Prace powoli idą do przodu, skrobanie, mierzenie, tuszowanie i tak po kilka godzin. Efekty puki co wyglądają dobrze, przynajmniej jak na drugą maszynę w życiu.

To jest kolumna - oś z, od 1965r bardzo małe zużycie

Oś y, była w stanie niemal idealnym, górna część jaskółek jedno odbicie aby poprawić równomierność punktów styku, podstawa jaskółki 2 lub 3 tuszowania, symboliczne zużycie

To również oś y, flaking wychodzi coraz bardziej równo

Pewna szkoła mówi że należy go dawać tylko w miejsca które nigdy nie zostają odsłonięte, natomiast w maho widywałem je wszędzie. Wzorując się na tym zrobiłem podobnie

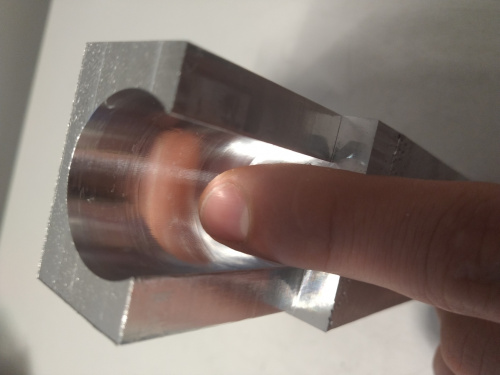
Klin osi z, zrobiony ze stali, fabrycznie nie miał kanalików doprowadzających olej, chociaż kalamitka była zamontowana. Takie tak niedopatrzenie

Ten sam klin po tuszowaniu, poczkątki flakingu. Stal jest niewdzięczna do skrobania w porównaniu do żeliwa

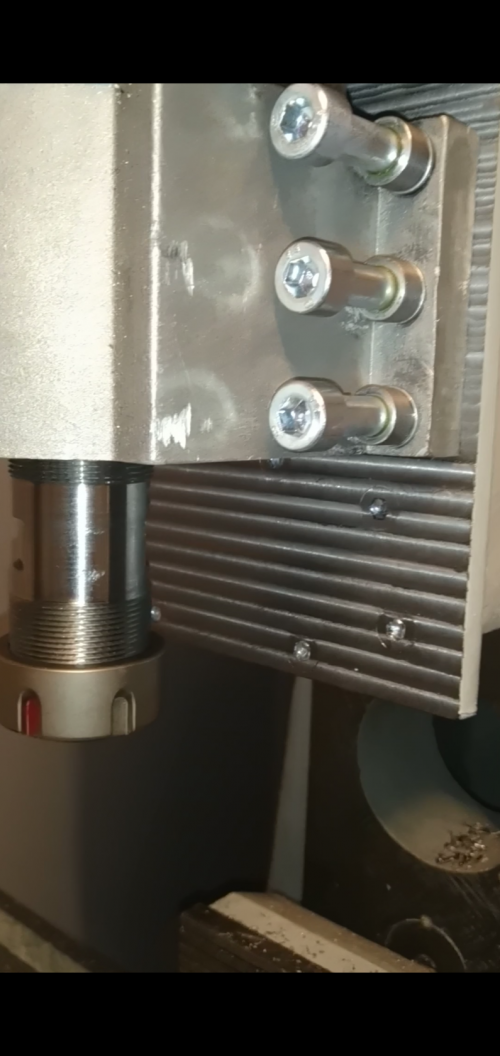
Górna część kolumny, po niej przesuwa się belka na której zamocowałem elektrowrzeciono
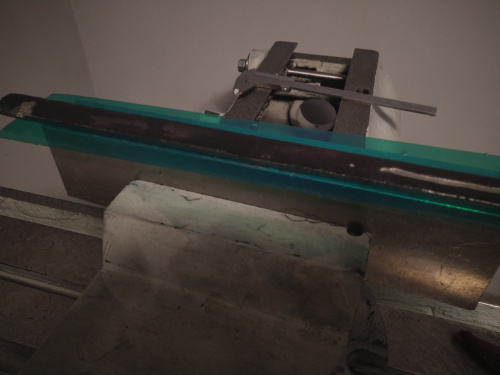
Teraz została najgorsza cześć, stół. Ze względu na to że fabrycznie była to frezarka pozioma widać, że stół pracował najciężej. W mojej maszynie jest około 0.1mm zużycia na środku. Jest co robić
Za zabielenie stołu w Pruszkowie według wstępnej wyceny chcą 200-300zł przy takim zużyciu, to tak gdyby ktoś był zainteresowany
Budżet w tym miesiącu się nie zamyka więc skrobię dalej
Chętnie pomogę z mini lathe i toczeniem, modelami 3d w f360, odlewaniem epoxygranitu, frezowaniem CNC w podstawowym zakresie, skrobaniem, programowaniem i podłączaniem falowników liteon :)




")