Przede wszystkim życzenia : Wesołych i pogodnych Świąt Bożego Narodzenia, dla wszystkich
odwiedzających ten temat.
Mam teraz chwilę czasu, więc ruszamy dalej.
Napęd osi Y jak pisałem wcześniej miał być zrobiony na silniku krokowym. Ale po wprowadzeniu napędu na osie X i Z za pomocą silników od wycieraczek, oś Y będzie miała też taki napęd.
Powód to, mam gotowy działający zasilacz dla osi X i dlaczego by nie wykorzystać go do zasilania osi Y wprowadzając tylko przełącznik.
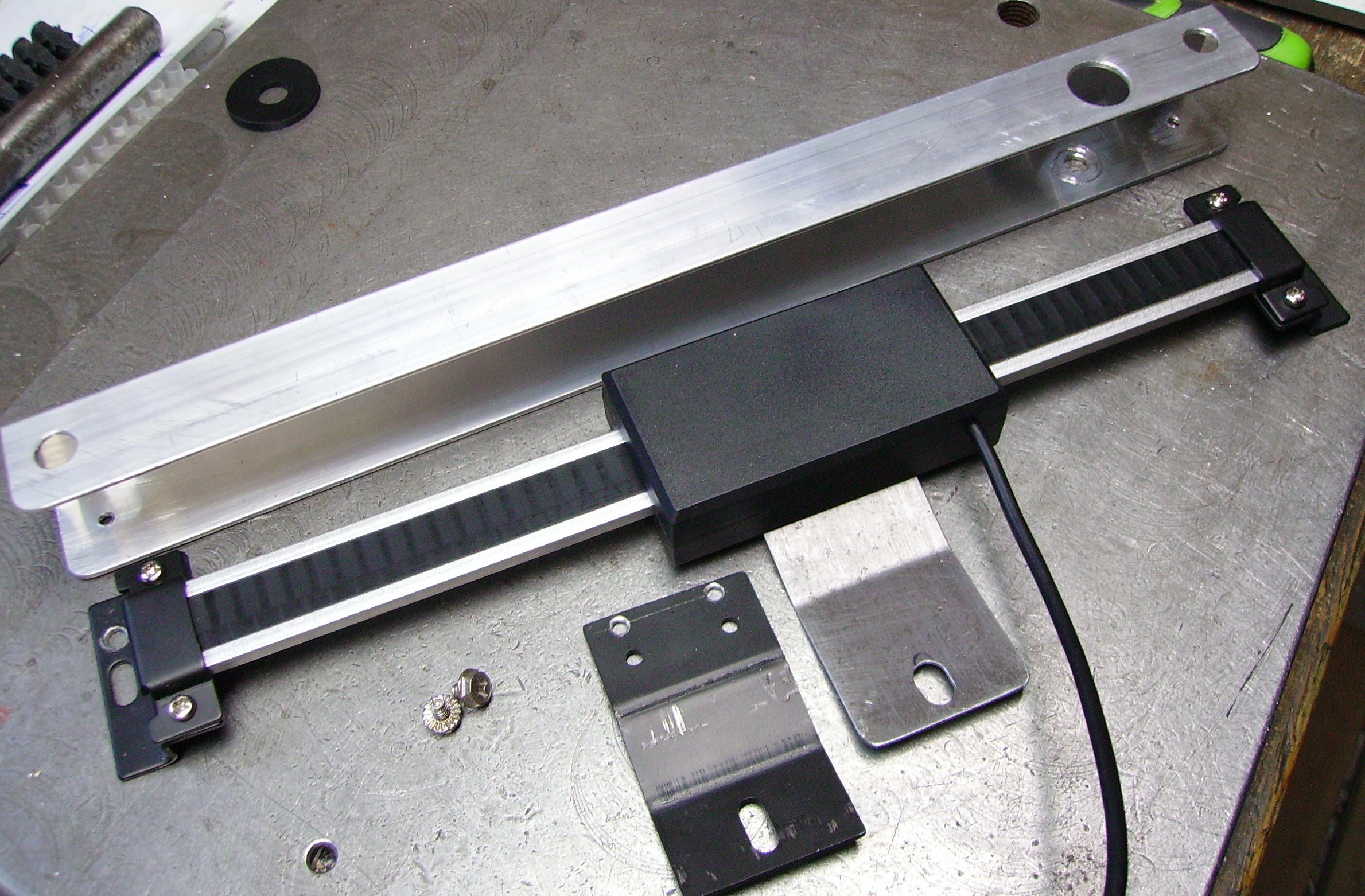
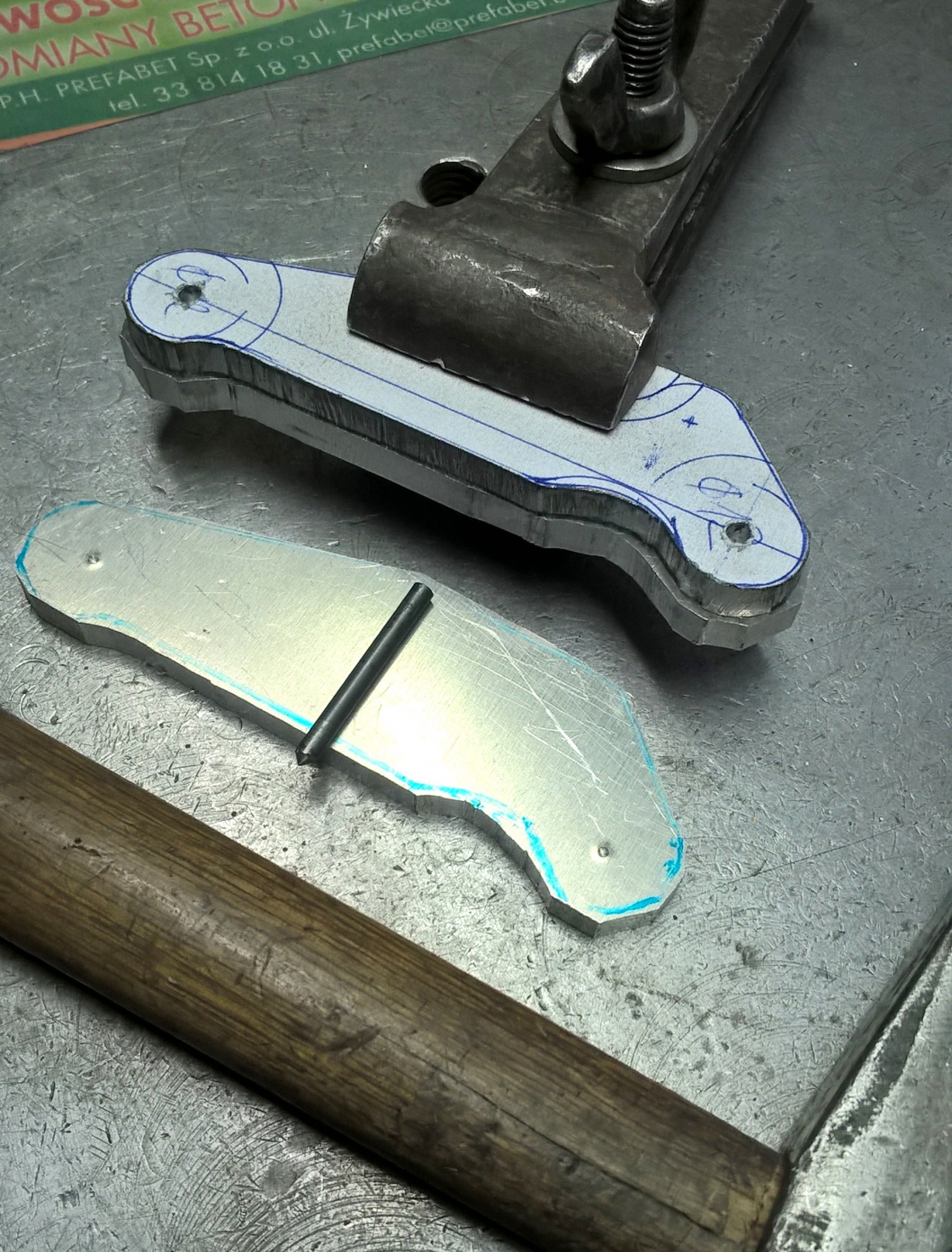
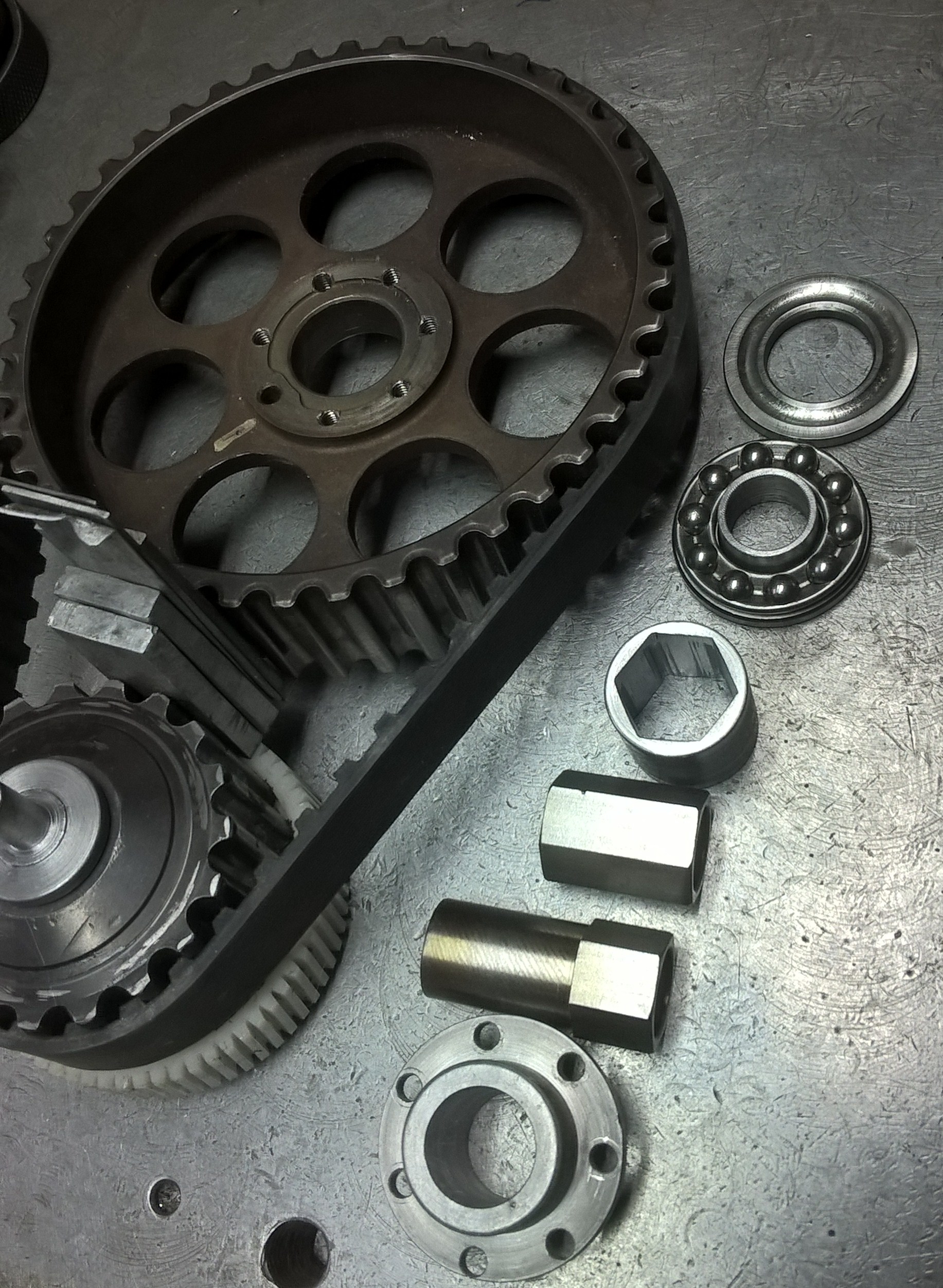
Czas na realizację. Usunięcie poprzedniego mocowania silnika krokowego. Zebranie części na nowy napęd. Zebranie polegało na przeglądnięcie swoich zasobów które są gromadzone po wizytach na złomie.
