



https://youtu.be/NwAvaLAH_RY?t=111
Frezarka 750x500x500 do stali


-
maciek95k
Autor tematu - Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 56
- Posty: 779
- Rejestracja: 31 mar 2017, 23:04
- Lokalizacja: Kraków
Re: Frezarka 750x500x500 do stali
Avalyah pisze:Jak rozumiem frezarka ze stalą radzi sobie tak?
Aż mnie sam zaciekawiłeś i zrobiłem test. Wziąłem frez węglikowy, markowy fi16 i puściłem go na parametrach prawie maksymalnych (maksymalne ap przy frezowaniu kanalika wynosi 16mm a ja dałem 12mm). Nie miałem za wiele czasu ale teraz wiem, że 16 też by spokojnie pociągnęła.
kontynuując wątek stąd (żeby tam już nie śmiecić bardziej):
stankoimport-6t80-moja-druga-frezarka-t109874-180.html
Petroholic pisze:Wrzuć na próbę kawałek S235 w imadło i ustaw:
Ap 6mm
Ae 20mm
S 560
F 265
Da ci to MRR na poziomie 32cm3/min (0.256kg/min) i obciążenie wrzeciona jeśli się nie walnąłem około 2kW przy wymaganym momencie ciągłym rzędu 30Nm...
Wg specyfikacji płytek (o ile to ori a nie chińska podróba) Fz 0.08 (przyjęte) to dolna granicaJeśli przy takich parametrach będzie ładnie szło to możesz eksperymentować i podnosić F aż do 500 (przy tych samych obrotach). W maksie da to MRR 60cm3/min (0.48kg/min) obciążenie 3.5kW przy wymaganych 55Nm na wrzecionie
Tylko przez pierwsze chwile nawet na niższych parametrach obserwuj pracę i przyzwyczaj uszy do nowego dźwięku żebyś nie spanikował
W razie czego jakby miało być nie halo - ręka na grzybie
PS Ap 6mm też nie jest max
PS2 Jedna ręka na grzybie w drugiej telefon i kręć film dla potomnych
To było zbyt wiele niestety. Albo ja mam zbyt mało odwagi. Kawałek nawet wjechałem ale brzmiało to bardzo źle. W mojej opinii są szanse żeby to poszło na takich parametrach ale nie na takim trzpieniu. Trzpień ma średnicę może fi30 (może nawet mniej) i długość chyba 120 albo nawet 150mm. Przy tym wysięgu brakuje sztywności narzędzia. Maszyna może by podołała.
Udało mi się dzisiaj uruchomić gwintowanie. Wyposażyłem się w oprawkę Fanar'a do gwintowania z kompensacją i sprzęgiełkiem. Sterowanie ma opcję gwintowania na sztywno i testowałem ją. Niestety przy pożenionym falowniku wrzeciona z moim elektrowrzecionem, trzeba by było do tego zrobić bardzo dokładne strojenie trybu pozycji a na to nie bardzo miałem do tej pory czas. Akurat się mi trafiła robota gdzie jest sporo gwintowania więc trzeba było to uruchomić ASAP.
Co do samych parametrów na których pracuję, Ja sobie raczej obrabiam na tej maszynie spacerkiem. Jeśli robię serie po kilkaset sztuk to wtedy owszem, staram się wyciskać tyle ile się da. Ale jeśli mam jakiegoś detalu do zrobienia 3szt to czy go będzie robić minutę czy dwie to mała różnica. I tak w międzyczasie zawsze jest coś do roboty a mnie po prostu trochę szkoda tej maszyny
Filmy poniżej:
frezowanie stali zgrubne (ap = 12mm, ae = 16mm, S = 2390 rpm, F = 520 )
to samo frezowanie ale z bliższego ujęcia (na środku się zatrzymałem bo zmienił się dźwięk. Zapomniałem, że w tym miejscu był otwór z boku wywiercony. Nic niepokojącego się nie działo):
https://youtu.be/cHoPsPs4PZg
Gwintowanie (musicie wybaczyć tego palucha w kadrze. Zauważyłem go dopiero na komputerze i nie było już kiedy nagrać na nowo):
https://youtu.be/zcssc51p7MM
Praca automatyczna (tutaj nakiełkowanie, wiercenie i gwintowanie):
https://youtu.be/fb8PH1fiDrc
Ciągle się przymierzam żeby podkręcić te posuwy do założonych 12m/min albo 15m/min. Obecnie jest 6m/min. Na CSMIO miałem początkowo 15m/min ale zmniejszyłem bo się uczyliśmy jeszcze maszyny i tam jest duża bezwładność potencjometru do skręcania obrotów co powodowało wiele niebezpiecznych sytuacji. Niby kilka parametrów a jednak weekendy takie krótkie
Dodane 3 minuty 9 sekundy:
bartuss1 pisze:Kciałbym mieć takiego tate z warsztatem hehe
Ten warsztat tworzyliśmy razem
-
kamar
- Lider FORUM (min. 2000)
")
- Posty w temacie: 7
- Posty: 16237
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Frezarka 750x500x500 do stali
Takie myślenie na tym forum jest passe
A poza tym świetna robota
-
 bartuss1
bartuss1
- Lider FORUM (min. 2000)
- Posty w temacie: 20
- Posty: 8458
- Rejestracja: 05 kwie 2006, 17:37
- Lokalizacja: Kędzierzyn - Koźle
- Kontakt:
Re: Frezarka 750x500x500 do stali
Przy wymianie narzędzi brakuje przedmuchu wrzeciona, czy mi se tylko wydaje?
