




W graficie jako elektrody na drążarkę.
Z czego wykonana była płaskorzeźba.
Jaką powierzchnie w jakiej rozdzielczości i jakim czasie skanowałeś.
Frezarka do miedzi


-
pltmaxnc
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 6
- Posty: 1345
- Rejestracja: 13 sie 2004, 13:58
- Lokalizacja: warszawa
Tak to są elektrody.
Skanowanie jest zwykle z rozdzielczością 20 - 30 setek. Ponieważ jest to skaner punktowy,
otrzymuję chmurę punktów np 500000 w czasie 15- 20 h w zależności od powierzchni ( na pow. bardziej "gładkich" jedzie trochę szybciej). Modele wykonuję z gipsu (muszą być sztywne)nasyconego woskiem lub żywicą . Zawsze trzymam się zasady "zgodności powierzchni" tzn skanuję pozytyw - frezuję pozytyw.
Ponieważ skaner oparty jest na indukcyjnym mierniku przemieszczeń nie używam do skanowania posuwów osi z . Ruch końcówki skanera wymusza powierzchnia skanowana. Uniemożliwa to skanowanie powierzchni o "stromych" zboczach lecz w mojej branży nie jest to przeszkodą. Oczywiście zawsze kształt końcówki skanera jest taki jak frezu czyli V.
Można zbudować skaner na podobnej zasadzie wykorzystując laserowy miernik przemieszczeń. Czas skanowania będzie krótszy o setki razy , dowolny kształt powierzchni , możliwe bedzie skanowanie modeli o znikomej sztywności .
Skanowanie jest zwykle z rozdzielczością 20 - 30 setek. Ponieważ jest to skaner punktowy,
otrzymuję chmurę punktów np 500000 w czasie 15- 20 h w zależności od powierzchni ( na pow. bardziej "gładkich" jedzie trochę szybciej). Modele wykonuję z gipsu (muszą być sztywne)nasyconego woskiem lub żywicą . Zawsze trzymam się zasady "zgodności powierzchni" tzn skanuję pozytyw - frezuję pozytyw.
Ponieważ skaner oparty jest na indukcyjnym mierniku przemieszczeń nie używam do skanowania posuwów osi z . Ruch końcówki skanera wymusza powierzchnia skanowana. Uniemożliwa to skanowanie powierzchni o "stromych" zboczach lecz w mojej branży nie jest to przeszkodą. Oczywiście zawsze kształt końcówki skanera jest taki jak frezu czyli V.
Można zbudować skaner na podobnej zasadzie wykorzystując laserowy miernik przemieszczeń. Czas skanowania będzie krótszy o setki razy , dowolny kształt powierzchni , możliwe bedzie skanowanie modeli o znikomej sztywności .
-
mil3k
Autor tematu - Czytelnik forum poziom 2 (min. 20)
")
- Posty w temacie: 4
- Posty: 28
- Rejestracja: 21 gru 2005, 22:41
- Lokalizacja: google
Witam,
Cieszę się że temat znalazł takie zainteresowanie.
Po przespaniu kilku nocy z waszymi radami skłaniam się do konstrukcji bramowej. Największym argumentem za będzie łatwiejsze chłodzenie, bo ruchy stołu nie będą rozlewały oleju.
Czy te silniczki krokowe i prowadnice się przydadzą? Przyjrzałem się tym przedmiotom i sądzę że są one ze starych drukarek. Czy mógłbym je wykorzystać?
Triera: to są wrzeciona i kiście pneumatyczne. Gość z pracu od utrzymania ruchu powiedział mi kilka tygodni temu, że napędy pneumatyczne nie mają takich momentów jak elektryczne i czasem brak im mocy. Może ktoś wykorzystujący je na codzień się wypowie, bo gość, który mi to powiedział nie jest w moich oczach bardzo wiarygodny.
Cieszę się że temat znalazł takie zainteresowanie.
Po przespaniu kilku nocy z waszymi radami skłaniam się do konstrukcji bramowej. Największym argumentem za będzie łatwiejsze chłodzenie, bo ruchy stołu nie będą rozlewały oleju.
Czy te silniczki krokowe i prowadnice się przydadzą? Przyjrzałem się tym przedmiotom i sądzę że są one ze starych drukarek. Czy mógłbym je wykorzystać?