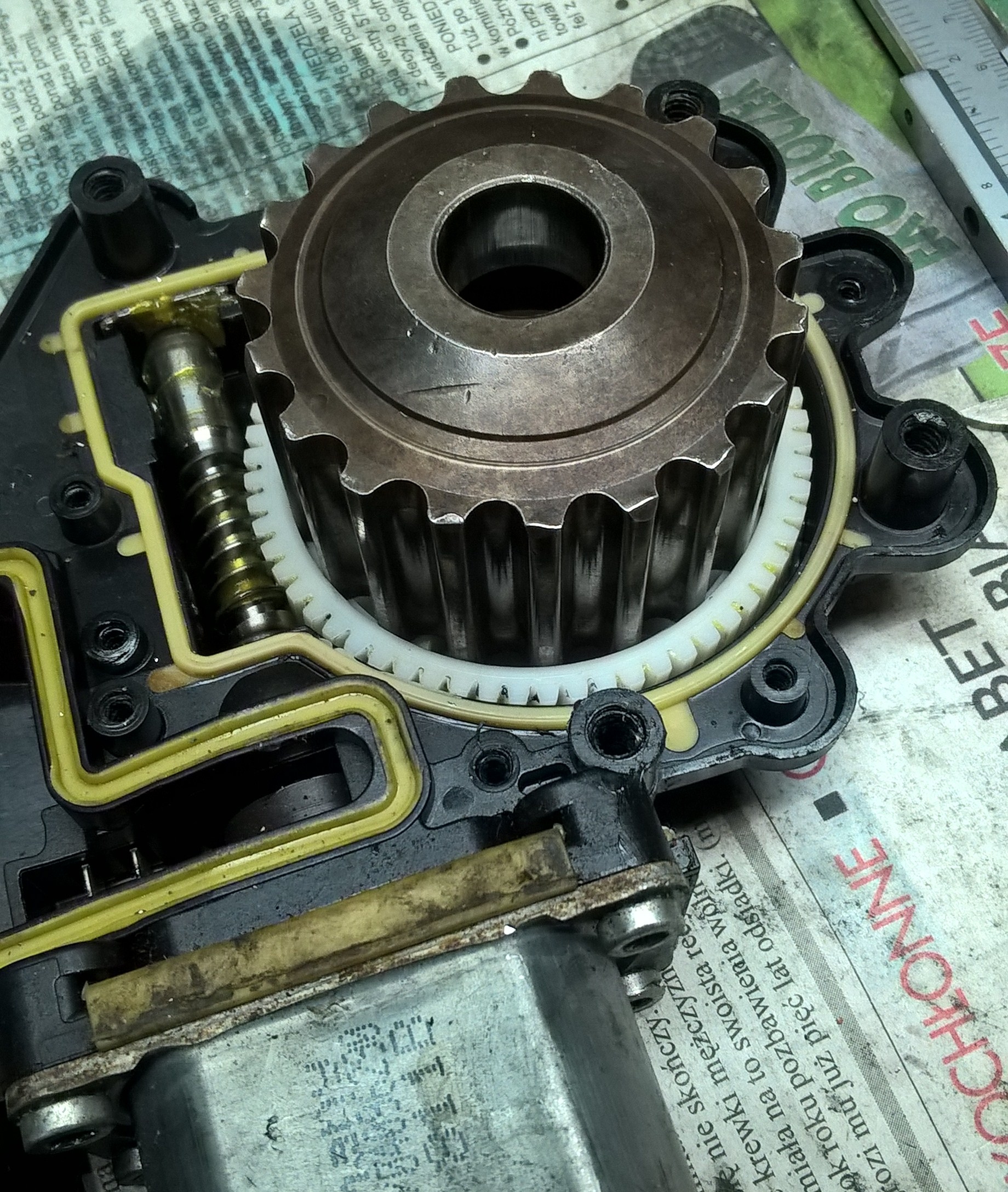
Napęd stanowi silnik wycieraczek samochodowych, pasek zębaty od poloneza, koło zębate rozrządu jakiegoś samochodu oraz koło zębate pompy wodnej silnika samochodowego.
