ArturMAZAK pisze:
wogóle w jakis sposób to wykonać najlepiej, w sumie to przydały by sie dwa wytaczadła, ustawione pod wymiar 33 i 32 H6
Taki detal robiłbym w imadle sinusowym precyzyjnym np takim jak poniżej.
imadło zamocowane do stołu, przystosowane do miękkich szczęk.
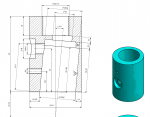
W pozycji 0 stopni wyfrezowane gniazdo fi=48.
W tej pozycji zamocowany detal obrobiony wcześniej od strony M25x1,5
i druga str. splanowana na gotowo na L=70 (operacje tokarskie)
Dalej frezowanie 2 str w imadle sinusowym
Zabazowany (G54) przed obrotem.
Obrót imadła na kąt roboczy i frezowanie gniazd zgrubnie.
Na gotowo to raczej szlifowanie(0,63), wytaczadła nie dadzą
takiej chropowatości.
Dopiero na końcu gniazda M5 i M10x1, kostkę do pozycjonowania detalu
w imadle uniwersalnym zaprojektuj sam.
Jeszcze "oczywista oczywistość" G54 jest obracane w rzeczywistości
względem stałego wałka imadła sinusowego a nie względem x0y0z0,
trzeba to sobie przeliczyć w CAD





")


")

")





")