Triera: to są wrzeciona i kiście pneumatyczne. Gość z pracu od utrzymania ruchu powiedział mi kilka tygodni temu, że napędy pneumatyczne nie mają takich momentów jak elektryczne i czasem brak im mocy. Może ktoś wykorzystujący je na codzień się wypowie, bo gość, który mi to powiedział nie jest w moich oczach bardzo wiarygodny.
-
 triera
triera
- ELITA FORUM (min. 1000)
- Posty w temacie: 4
- Posty: 1454
- Rejestracja: 16 paź 2005, 01:26
- Lokalizacja: Świecie
jeśli chodzi o kW+++ to prawda, ale w podanym linku
twierdzą, że wrzeciona zachowują stałe, wysokie obroty
pod obciążeniem - bez falowników itp.
są bezobsługowe? i długowieczne?
Jeśli pracujemy z niewielkimi frezami pełnowęglikowymi,
to pewna elastyczność wrzeciona może wydłużyć czas ich życia.
To nie są wrzeciona napędzane silnikami pneumatycznymi
łopatkowymi, ale turbinami.
Obecnie jest też dystrybutor w Poznaniu.
Można popytać...
twierdzą, że wrzeciona zachowują stałe, wysokie obroty
pod obciążeniem - bez falowników itp.
są bezobsługowe? i długowieczne?
Jeśli pracujemy z niewielkimi frezami pełnowęglikowymi,
to pewna elastyczność wrzeciona może wydłużyć czas ich życia.
To nie są wrzeciona napędzane silnikami pneumatycznymi
łopatkowymi, ale turbinami.
Obecnie jest też dystrybutor w Poznaniu.
Można popytać...
-
triera
- ELITA FORUM (min. 1000)
- Posty w temacie: 4
- Posty: 1454
- Rejestracja: 16 paź 2005, 01:26
- Lokalizacja: Świecie
nie chodzi oczywiście o luzy na wrzecionie...
Jeśli chodzi o napęd turbinowy z linku , to prawdopodobnie przypomina on
wirnik od turbodoładowania silników samochodowych...
Dokładnego opisu rozwiązania zastosowanego w tym przypadku
jak dotąd nie znalazłem.
Silnik łopatkowy - wirnik jest to walec z osadzonymi suwliwie łopatkami,
jest on osadzony mimośrodowo, tak że w trakcie obrotu zmienia się
pojemność poszczególnych komór utworzonych przez łopatki.
Jest powszechnie stosowany w napędach pneumatycznych.
Uważa się, że narzędzia pneumatyczne są około pięciokrotnie
trwalsze od odpowiedników elektrycznych.
(Narzędzia/elektronarzędzia, nr 4/2003, str. 69)
Napęd turbinowy narzędzi obrotowych pojawił się
stosunkowo niedawno i w sumie nie jest
zbyt rozpowszechniony.
Obecnie wiele firm oferuje np. mikronarzędzia turbinowe
przeznaczone do precyzyjnych prac grawerskich
oparte na kartridżach z turbinami typu dentystycznego.
Oferują niewielką moc rzędu 30-60W
przy obrotach dochodzących do 400 000 /min.
Dzięki tak wysokim obrotom zostaje zminimalizowany efekt
"pływania" końcówki freza (wpływ momentu obrotowego).
Z przemysłowych dostępne są np.
firmy BIAX (100W do 85000/min, przednie łożyska parowane, ok. 421Euro)
W wykonaniu półamatorskim możliwa do realizacji jest turbina Tesli
http://www.r-s-design.com/RSD/tes.html
http://www.animatedsoftware.com/pumpglos/teslapum.htm
http://www.geocities.com/vair65_2000/tesla/
jest ciągle w fazie eksperymentów...
trochę się rozpisałem...
Jeśli chodzi o napęd turbinowy z linku , to prawdopodobnie przypomina on
wirnik od turbodoładowania silników samochodowych...
Dokładnego opisu rozwiązania zastosowanego w tym przypadku
jak dotąd nie znalazłem.
Silnik łopatkowy - wirnik jest to walec z osadzonymi suwliwie łopatkami,
jest on osadzony mimośrodowo, tak że w trakcie obrotu zmienia się
pojemność poszczególnych komór utworzonych przez łopatki.
Jest powszechnie stosowany w napędach pneumatycznych.
Uważa się, że narzędzia pneumatyczne są około pięciokrotnie
trwalsze od odpowiedników elektrycznych.