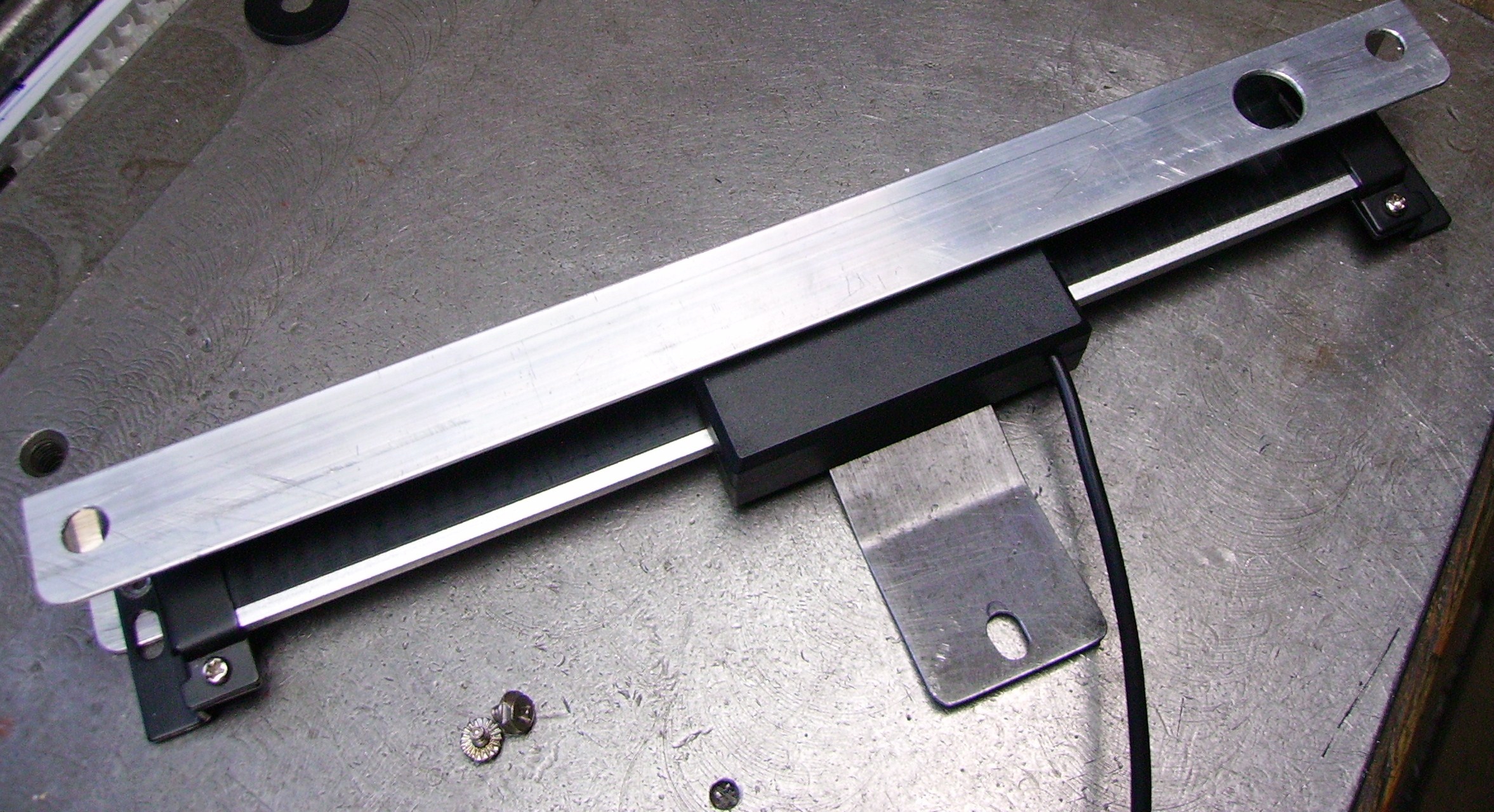
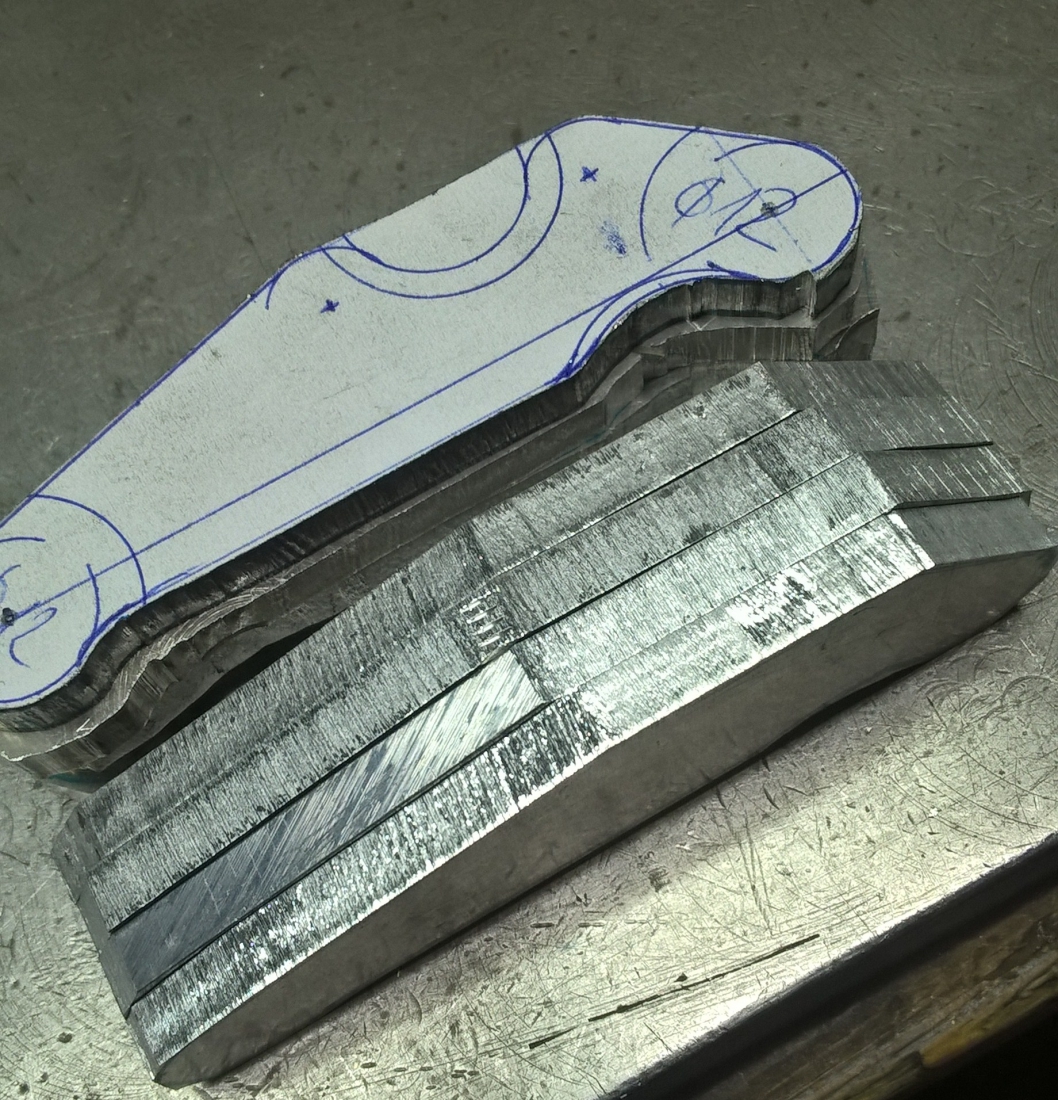
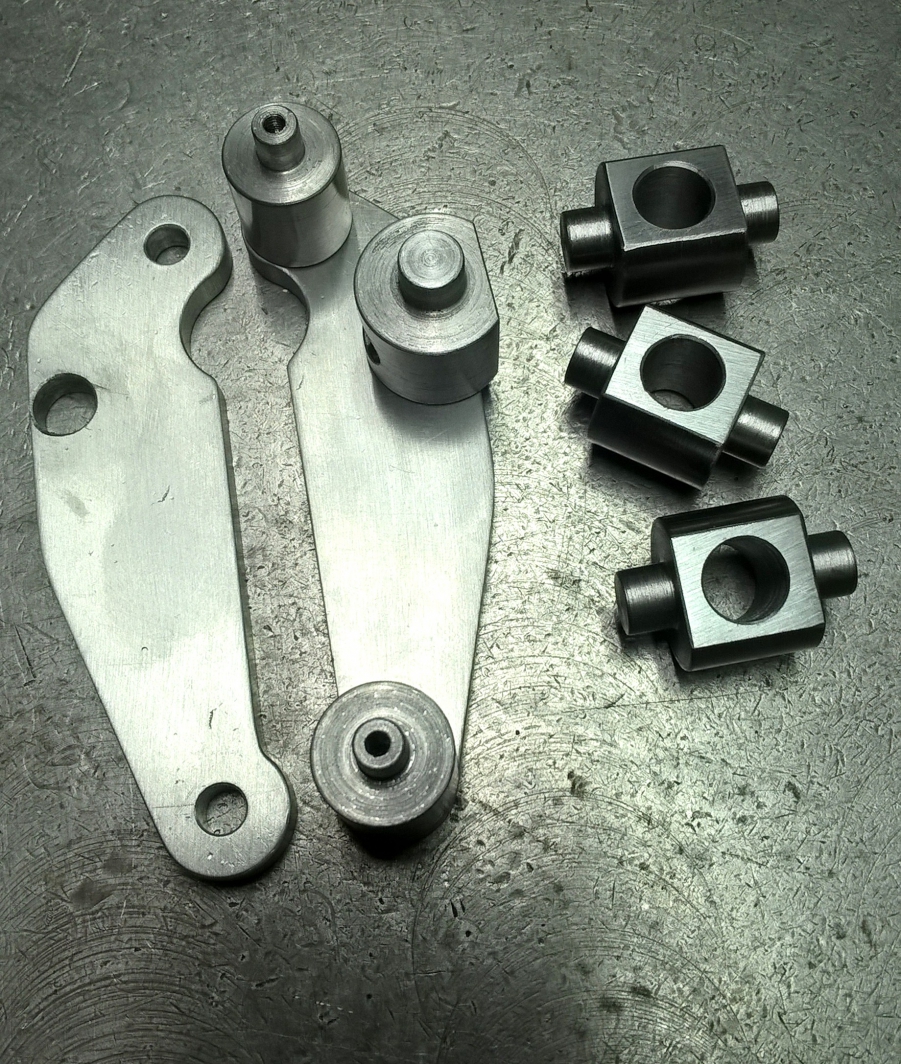
Obudowa napędu wykonana z odpadów kątownika aluminiowego gr.8mm.
