



")
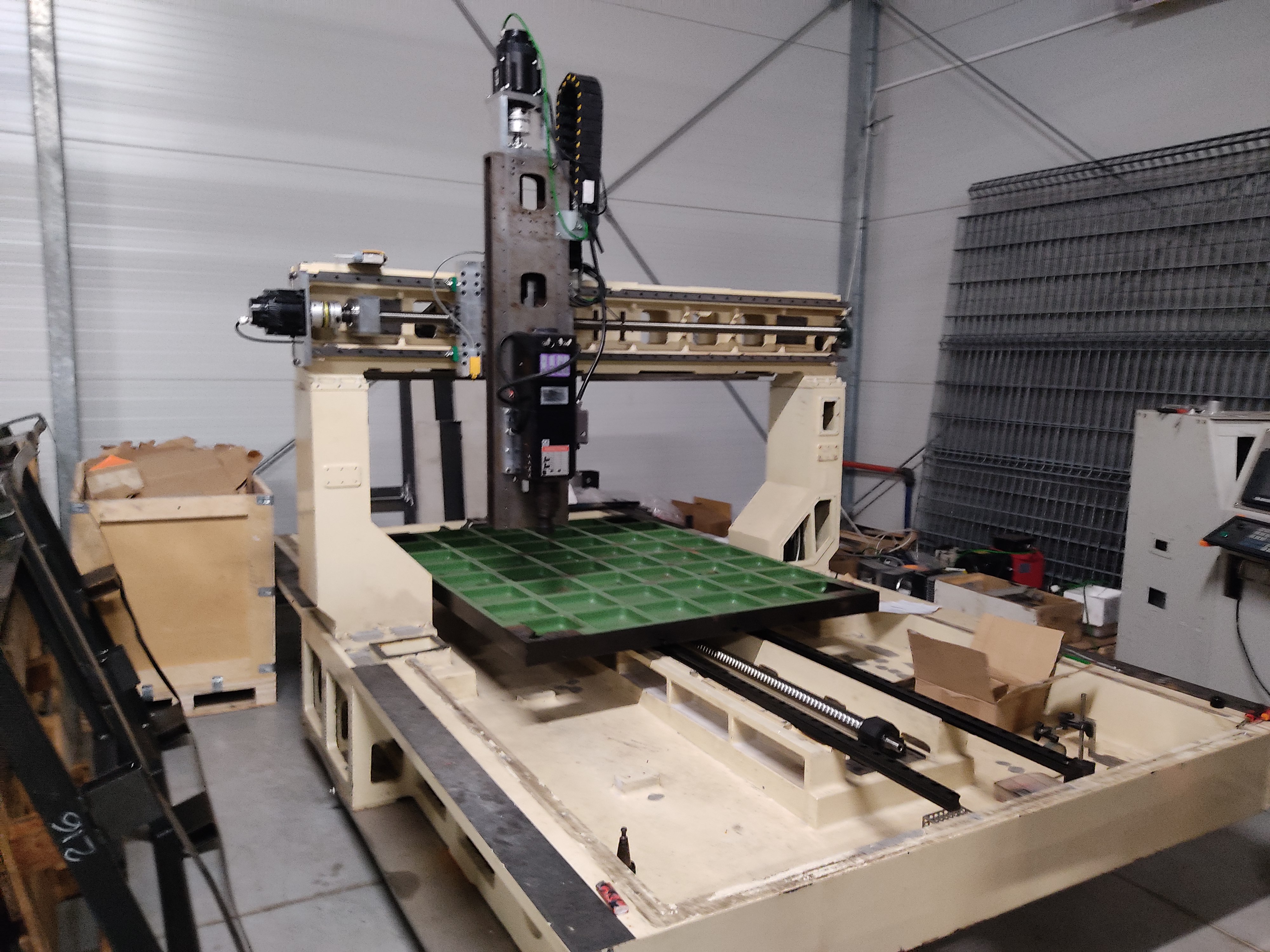
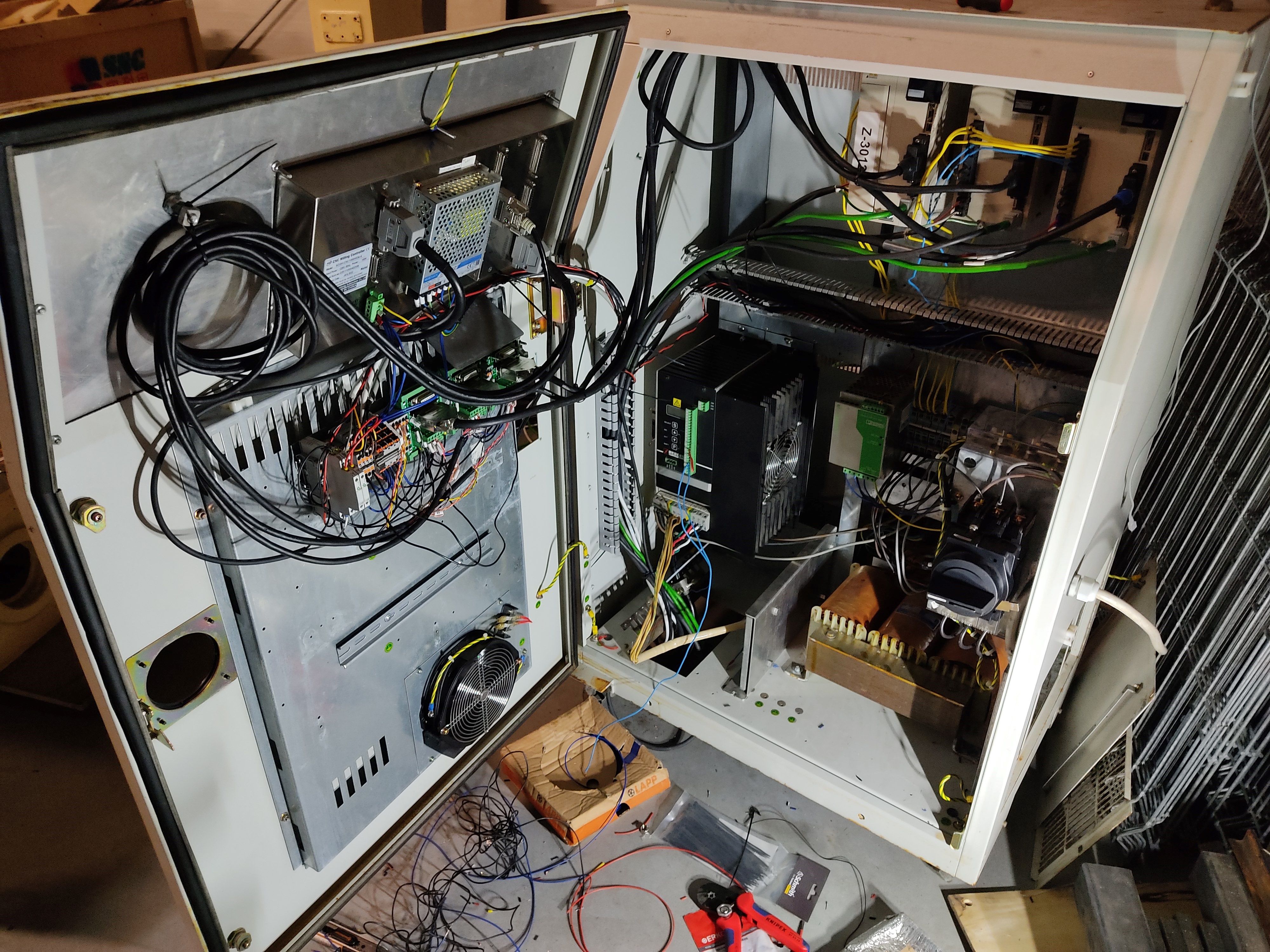
Oś Z zamontowana oraz porozprowadzałem kable po maszynie oraz wpiąłem je do szafy, jest lekki makaron i nieład od strony elektryki, ale będę z tym walczył później, jak już to żelastwo ruszy.
Maszyna dostała też nowe wrzeciono jako tymczasowe rozwiązanie, ma ono ta zaletę że po przykręceniu do osi Z i podpięciu do falownika nic z nim więcej nie trzeba robić. Nie jest idealne ani w idealnym stanie natomiast na rozruch i pierwsze testy wystarczy.
maciek95k pisze: Wejścia i wyjścia są typu NPN. Zwierają do masy i bez problemu działają na 24V. Z tymi serwami też będą działać.
Czy to tyczy się też sygnału Alarmowego (ALM, DB5 pin 20) oraz krańcówek? (ZZO+/- YZO+/- XZO+/- wtyczka DB5)?
Żeby aktywować te sygnały trzeba je zewrzeć do masy zasilacza?
Tak z tego co pamiętam próbowałem i chyba nie zadziało u mnie, jutro ponowie testy.
Dodane 9 minuty 11 sekundy:
Zapomniałem dodać, zgodnie ze wskazówkami kolegów okablowałem w servopackach sygnały POT, NOT oraz wykorzystałem sygnał alarmowy do wystrowania przekaźnika przez który idzie S-ON. Jeśli, któryś z servopacków zgłosi błąd to pozostałe stracą zezwolenie na prace.
")






