Seneszal pisze: ↑07 mar 2020, 20:46
Znalazłem opcję w Machu3 "Constant Velocity"
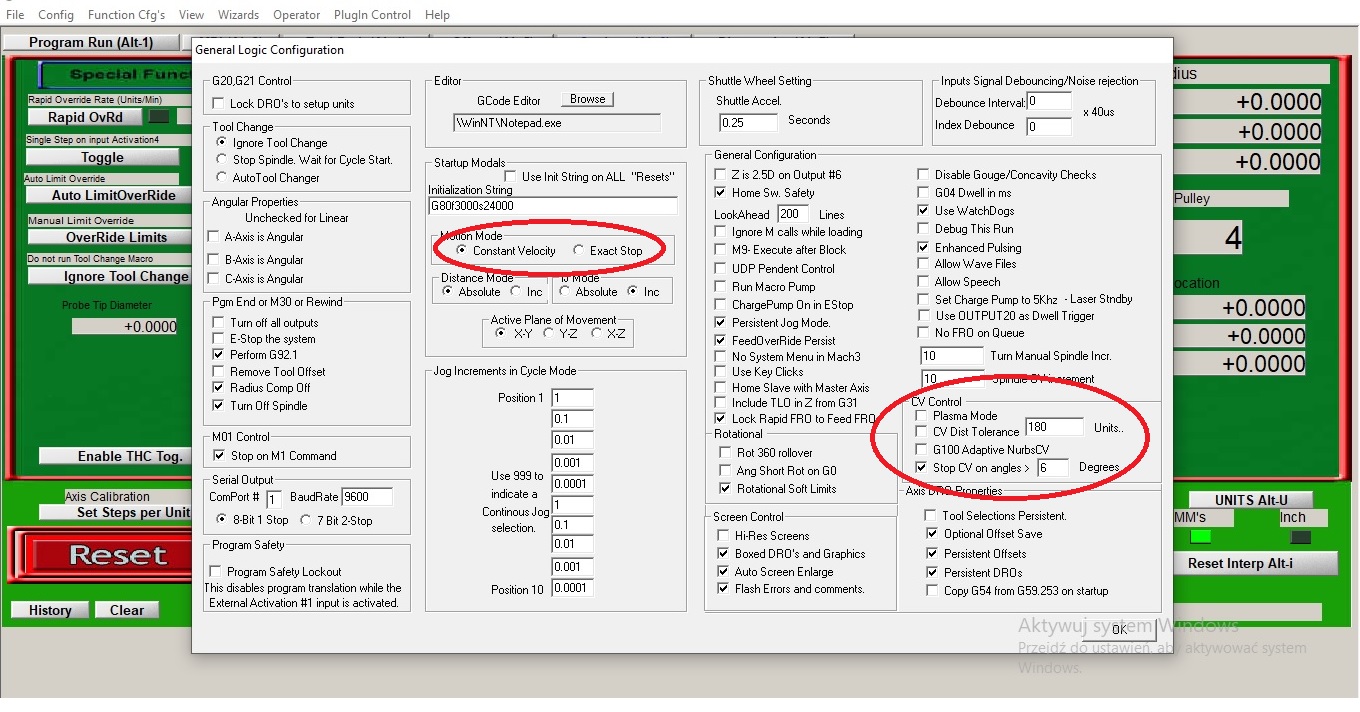
Polega ona na tym, że przy kodzie napisanym na ruchach prostych program zaokrągla łączenia odcinków i dzięki temu nie zwalnia przy każdej kolejnej linii kodu i nie szarpie w związku z tym. Można na przykład ustalić kąt przy jakim zacznie zaokrąglać.
Zdaje się, że w G-kodzie jest to G61 i G64.
Największym świństwem jakie M$ zrobił użytkownikom komputerów było odejście od konsoli tekstowej.
Mamy dzięki temu miliony komputerowych półanalfabetów, którzy potrafią używać tylko myszy, a kiedy nie ma w co kliknąć to po prostu głupieją ...
Ci komputerowi półanalfabeci wymuszają na producentach oprogramowania dodawanie coraz to nowych przycisków i ptaszków, w które mogą klikać, bo wpisanie kilkunastu znaków w edytorze tekstu przekracza ich intelektualne możliwości.
I taka jest właśnie przyczyna istnienia opcji "Constant Velocity" w Machu, której oczywiście BYĆ NIE POWINNO.
Z zasady NIEDOPUSZCZALNA jest sytuacja, gdy tym samym parametrem można sterować z wielu miejsc, bo prowadzi to do tego, że ten sam g-kod może być różnie wykonany nawet na tej samej maszynie.
Nawet nie potrzeba drugiego operatora dopuścić do maszyny, wystarczy że jeden wyrobi sobie nawyk klikania po ustawieniach Macha w zależności od chwilowych potrzeb, a kodu który prawidłowo wykonywał miesiąc temu już prawidłowo nie wykona, bo przecież nie będzie pamiętał w co wtedy klikał ...
Nie wiem jak G64 działa w Machu, ale w Linuxcnc działa tak jak powinno
http://linuxcnc.org/docs/2.6/html/gcode ... ml#sec:G64. Porównać to można do wchodzenia w ostry zakręt rozpędzonym samochodem - trzeba tak skorygować prędkość i kierunek żeby nie wyjechać poza szerokość jezdni. Parametr P oznacza dopuszczalny błąd ścieżki a reszta jest z niego wyliczana automatycznie.
W praktyce P0.1 załatwia sprawę, a dokładności wcale się nie traci, bo szarpiąca maszyna wcale nie wykona pracy dokładniej.
W praktyce dopisuję G64P0.1 jeden raz na początku g-kodu.
Zwykle robią to za mnie programy których używam, bo dopisałem tę linię do postprocesorów, ale nawet gdybym musiał to robić zawsze ręcznie, toby się świat nie zawalił.
Natomiast klikanie ptaszków wcześniej czy później skończy się katastrofą ...




")


")

")






