")
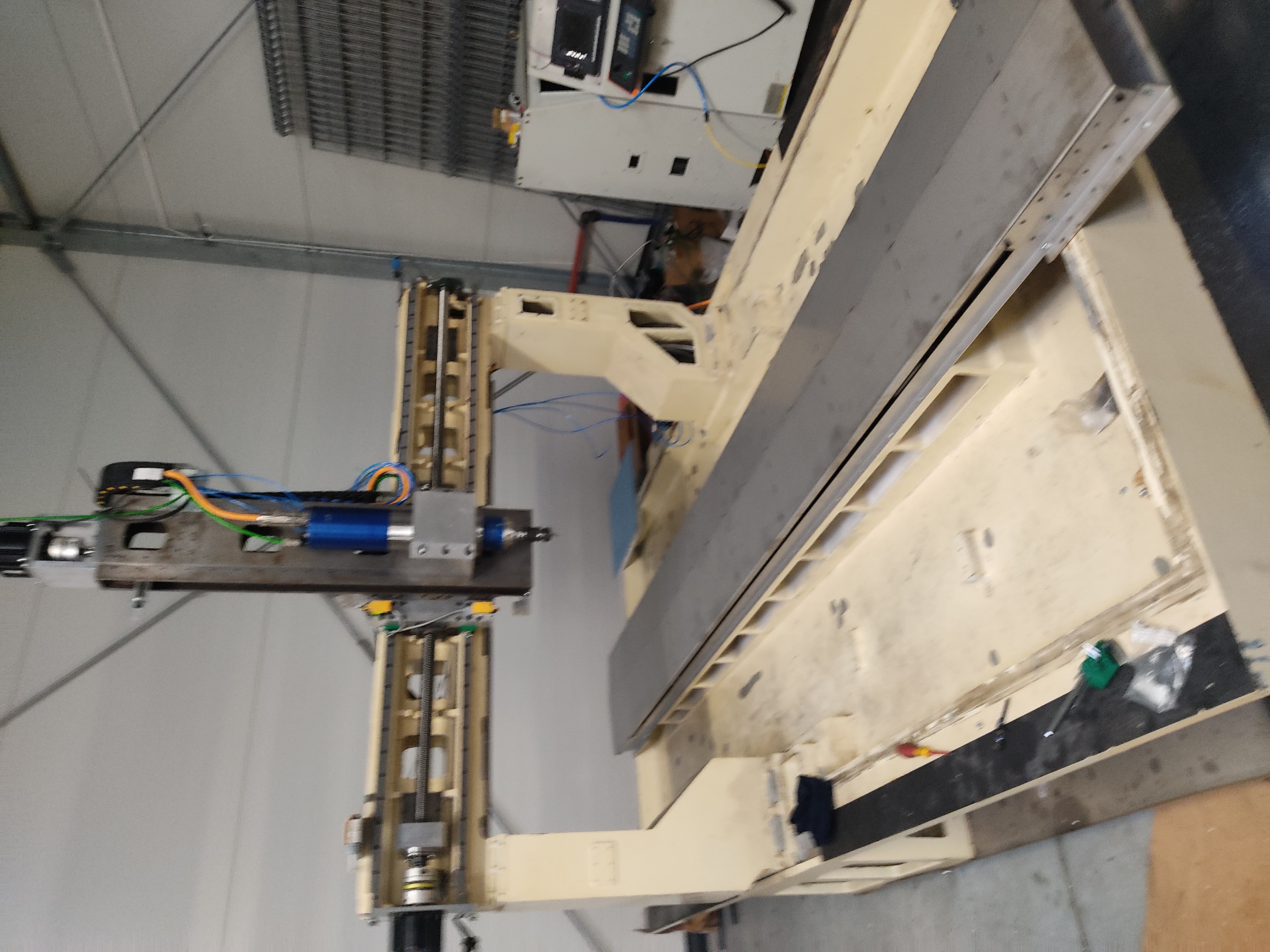
Poczyniłem mały postęp.
