




")
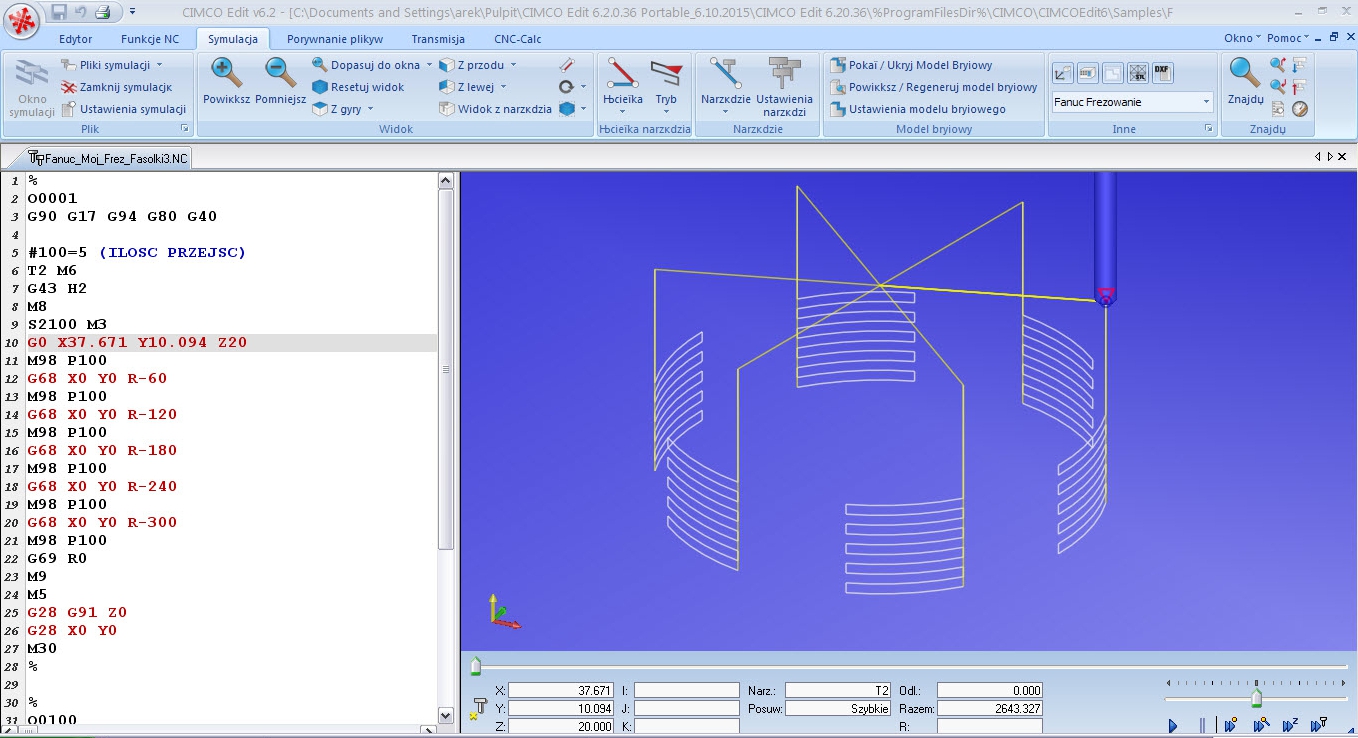
Najszybciej to byś to zrobił wpisując współrzędne dla 1 fasolki i zastosował kątowy obrót układu współrzędnych G68 R_ i wywołując podprogram 6-razy.
Ale dla twojej maszyny rotacja to pewnie opcja, więc chyba trzeba wpisywać wszystkie współrzędne ręcznie, lub szukać innego rozwiązania
A i tak program nie zadziała jak nie klikniesz przycisku pomógł, dla wszystkich którzy Ci pomagają


")







