")
Co do cali jak wyżej. Przy prostym gcodzie np G1 X100 maszyna ustawiona w mm pojedzie do x=100mm a ustawiona w calach pojedzie do x=100cali.Kaytec pisze:Konfiguracja ze zdjęć jest testowa - na wirtualnej maszynie tylko w celu testów, wiec nie patrz na inne wartości.
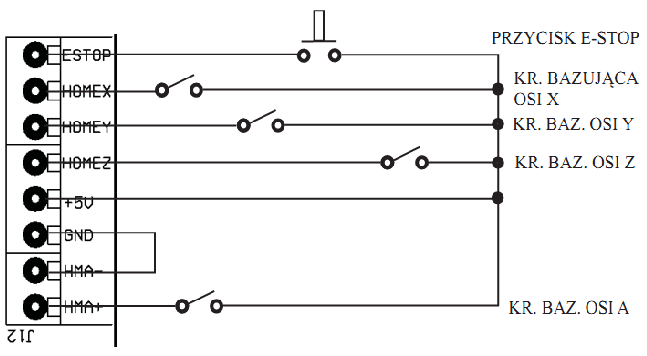
Na ekranie widać czy krańcówka jest wciśnięta czy nie. Wyświetla się symbol ze strzałką.



")
")