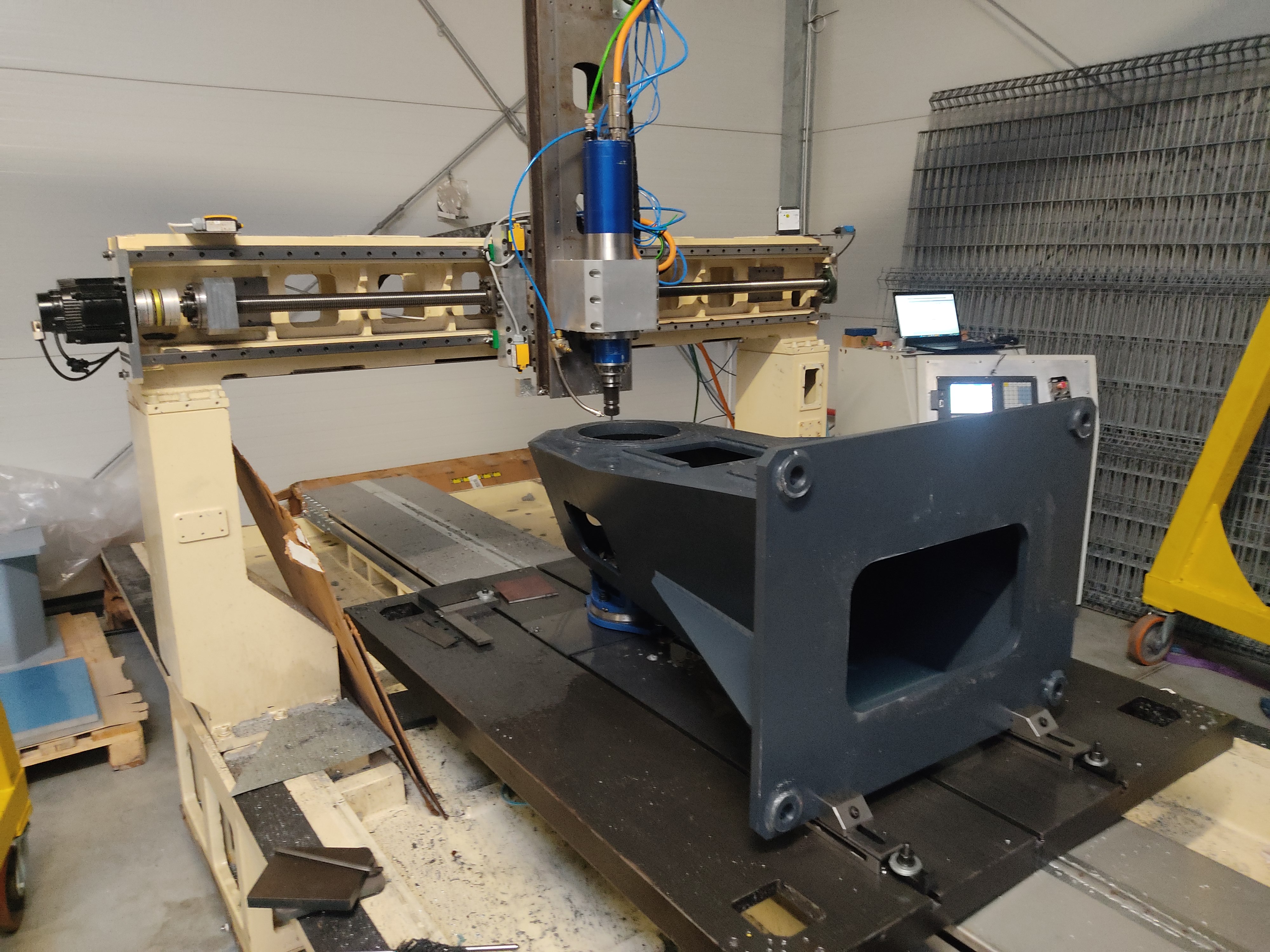
Przefrezowałem i owierciłem sobie płytę, która wyląduje bezpośrednio na łożyskach liniowych osi Y.
Wyszło całkiem sensownie ale nie idealnie, pewnie dla tego że jeszcze jest masa niedoróbek.
Do frezowania użyłem frez fi8 do aluminium, 3p.