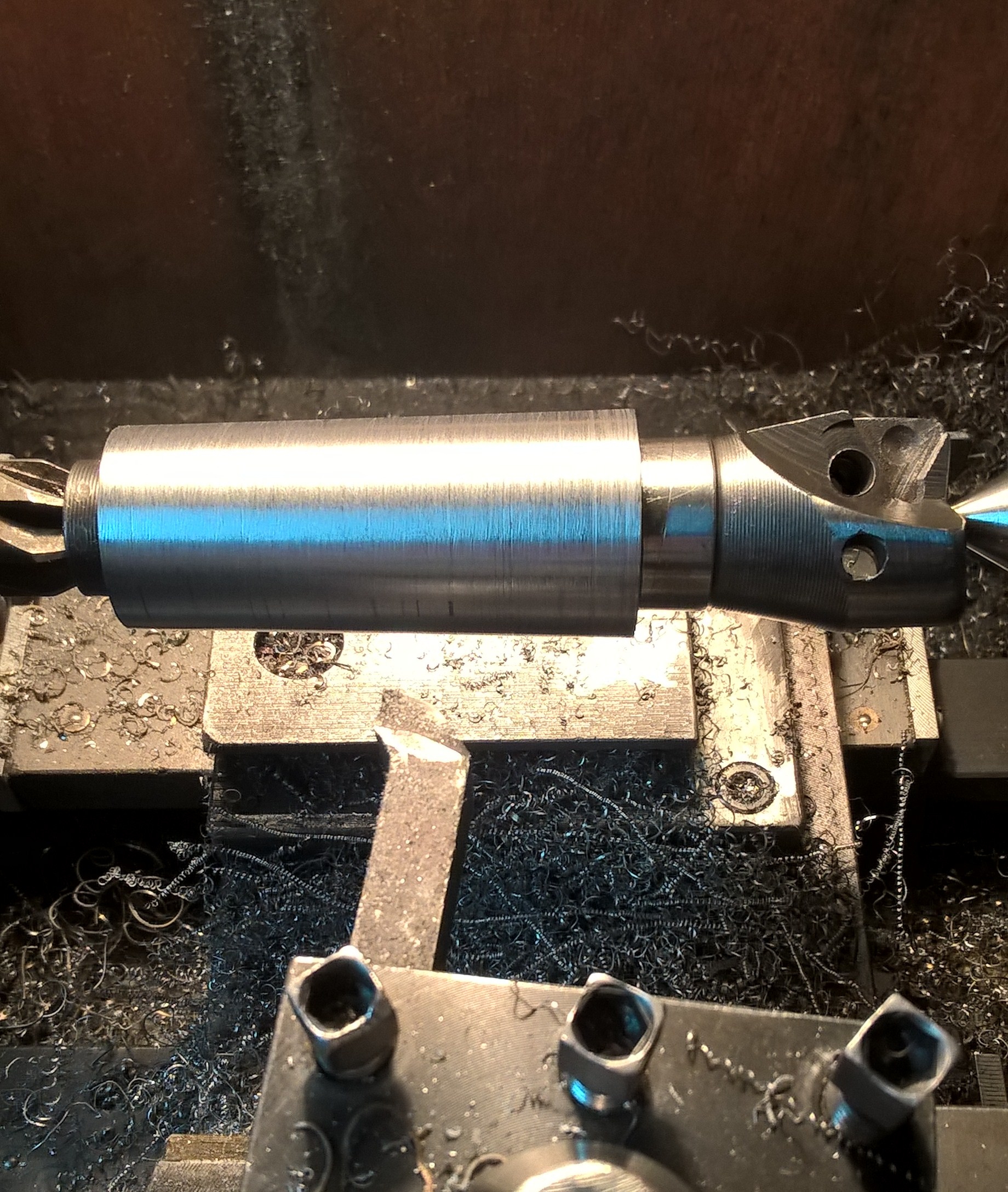
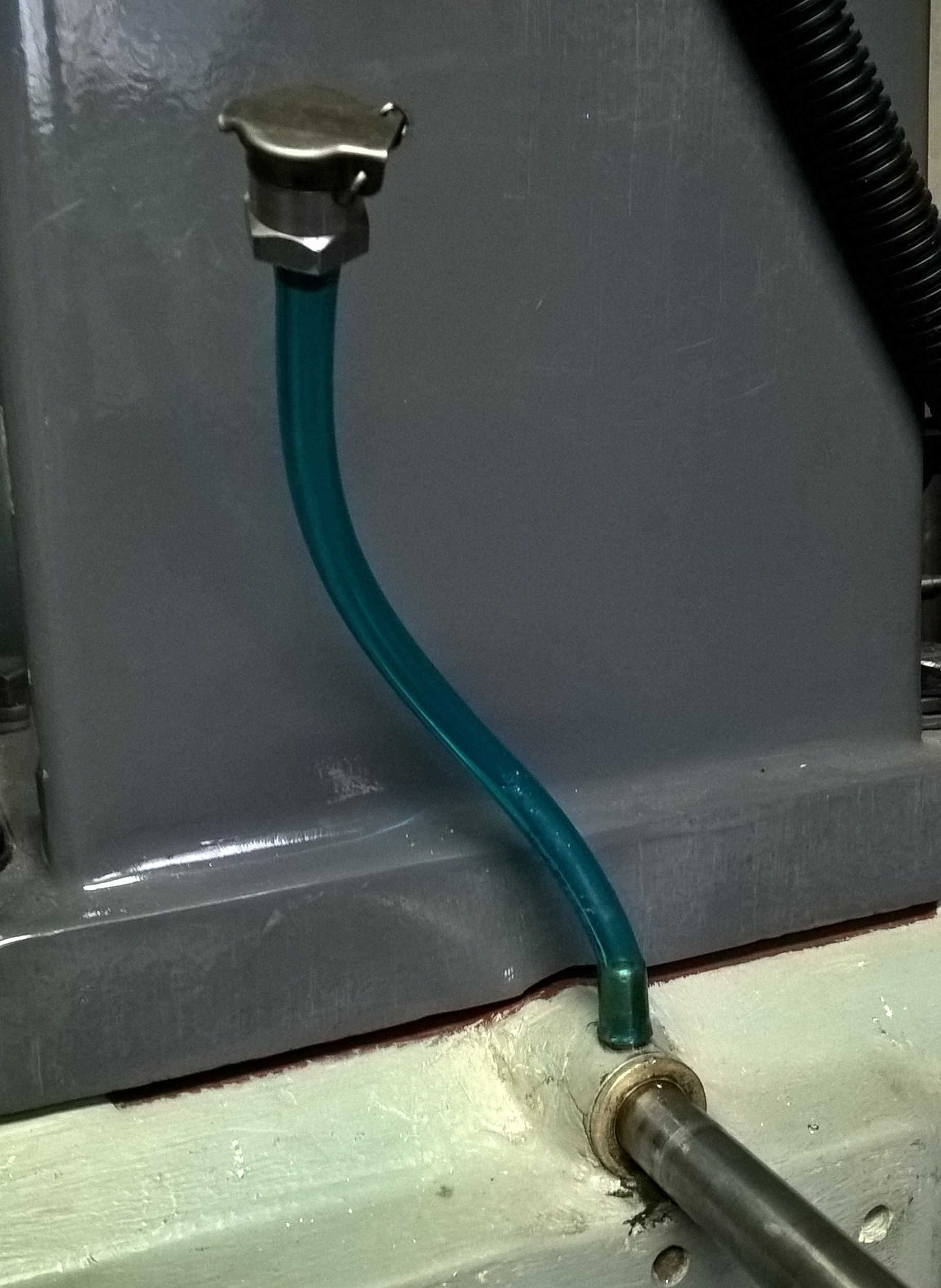
Pasek zębaty po nałożeniu na koła rozparłem by zmierzyć rozstaw. W duże koło i małe wstawiłem tulejki redukcyjne dopasowane do osi. Wykonałem