Wszystko ustawiasz tu
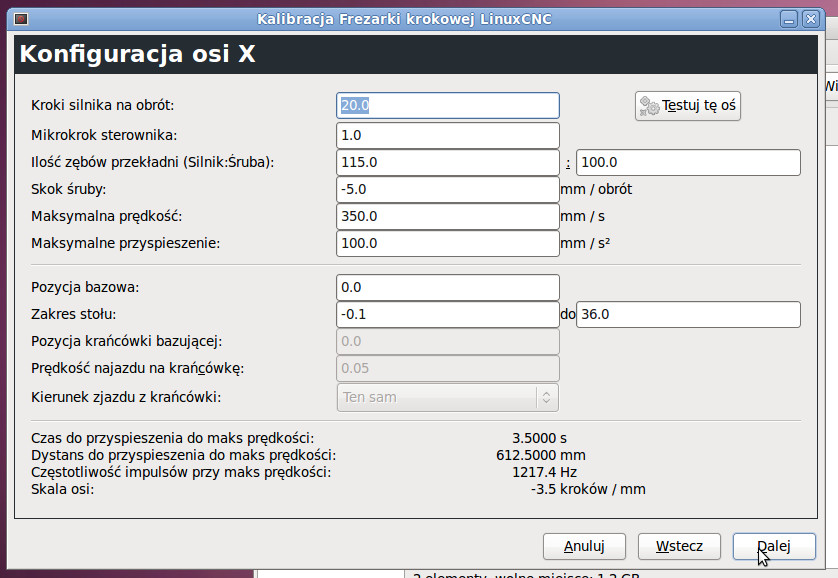 (może masz inny mikro krok na sterowniku niż ustawiony w linux CNC)
(może masz inny mikro krok na sterowniku niż ustawiony w linux CNC)Obsługa, Programowanie i Budowa Maszyn Numerycznych





") (może masz inny mikro krok na sterowniku niż ustawiony w linux CNC)
(może masz inny mikro krok na sterowniku niż ustawiony w linux CNC)



")
Adam przy wyłaczonym kablu od netu 8000-12000adam Fx pisze:O robiłeś Cnofiga i co jaki ten Jiiter wypada?
Wszystko ustawiasz tu
Tarcze mam. Licze że uda mi się uruchomić maszynkę i dorobię go na niej.syntetyczny pisze:ja trochę ambitniej podszedłem do przeróbki, ale też niewiele mi zostało. Zrobił kolega enkoder na wrzecionie?
kamar pisze:W .ini przy parametrach kazdej osi masz:senio pisze: Co i gdzie mam przestawić ?
SKALA = .......... I tu róznie, przy mikrokroku 1:10 i srubie 5mm będzie 400 dopasuj az bedzie grać
Dzięki. Wiem o co chodzi. Uruchomię jeszcze raz step config i tam zapodam poprawne wartości.kamar pisze:Tak , ustawiasz przełącznikami na sterowniku. U mnie 1/10 sprawdza się najlepiej.senio pisze: Sterowniki obydwa mdc860. Czy to chodzi o podziału kroku 1/256 ?
I wtedy masz -
200 kroków slnika x 10 mikrokrok / 5mm skoku = 400 do wpisania w skale
Z tego co doczytałem tutajkamar pisze: To nie jest dobra metoda
Edytuj plik .ini i tam wstawiaj wartości. Trzeba to wyczaić bo polegniesz wcześniej czy póżniej.