https://www.etsy.com/pl/shop/soltysdesign
-
 Petroholic
Petroholic
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 2688
- Rejestracja: 08 gru 2015, 12:23
- Lokalizacja: Lublin
- Kontakt:
Re: Frezarka 750x500x500 do stali
Nie do końca się zgodzę... Osobiście lubię robić tak na 90% powiedzmykamar pisze:Takie myślenie na tym forum jest passe
Zdecydowanie za słaby trzpień... Jak dopadniesz krótki testujmaciek95k pisze:To było zbyt wiele niestety. Albo ja mam zbyt mało odwagi. Kawałek nawet wjechałem ale brzmiało to bardzo źle. W mojej opinii są szanse żeby to poszło na takich parametrach ale nie na takim trzpieniu. Trzpień ma średnicę może fi30 (może nawet mniej) i długość chyba 120 albo nawet 150mm. Przy tym wysięgu brakuje sztywności narzędzia. Maszyna może by podołała.
-
maciek95k
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 56
- Posty: 779
- Rejestracja: 31 mar 2017, 23:04
- Lokalizacja: Kraków
Re: Frezarka 750x500x500 do stali
bartuss1 pisze:Przy wymianie narzędzi brakuje przedmuchu wrzeciona, czy mi se tylko wydaje?
Jest przedmuch ale nie ciągły. Włącza się on przy zwalnianiu, potem wyłącza i włącza ponownie na chwilkę przy zaciąganiu. Nie dawałem go jako ciągły, ponieważ po zwolnieniu i przed zaciągnięciem są opóźnienia ustawione na ok 1s dlatego bo siłownik jest hydrauliczny i trochę zajmuje mu "dobicie" do samego końca. A sprężarka jest w takim miejscu że słychać ją w domu więc z powodu niewielkiego zbiornika nie chciałem żeby się włączała co chwila.
Temat siłownika, jego wymiany na pneumatyczny i wrzeciona jest tutaj:
maho-dmc70v-poszukiwany-service-manual- ... 00750.html
kamar pisze: Takie myślenie na tym forum jest passe
Można. Tylko taki program jak puszczę to przy pierwszych kilku sztukach trzeba być w pogotowiu i trzymać rękę na pulsie. Nim się upewnię że wszystko jest okej, to skończę wszystkie detale które mam do zrobienia
Petroholic pisze:Zdecydowanie za słaby trzpień... Jak dopadniesz krótki testuj
Taki jest plan. Mam dwie takie głowiczki. W jednej poleciała śrubka od płytki to wsadziłem jej płytki do aluminium i gryzie je jak wściekła. Do niej pójdzie ten długi trzpień a do stali sobie kupię krótki.
A taka wyszła powierzchnia od tego freza fi16:

Te dwa ugryzienia to właśnie próby wejścia głowicą.
