nie jest. Trzeba kombinować z parametrami E i L ale puki mi nie potrzebne to poczekam aż ktoś zrobijarucki pisze:G0 x30 z0
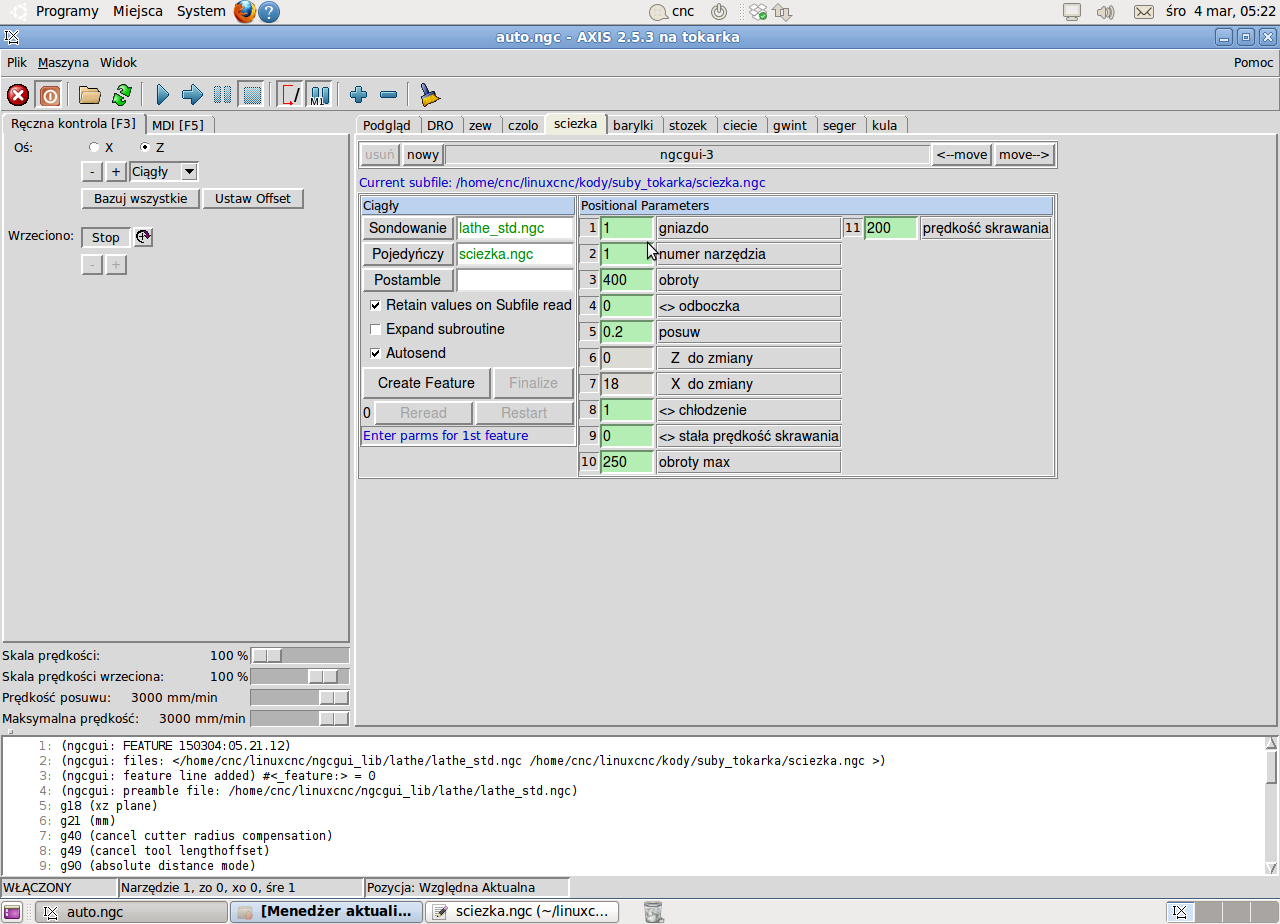
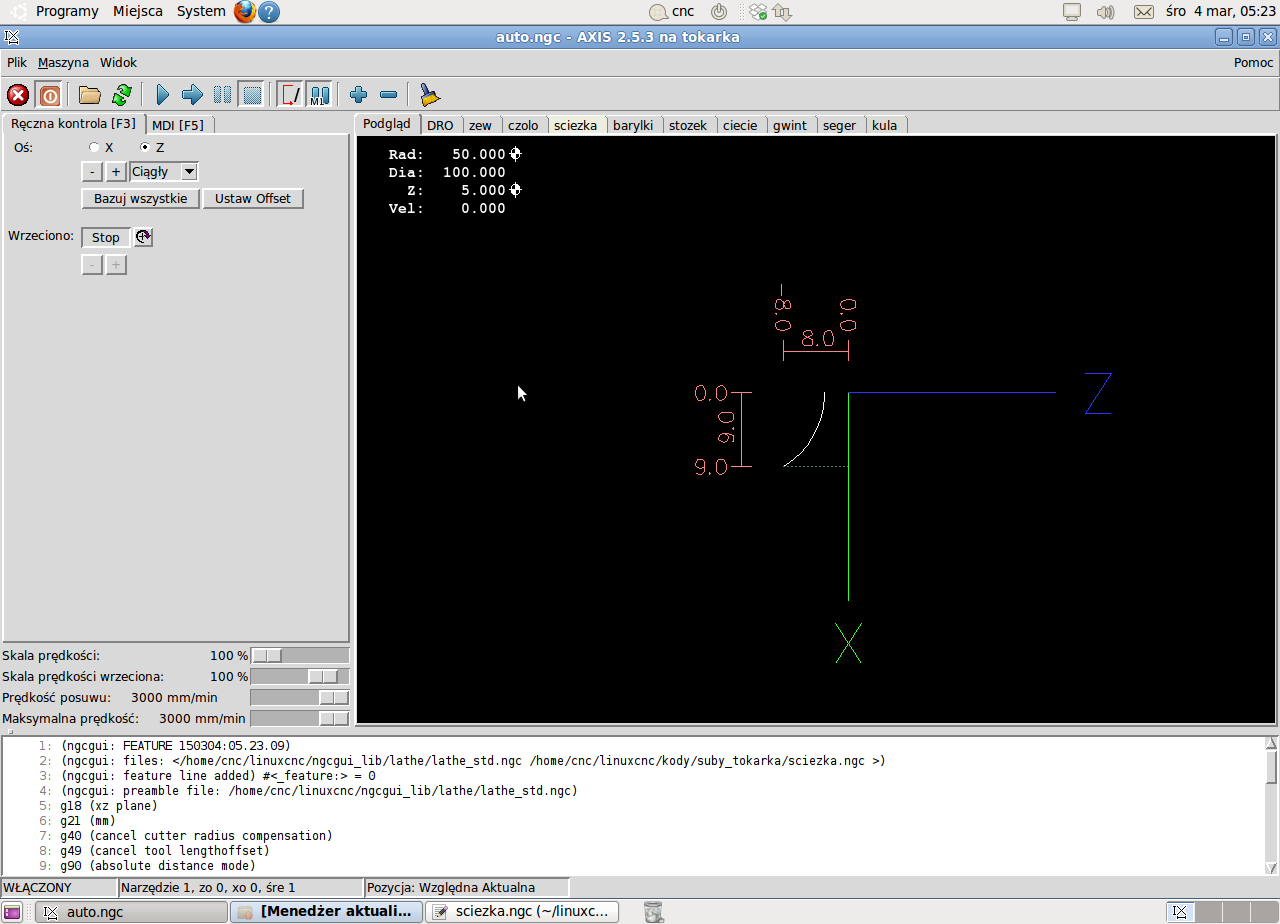
G76 x30 z0 P4 K5 D1 I-30 F50
[ Dodano: 2015-02-27, 17:10 ]