(Narzędzia/elektronarzędzia, nr 4/2003, str. 69)
Napęd turbinowy narzędzi obrotowych pojawił się
stosunkowo niedawno i w sumie nie jest
zbyt rozpowszechniony.
Obecnie wiele firm oferuje np. mikronarzędzia turbinowe
przeznaczone do precyzyjnych prac grawerskich
oparte na kartridżach z turbinami typu dentystycznego.
Oferują niewielką moc rzędu 30-60W
przy obrotach dochodzących do 400 000 /min.
Dzięki tak wysokim obrotom zostaje zminimalizowany efekt
"pływania" końcówki freza (wpływ momentu obrotowego).
Z przemysłowych dostępne są np.
firmy BIAX (100W do 85000/min, przednie łożyska parowane, ok. 421Euro)
W wykonaniu półamatorskim możliwa do realizacji jest turbina Tesli
http://www.r-s-design.com/RSD/tes.html
http://www.animatedsoftware.com/pumpglos/teslapum.htm
http://www.geocities.com/vair65_2000/tesla/
jest ciągle w fazie eksperymentów...
trochę się rozpisałem...
-
kiriki-kun
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 1
- Posty: 1
- Rejestracja: 15 maja 2017, 12:31
- Lokalizacja: Gliwice
Hej,
w ramach projektu koła naukowego, modyfikuje i uruchamiam w połowie wykonaną frezarkę.
Właściwie już działa, chcę ją jeszcze przetestować z g-codem i przy okazji zrobić sobie blok wodny do chłodzenia CPU.
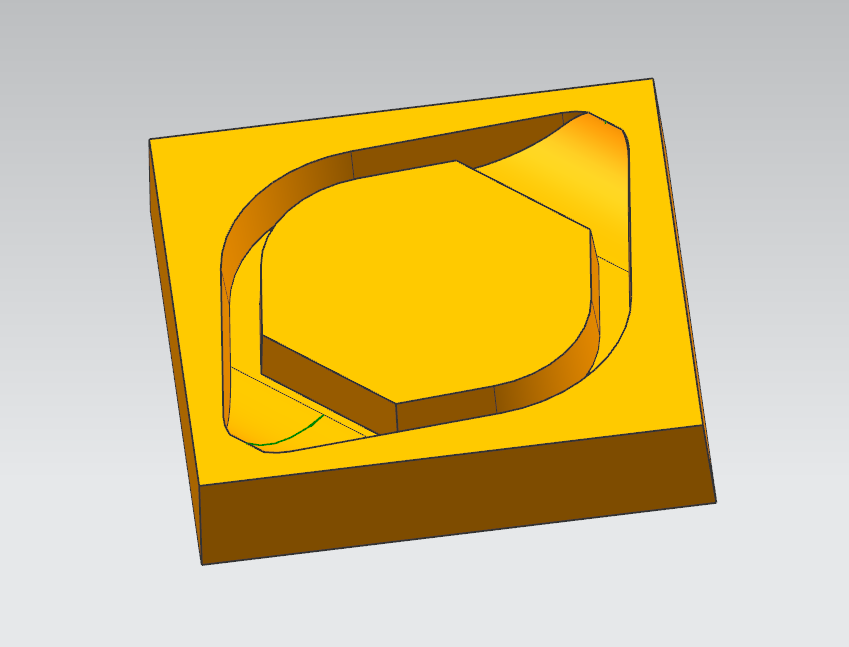
Plan jest taki, najpierw odlewam surowy blok:
Następnie wyfrezuje same rowki:
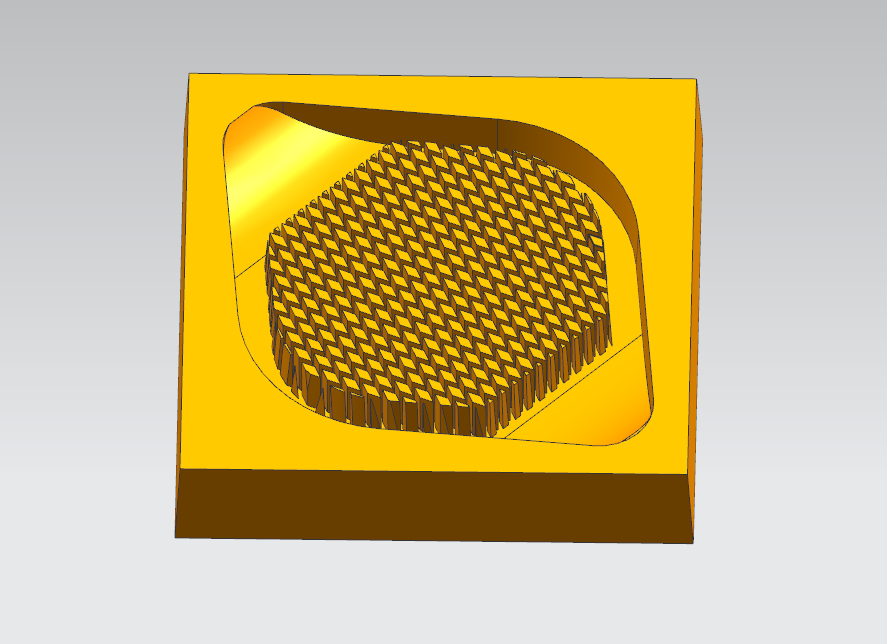
Gcode'a napiszę lub wygeneruje w NX'ie, i w skrócie będzie jechał rowki w jedną stronę, potem rowki po kątem 45 stopni, zejście o 0,5 mm i znowu to samo. Chłodzenie chciałem rozwiązać sposobem wspomnianym wcześniej, czyli zrobić mały basenik wypełniony olejem.