smarowanie przedłużenia śruby napędowej.

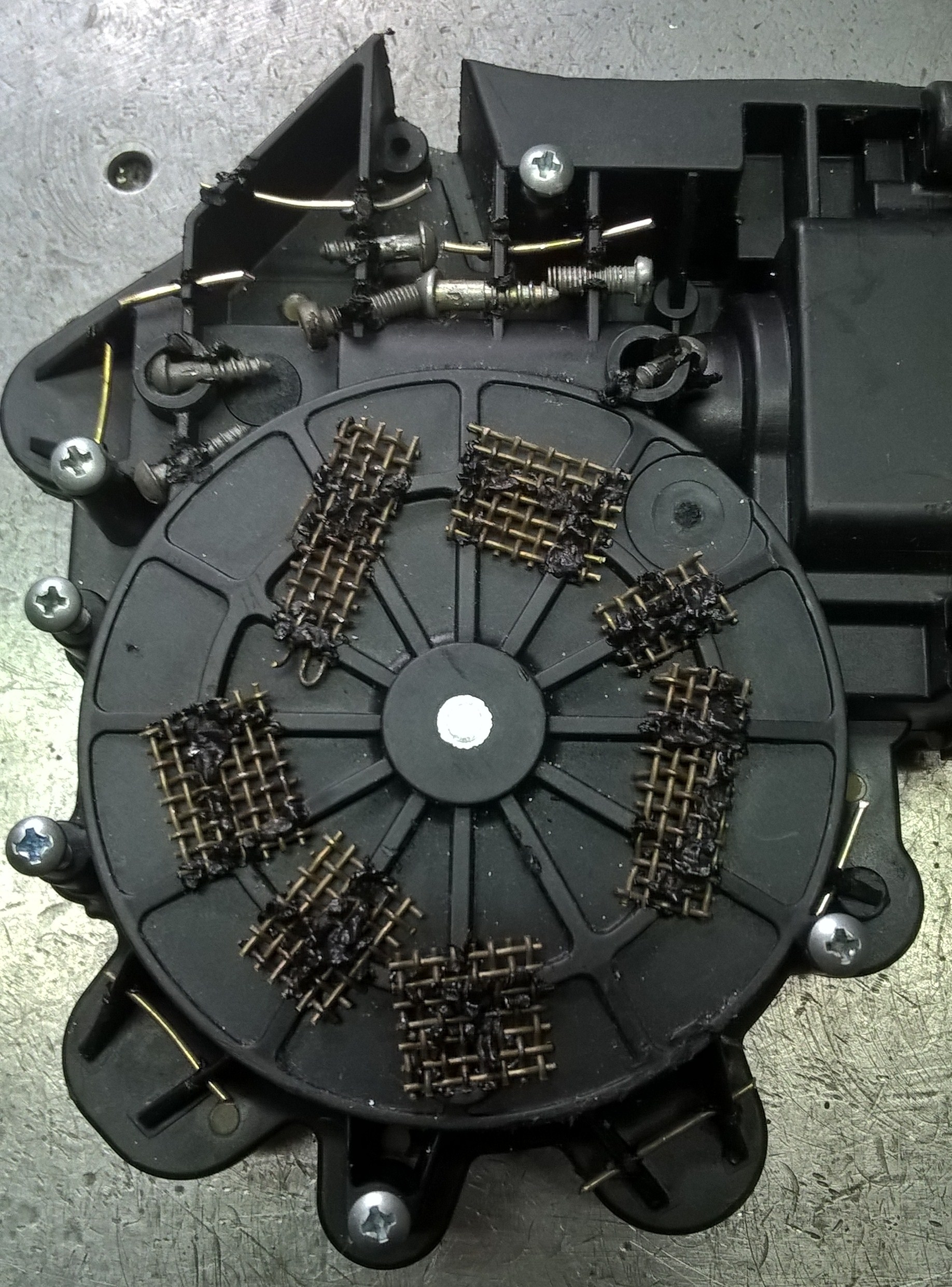
Mocowanie małego koła do zębatego koła ślimacznicy za pomocą żywicy epoksydowej. Wcześniej wykonałem tzw. zamki by to się nie ślizgało.