Coś takiego:
w sumie to proste
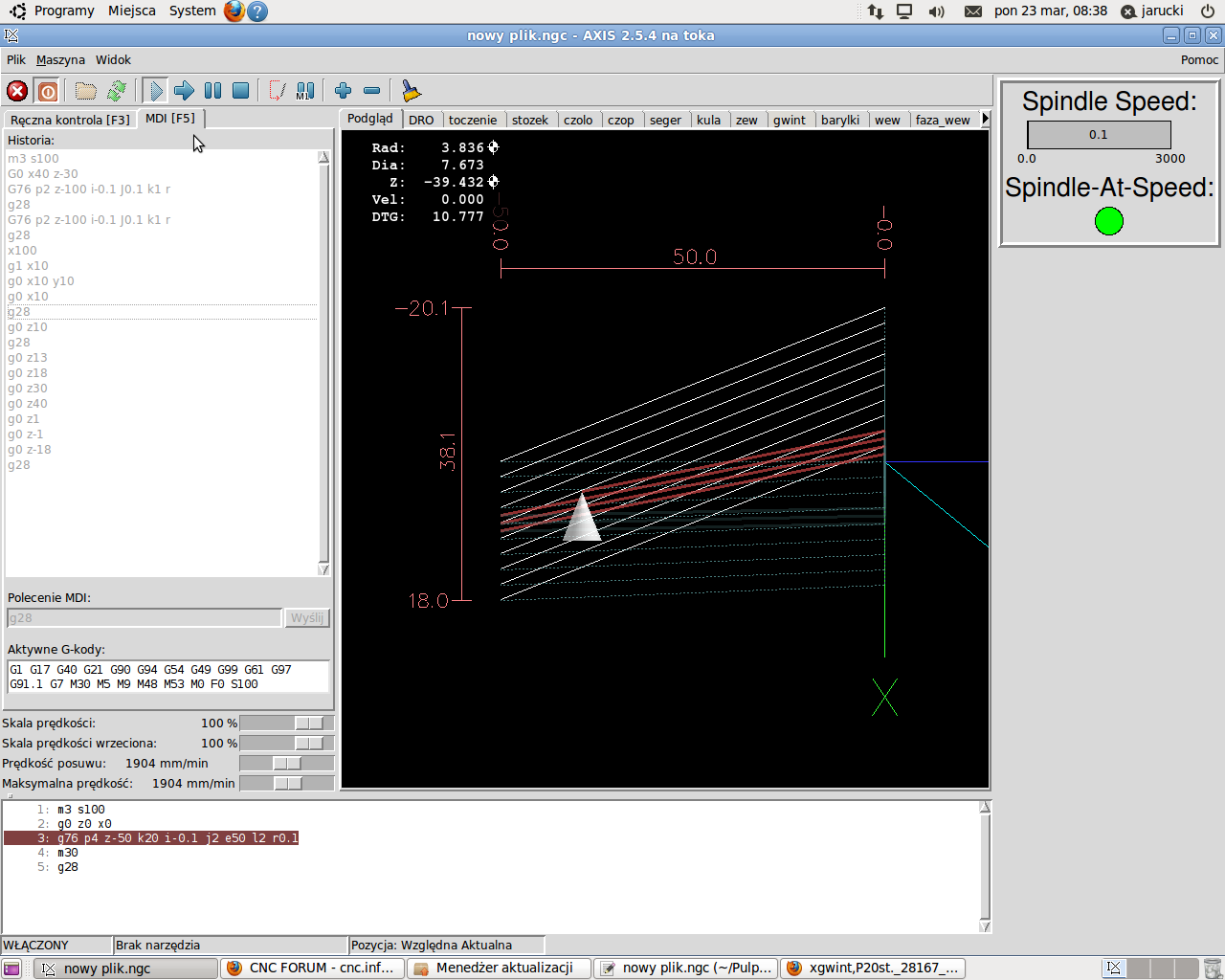
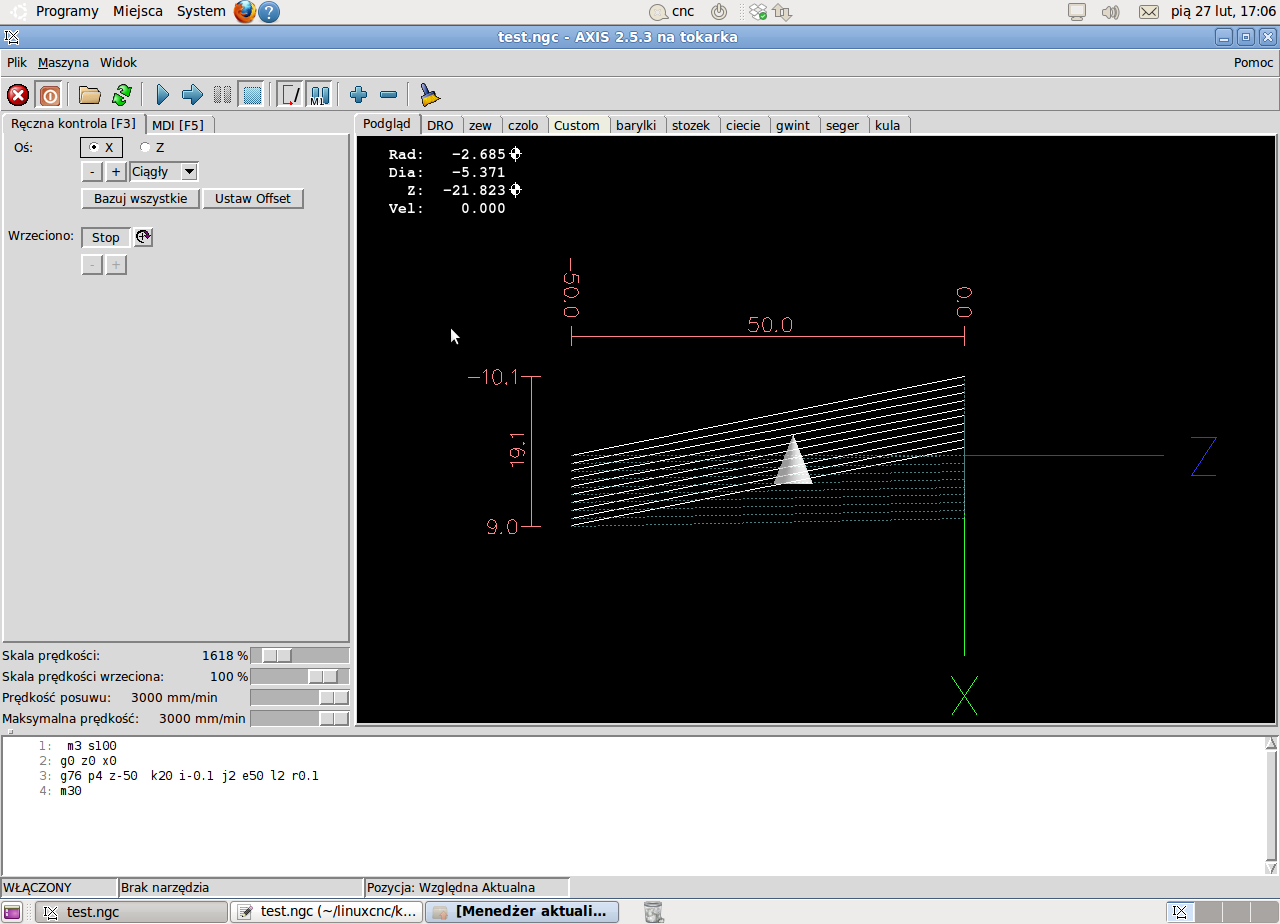
L2 daje prawy gwint L1 - lewy. Stożek dobieramy głębokością gwintu K
E=Z daje pelny stożek, mniejsze daje prosty i stożek


")

")