Kod: Zaznacz cały
# Generated by stepconf 1.1 at Sat Feb 14 02:01:21 2015
# Jeśli zmodyfikujesz ten plik zmainy zostaną
# nadpisane gdy uruchomisz ponownie Stepconf
[EMC]
MACHINE = cnc
DEBUG = 0
[DISPLAY]
DISPLAY = axis
EDITOR = gedit
POSITION_OFFSET = RELATIVE
POSITION_FEEDBACK = ACTUAL
MAX_FEED_OVERRIDE = 1.2
INTRO_GRAPHIC = linuxcnc.gif
INTRO_TIME = 0
PROGRAM_PREFIX = /home/senio/linuxcnc/nc_files/ngcgui_lib/lathe
INCREMENTS = 5mm 1mm .5mm .1mm .05mm .01mm .005mm
TKPKG = Ngcgui 1.0
NGCGUI_FONT = Helvetica -10 normal
OPEN_FILE = /home/senio/linuxcnc/start.ngc
NGCGUI_PREAMBLE = lathe_std.ngc
NGCGUI_SUBFILE = zew.ngc
#NGCGUI_SUBFILE = wew.ngc
#NGCGUI_SUBFILE = czolo.ngc
NGCGUI_SUBFILE = gwint.ngc
NGCGUI_SUBFILE = kula.ngc
#NGCGUI_SUBFILE = stozek.ngc
#NGCGUI_SUBFILE = czolo.ngc
NGCGUI_SUBFILE = ""
NGCGUI_OPTIONS = noiframe
DISPLAY = axis
LATHE = 1
EDITOR = gedit
CYCLE_TIME = 0.100
POSITION_OFFSET = RELATIVE
POSITION_FEEDBACK = ACTUAL
MAX_FEED_OVERRIDE = 100
MAX_SPINDLE_OVERRIDE = 1.2
INTRO_GRAPHIC = linuxcnc.gif
INTRO_TIME = 0
[FILTER]
PROGRAM_EXTENSION = .png,.gif,.jpg Greyscale Depth Image
PROGRAM_EXTENSION = .py Python Script
png = image-to-gcode
gif = image-to-gcode
jpg = image-to-gcode
py = python
[TASK]
TASK = milltask
CYCLE_TIME = 0.010
[RS274NGC]
PARAMETER_FILE = linuxcnc.var
[EMCMOT]
EMCMOT = motmod
COMM_TIMEOUT = 1.0
COMM_WAIT = 0.010
BASE_PERIOD = 50000
SERVO_PERIOD = 1000000
[HAL]
HALFILE = cnc.hal
HALFILE = custom.hal
POSTGUI_HALFILE = custom_postgui.hal
[TRAJ]
AXES = 3
COORDINATES = X Z
LINEAR_UNITS = mm
ANGULAR_UNITS = degree
CYCLE_TIME = 0.010
DEFAULT_VELOCITY = 20.00
MAX_VELOCITY = 20.00
[EMCIO]
EMCIO = io
CYCLE_TIME = 0.100
TOOL_TABLE = tool.tbl
[AXIS_0]
TYPE = LINEAR
HOME = 0.0
MAX_VELOCITY = 100
MAX_ACCELERATION = 40.0
STEPGEN_MAXACCEL = 100.0
SCALE = 1000.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = -1000.0
MAX_LIMIT = 1000.0
HOME_OFFSET = 0.0
[AXIS_2]
TYPE = LINEAR
HOME = 0.0
MAX_VELOCITY = 100
MAX_ACCELERATION = 40.0
STEPGEN_MAXACCEL = 100.0
SCALE = 400.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = -1000.0
MAX_LIMIT = 1000.0
HOME_OFFSET = 0.0Już ustawiłem i pokazuje normalnie. Musze iść to sprawdzić teraz przy maszynie bo mam kompa w domu.kamar pisze:Pokaz lathe_std.ngc .
Limity zle usatawione z 0 do -zakres : x zakres do 0
I nie wzoruj się na przedwojennych wpisach, linuxcnc się od tamtej pory zmienił 15 razy
Kod: Zaznacz cały
(not_a_subfile)
g18 (xz plane)
g21 (inches)
g40 (cancel cutter radius compensation)
g49 (cancel tool lengthoffset)
g90 (absolute distance mode)
g95 (units/min feedrate)
g54 (Coordinate system 1 default)
#<tol> = 0.001
g64 p#<tol> (path control stop)