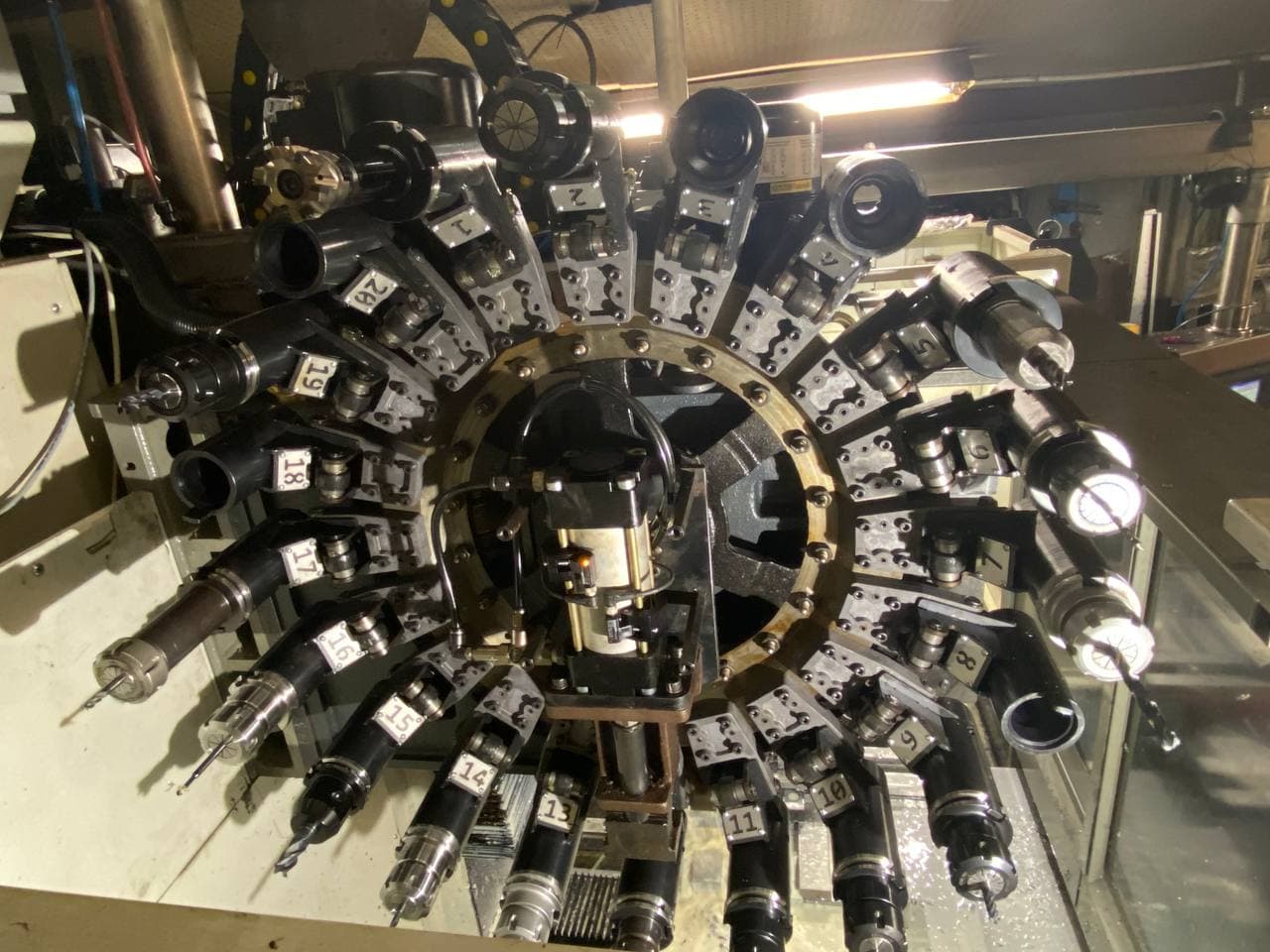
A tutaj jeszcze zdjęcie magazynu z kubkami mojej produkcji bo chyba nie było wcześniej:
-
bartuss1
- Lider FORUM (min. 2000)
- Posty w temacie: 20
- Posty: 8458
- Rejestracja: 05 kwie 2006, 17:37
- Lokalizacja: Kędzierzyn - Koźle
- Kontakt:
Re: Frezarka 750x500x500 do stali
Te ugryzienia tam mało ważne, rowek jest prosty, ale na bocznej powierzchni jakby deczko odbijało, podejrzewam ze to zgrubnie.
https://www.etsy.com/pl/shop/soltysdesign
-
bartuss1
- Lider FORUM (min. 2000)
- Posty w temacie: 20
- Posty: 8458
- Rejestracja: 05 kwie 2006, 17:37
- Lokalizacja: Kędzierzyn - Koźle
- Kontakt:
Re: Frezarka 750x500x500 do stali
ale musiał smieci naprodukowac hehe
https://www.etsy.com/pl/shop/soltysdesign
-
maciek95k
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 56
- Posty: 779
- Rejestracja: 31 mar 2017, 23:04
- Lokalizacja: Kraków
Re: Frezarka 750x500x500 do stali
To było tylko dla testu. Złapałem kawałek stali, ustawiłem parametry i w MDI puściłem jeden przejazd. Generalnie używam dwóch frezów. Jeden regenerowany i robię nim obróbki zgrubne a te nowe idą na wykańczającą. Nie ma różnicy w pracy pomiędzy nimi, ale łatwiej ustawić korekcję promienia narzędzia względem nowego freza który ma nominalną średnicę.
Dodane 1 minuta 25 sekundy:
Co do odbijania, na osi X i Y jest delikatny luz. Podejrzewam, że to od niego. Luz jest na łożyskowaniu śrub. Mam już kupione łożyska INA typowe do śrub kulowych. Pewnie kiedyś tam je wymienię. Póki co nie ma źle i da się robić.
Dodane 1 minuta 25 sekundy:
Co do odbijania, na osi X i Y jest delikatny luz. Podejrzewam, że to od niego. Luz jest na łożyskowaniu śrub. Mam już kupione łożyska INA typowe do śrub kulowych. Pewnie kiedyś tam je wymienię. Póki co nie ma źle i da się robić.