Problemem jest szerokość rowków. Najmniejsza jaką chciałbym osiągnąć to 0,5 mm. Jeżeli nie da rady, to 1 mm. Głębokość frezowania to 3 mm dla 0,5, 5 mm dla 1 mm.
Oczywiście jak największa prędkość obrotowa, mały posuw.
Dodatkowo cały proces utrudnia fakt, że frezarka jest mało sztywna (osie są na dwóch wałkach fi 10, i całość jest trochę za duża jak na nie).
Jeśli chodzi o frezy to myślałem o czymś takim:
http://allegro.pl/frez-frezy-vhm-z-wegl ... 74066.html
http://allegro.pl/frez-dwu-piorowy-0-5- ... 32494.html
http://allegro.pl/frez-wieloostrzowy-di ... 47086.html
http://allegro.pl/frezy-stalowe-fi-1-0- ... 25571.html
Nie jestem specem w temacie, więc nie jestem pewny co wybrać, na co zwracać uwagę. Najlepsze wydają mi się te dwu ostrzowe z końcówką rybiego ogona.
Macie jakieś sugestie, wskazówki na co patrzeć, jakieś orientacyjne wartości posuwu itp.?
Będę wdzięczny za każdą pomoc.
w ramach projektu koła naukowego, modyfikuje i uruchamiam w połowie wykonaną frezarkę.
Właściwie już działa, chcę ją jeszcze przetestować z g-codem i przy okazji zrobić sobie blok wodny do chłodzenia CPU.
Plan jest taki, najpierw odlewam surowy blok:
Następnie wyfrezuje same rowki:
Gcode'a napiszę lub wygeneruje w NX'ie, i w skrócie będzie jechał rowki w jedną stronę, potem rowki po kątem 45 stopni, zejście o 0,5 mm i znowu to samo. Chłodzenie chciałem rozwiązać sposobem wspomnianym wcześniej, czyli zrobić mały basenik wypełniony olejem.
Problemem jest szerokość rowków. Najmniejsza jaką chciałbym osiągnąć to 0,5 mm. Jeżeli nie da rady, to 1 mm. Głębokość frezowania to 3 mm dla 0,5, 5 mm dla 1 mm.
Oczywiście jak największa prędkość obrotowa, mały posuw.
Dodatkowo cały proces utrudnia fakt, że frezarka jest mało sztywna (osie są na dwóch wałkach fi 10, i całość jest trochę za duża jak na nie).
Jeśli chodzi o frezy to myślałem o czymś takim:
http://allegro.pl/frez-frezy-vhm-z-wegl ... 74066.html
http://allegro.pl/frez-dwu-piorowy-0-5- ... 32494.html
http://allegro.pl/frez-wieloostrzowy-di ... 47086.html
http://allegro.pl/frezy-stalowe-fi-1-0- ... 25571.html
Nie jestem specem w temacie, więc nie jestem pewny co wybrać, na co zwracać uwagę. Najlepsze wydają mi się te dwu ostrzowe z końcówką rybiego ogona.
Macie jakieś sugestie, wskazówki na co patrzeć, jakieś orientacyjne wartości posuwu itp.?
Będę wdzięczny za każdą pomoc.






