LTofik pisze:Czyli twoja teza - że na dłużej ogniskowej można ciąc szybciej sprowadza się raczej do twierdzenia że:
Materiał typu sklejka która jest pofalowana powinna być cięta wolniej (soczewką 2 cale) aby mieć pewność że materiał zostanie docięty na wylot.
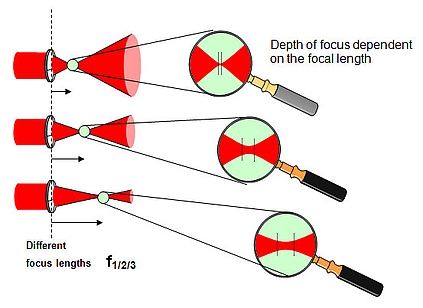
Natomiast przy 2.5 calowej możesz pozwolić sobie na większą prędkość ponieważ sklejka jakby częściej mieści się w przedziale najefektywniejszego skupienia wiązki...
Owszem ma to sens.
Ale przy założeniu ze materiał jest idealnie równy to właśnie soczewka 2 calowa ma przewagę.
Nawet jeśli mam pofalowane formatki, to u mnie nie ma to znaczenia bo są montowane do stołu na zatrzaski. Maksymalna odchyłka w fokusie to 0,5 mm. Tutaj chodzi o szybsze rozproszenie się w materiale wiązki o efektywnej mocy dla cięcia.
LTofik pisze:PS.Ja mam od siebie pytanie:
Ja tnąc sklejkę 3mm uzyskuję taki efekt:
-szczelina "wlotowa" górna przy soczewce 2.5 cala ma około 0,5mm
-szczelina "wylotowa" czyli ta od strony plastra miodu ma grubość powiedzmy mniej niż 0,1mm
U siebie celuję fokus tak, żeby znajdował się w środku ciętego materiału. Przy sklejce 3 mm daje to 1,5 mm poniżej powierzchni. Szczelina jest taka sama na dole i na górze.
LTofik pisze:Zakładam, że to nie kwestia złego fokusowania, bo zakres "focal leght" jest na tej optyce rzędu powiedzmy 8-9mm.
Próbuję to sobie tłumaczyć tym, że górna część sklejki jest mocniej nadmuchiwana szerokim strumieniem powietrza który penetrując szczelinę cięcia zawęża się i przez to słabiej wypala się na boki?
Zawsze po kupnie nowej soczewki robię sobie test fokusa. Wystarczy mieć projekt z liniami ułożonymi równolegle obok siebie w bardzo małej odległości, np. 0,5 mm. Wypalam taki wzór na jakimkolwiek materiale (szkło, sklejka) przy bardzo małej mocy. Materiał musi być lekko pochylony na stole. Linie które są najcieńsze i najbardziej wyraźne dają mi wzór odległości (focusa).
LTofik pisze:Drugie pytanie:
Czy da się w jakiś sposób uniknąć "żółknięcia" górnej części ciętej sklejki w okolicach ścieżki cięcia?
Te żółknięcie powstaje na skutek lokalnego podgrzania materiału czy raczej jest to osad który powstaje z dymu?
(EDYCJA) Próbowałem ciąć z nadmuchem i bez i okazuje się że bez nadmuchu żółknięcie zanika.
Jak to wytłumaczyć?
Praktycznie się nie da. Wyłączenie nadmuchu = osmolona soczewka. Okopcenie wynika z temperatury wokół wiązki. Sama wiązka powoduje raczej odparowanie sklejki niż jej wypalanie.
Wystarczy na sklejkę położyć wilgotną kartkę papieru żeby ślad po cięciu był zdecydowanie bardziej czysty. Można też puścić nadmuch CO2 zamiast powietrza. Jednak zmniejsza to prędkość cięcia i generuje duże koszty. Czasami jednak tak robię, mam duże butle od migomatów to co sobie będę żałował.

Ostatnią kwestią mającą wpływ na prędkość cięcia, a rzadko bierze się to pod uwagę, jest wilgotność materiału. U siebie na noc zawsze zostawiam włączony klimatyzator, wilgotność sklejki rano jest zdecydowanie niższa. Przy dużej wilgotności prędkość cięcia sklejki 3 mm krąży wokół 35 mm/s. Przy wysuszonej sklejce dojeżdżam spokojnie do 40 mm/s. Niby niewiele, ale jeśli ploter pracuje po 10 godzin na dobę to robi się już wyraźna różnica czasowa.
Znaczenie ma też dobry odciąg dymu. Nieskupiona wiązka między lustrami rozprasza się w dymie ze względu na swoją charakterystykę promieniowania laserowego - silna podatność na rozproszenie w dymie, mgle itp.






")

")