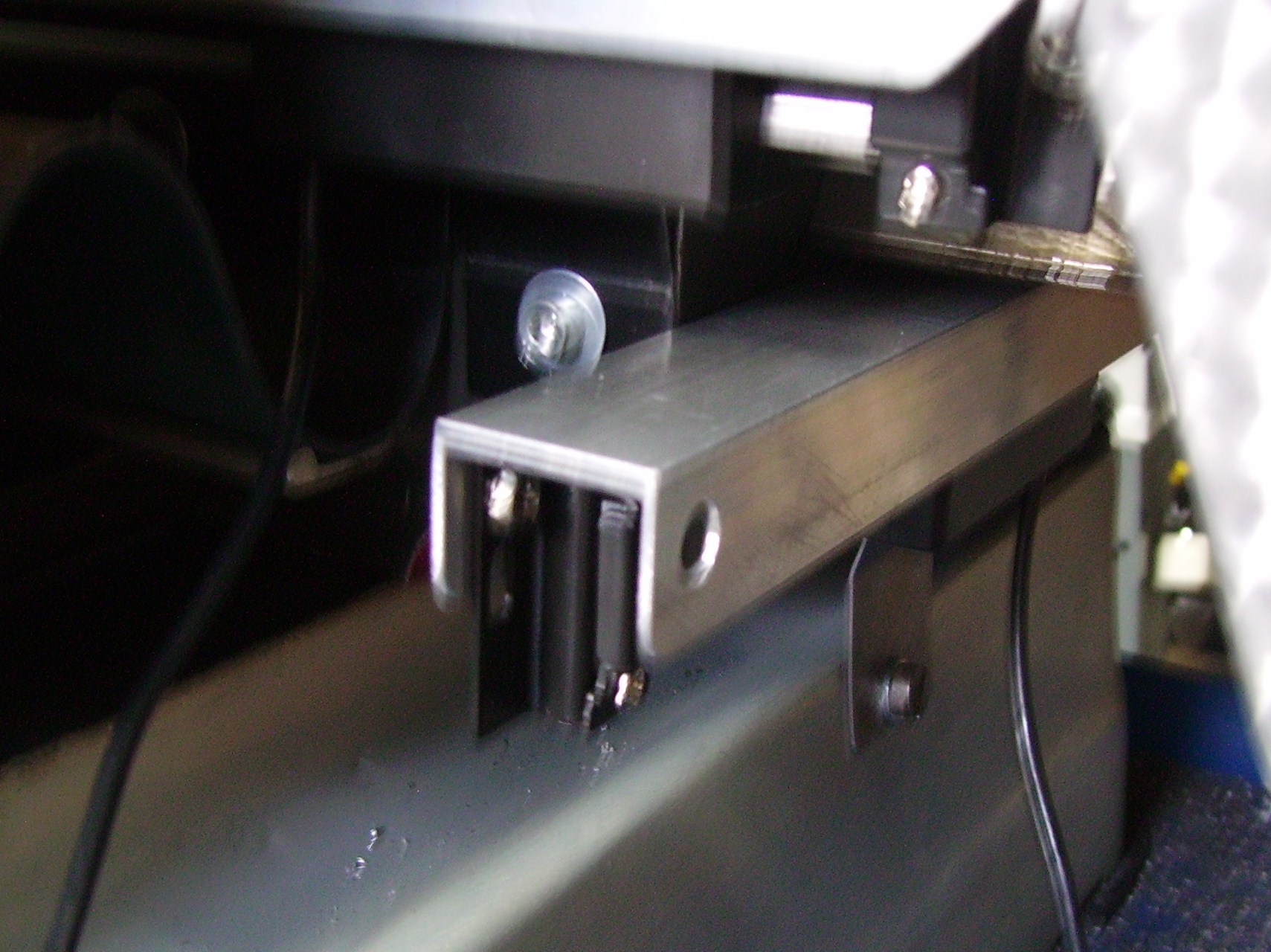
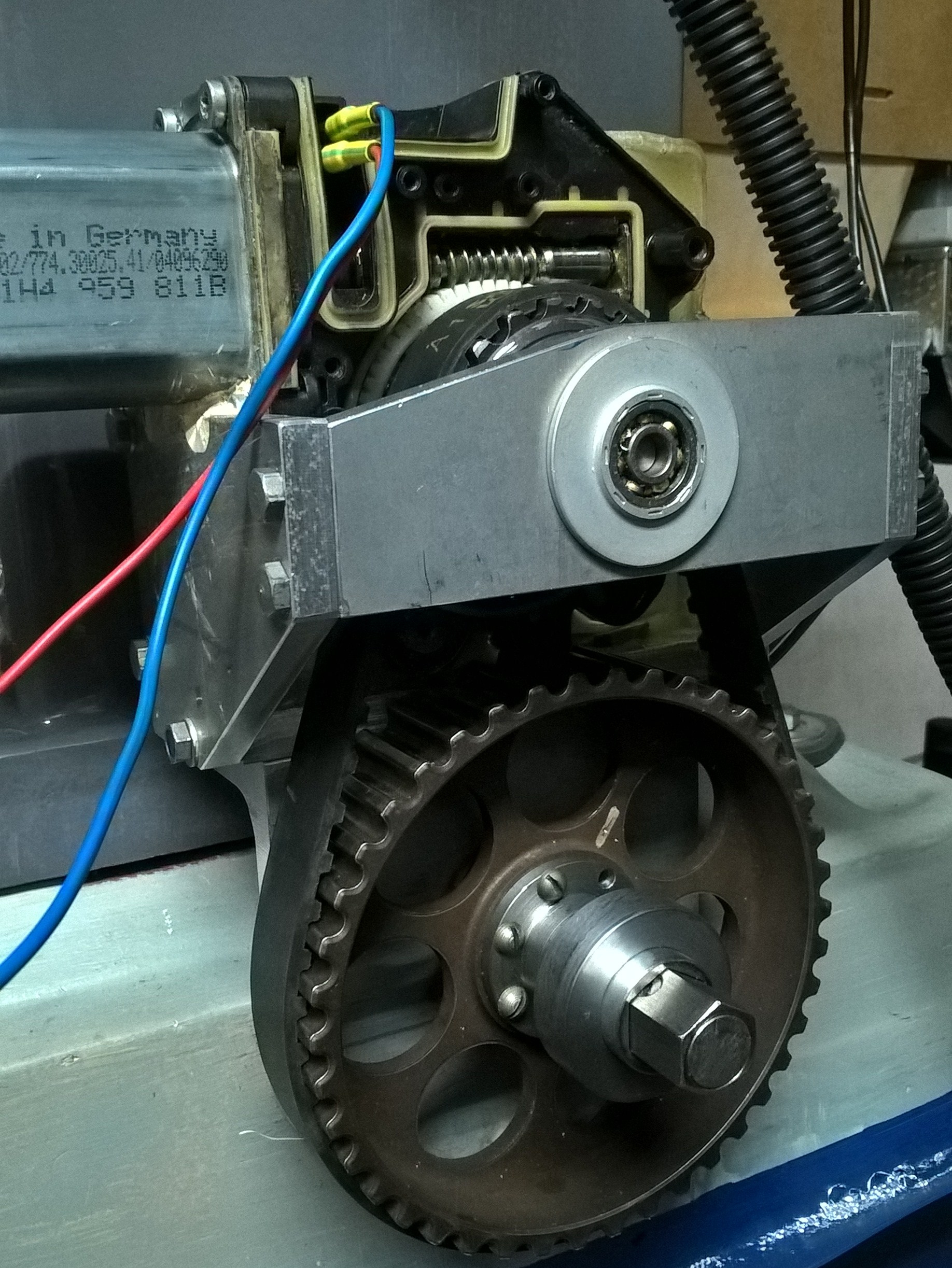
Do korpusu frezarki wykonałem i zamocowałem skrzynkę.


W obudowie silnika i skrzynce wykonałem również zamki.

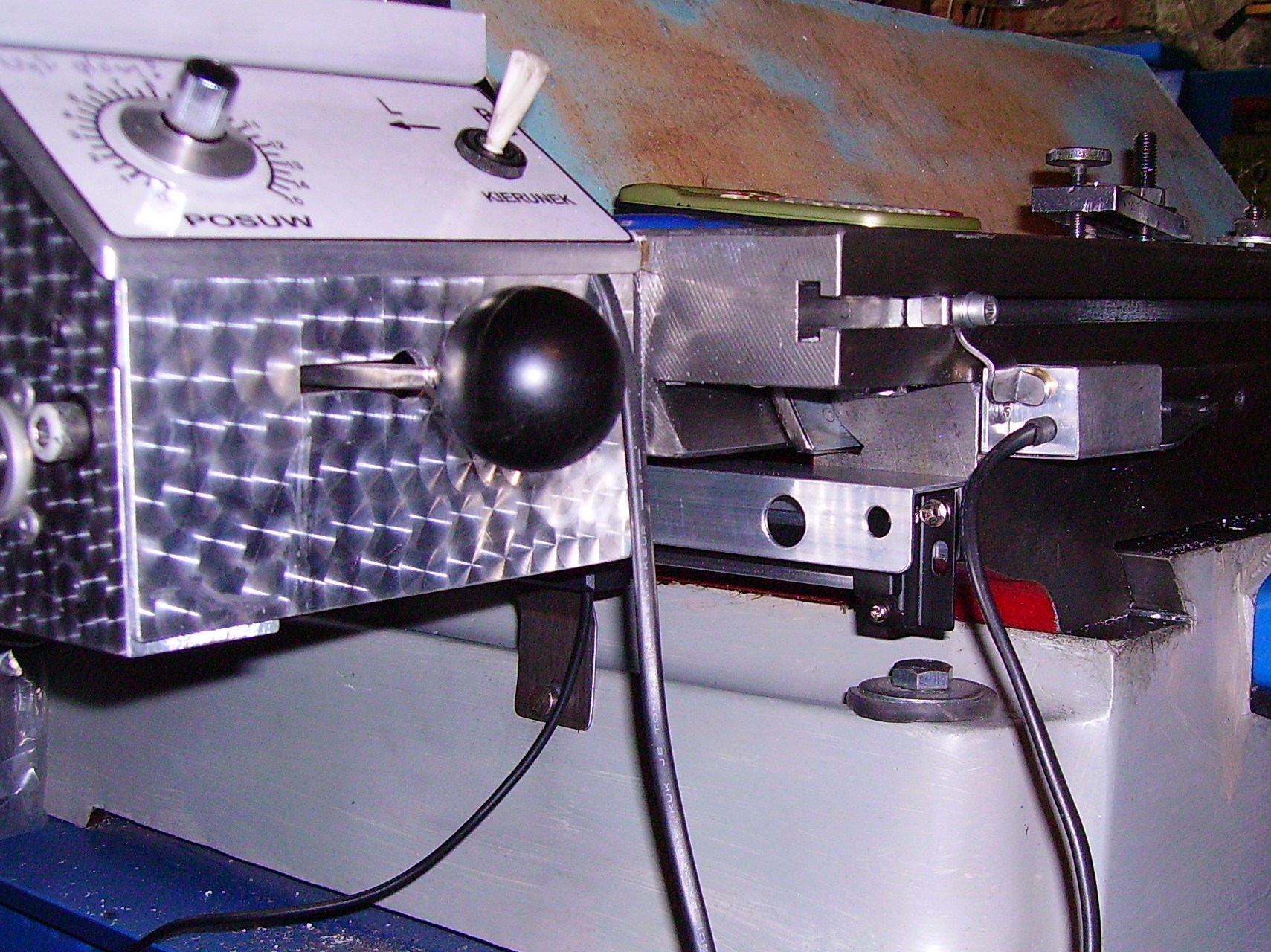
Po zamocowaniu wstępnym do frezarki i sprawdzeniu unieruchomiłem zespół napędowy za pomocą kitu poliestrowego. Następnie obszar do zalania żywicą uszczelniłem. Ułożyłem poziomo i zalałem żywicą. Po stwardnieniu usunąłem elementy niepotrzebne i opiłowałem.
Po zamontowaniu sprawdziłem działanie. Działa zgodnie z założeniami.


C.D.N.




")