Prędkość poswuwu: 1800mm/min
RPM: 15 000
Szerokość frezowania: 4mm
Głębokość frezowania: 3mm
Typ: adaptive clearing.
Coś mam wrażenie lekko drgało oraz za szybko wjeżdżał frez w materiał. Powierzchnia wyszła z grubsza ok, nie czuć przejść pod palcem ale wzorek mi się nie podoba. Ostatni przejazd był również z takimi samymi parametrami jak powyżej.
Z ciekawostek to pobór mocy podczas frezwania przez wrzeciono był zaledwie na poziomie 600W a przy kręceniu w powietrzu około 300W.
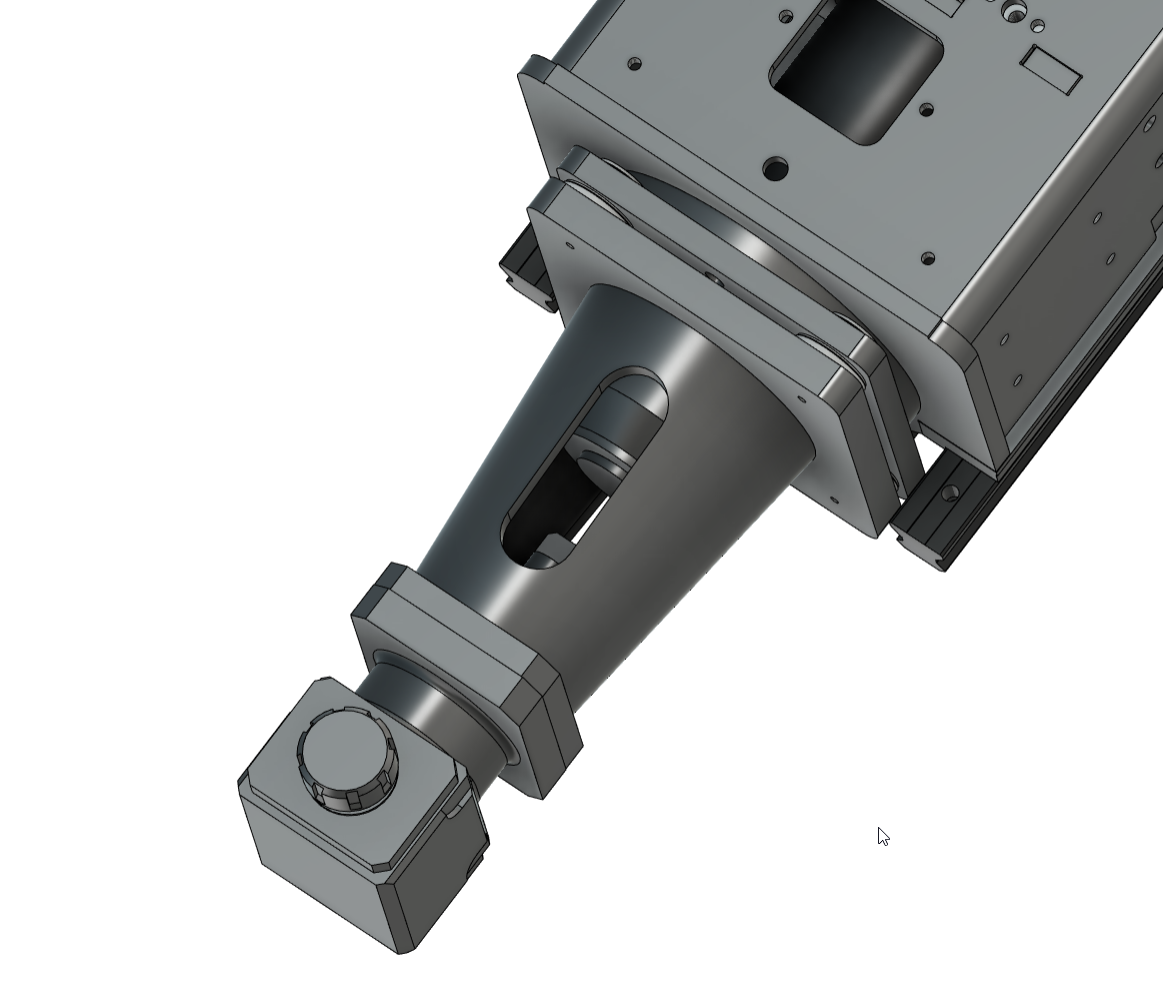
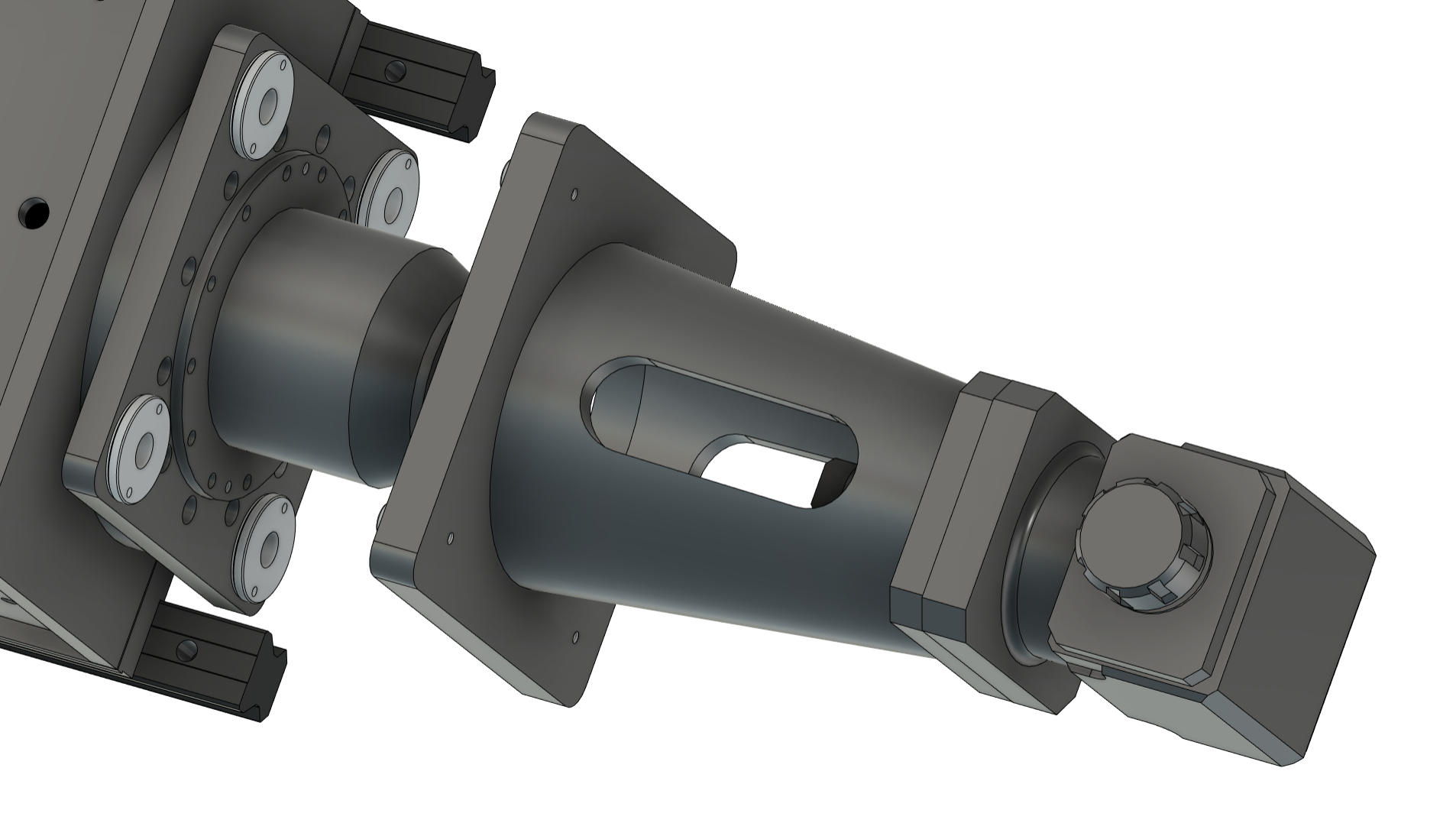
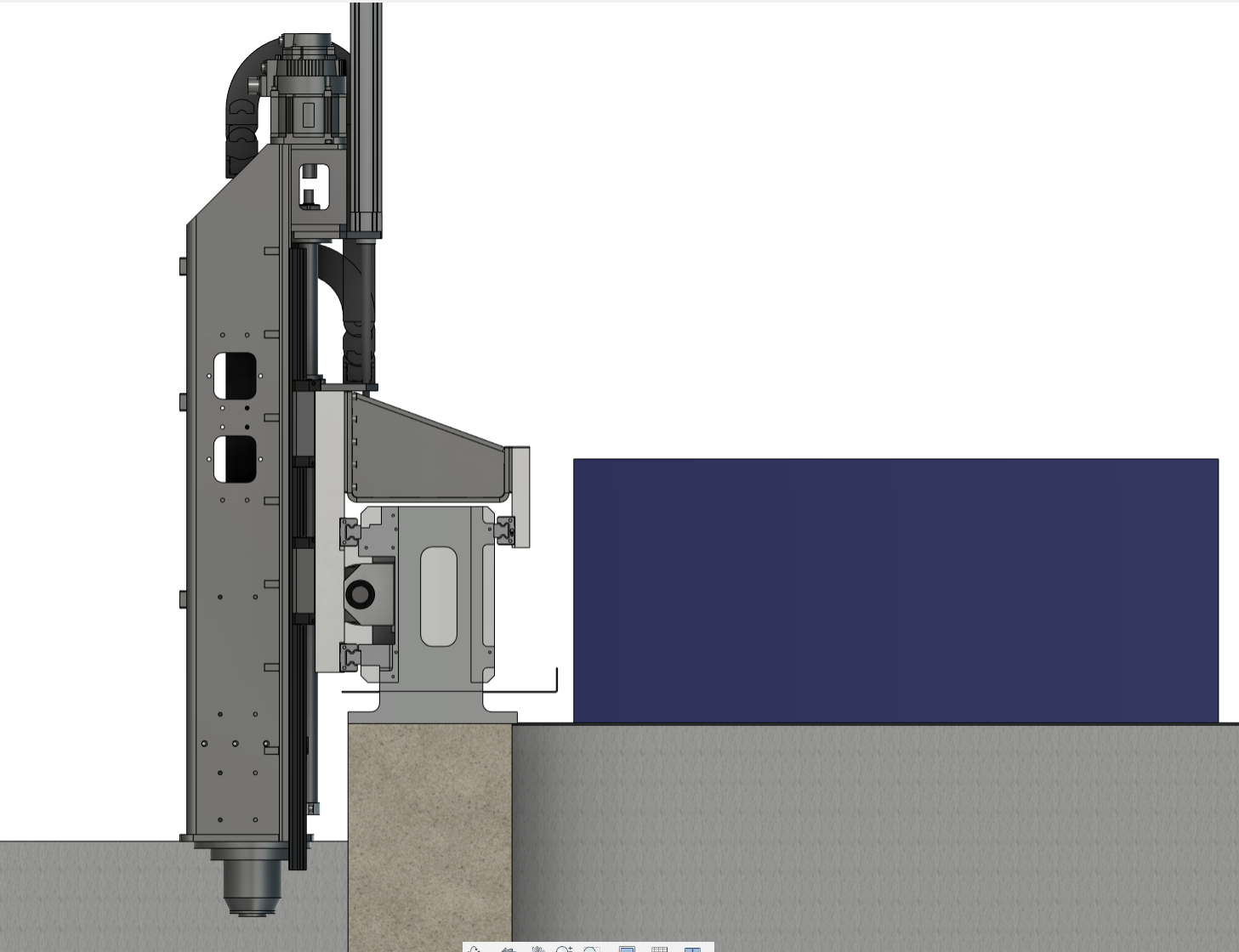
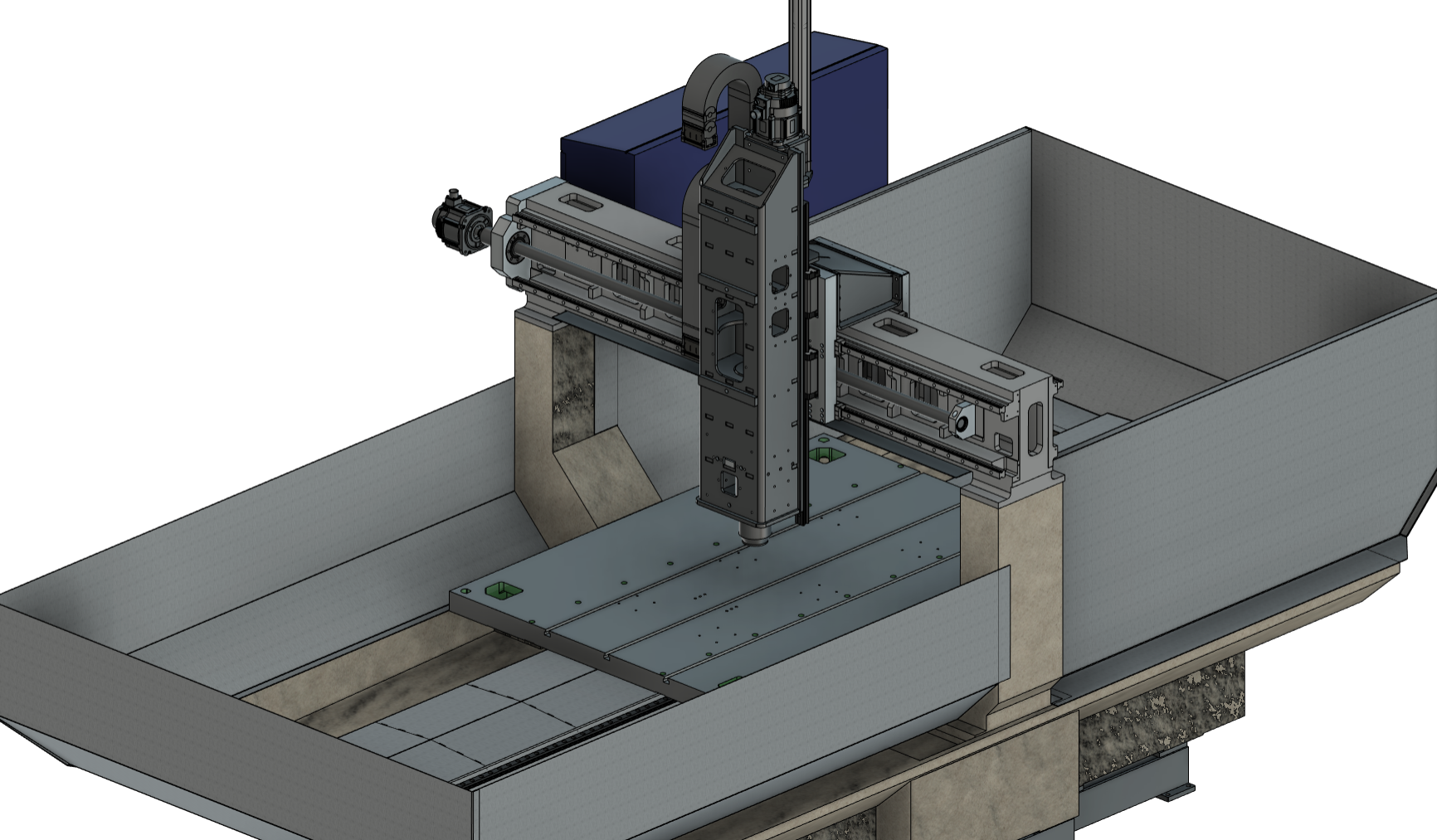
Przyszła mi osłony, wygląda to obiecująco. Ugięcie pomimo małego przekroju w pionie jest widoczne, ale po wspawaniu żeber jestem prawie pewien że będzie dobrze. Niestety pospawać dzisiaj tego nie mogłem, bo nie miałem drutu do nierdzewki.
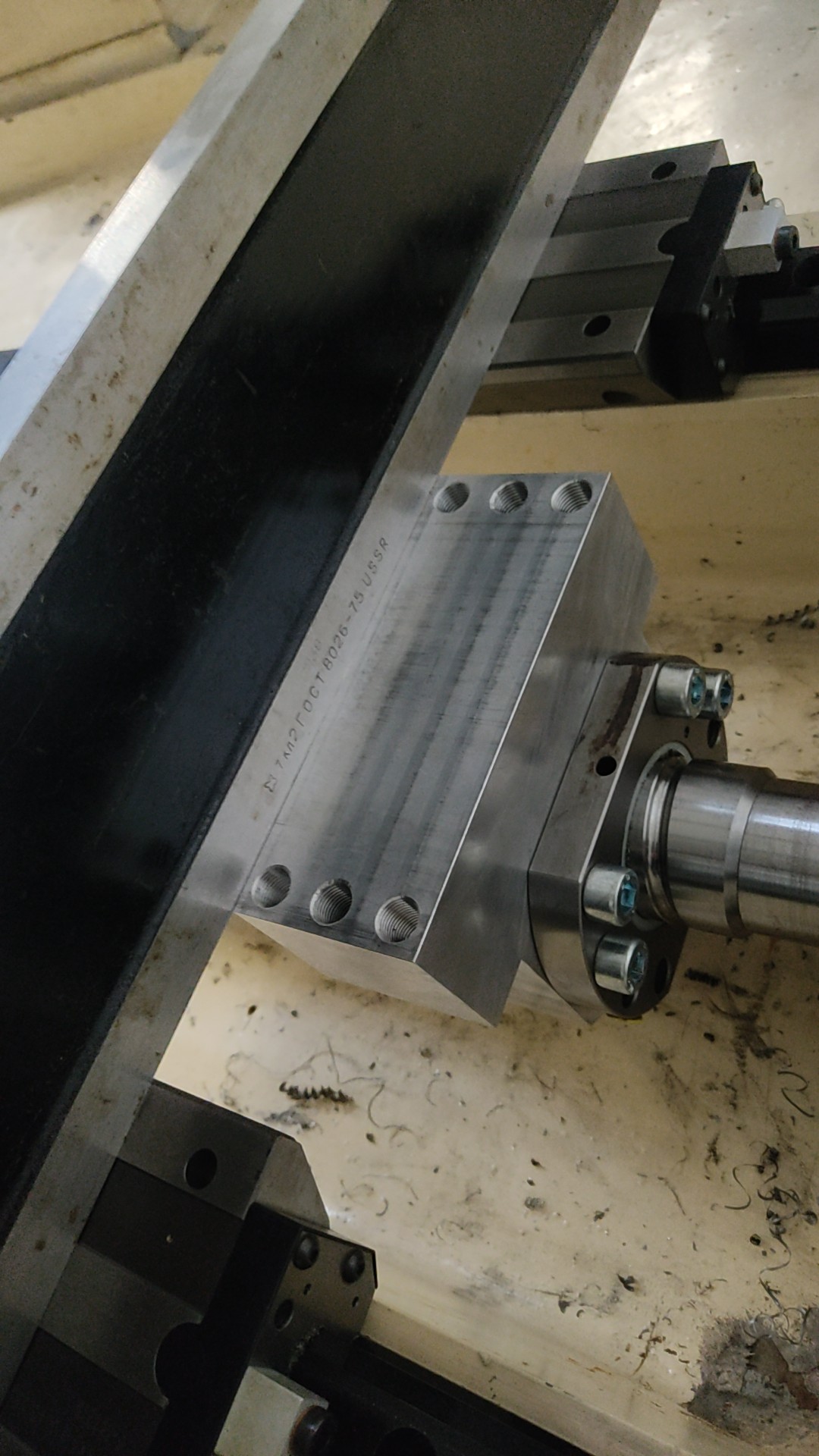
Napotkałem też parę innych drobnych problemów, jednym z nich jest fakt, że blok mocujący nakrętkę osi Y jest o 0,13mm za wysoki i musze go jakoś przefrezować.






")