")
Proponuję doświadczenia na temat stosowania obróbki metodą kucia, przy pomocy
programu CNConv, opisywać w tym wątku. O kuciu dyskutowaliśmy również tutaj:
* Jakim programem można robić wizerunki w kamieniu,
* Przystawka "kujaca" do kamienia.
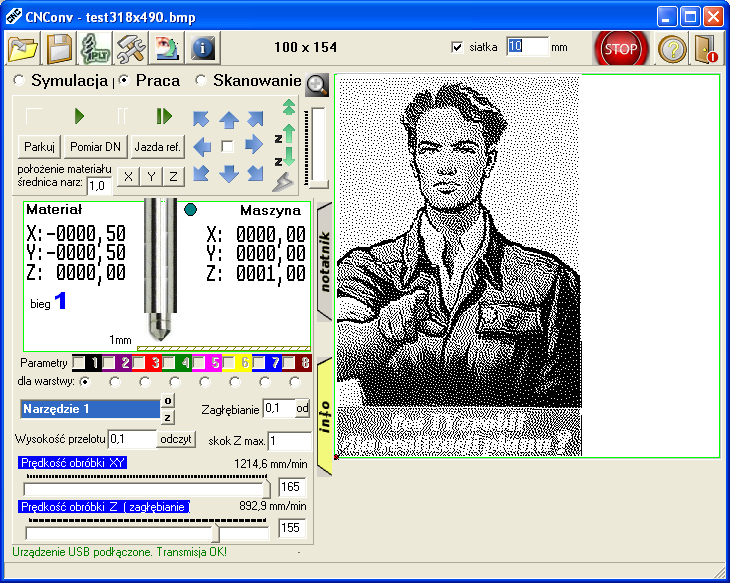
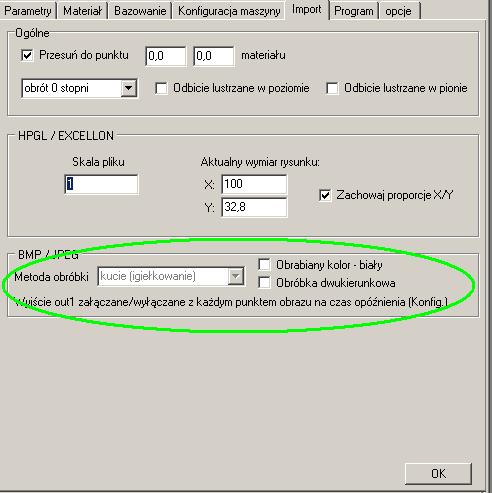
Program realizuje kucie w następujący sposób:
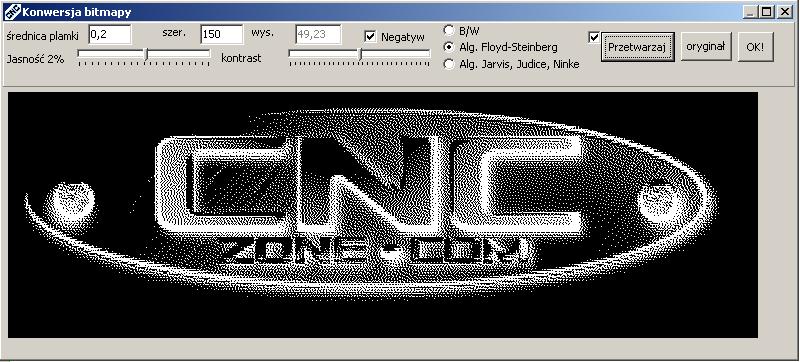
1. Odczytywany jest plik bmp lub jpg i tworzona "mapa" punktów nakłucia (igiełkowania)
według algorytmów do wyboru i z możliwością ustalenia jasności oraz kontrastu grafiki
do wykucia w kamieniu (lub innym materiale).
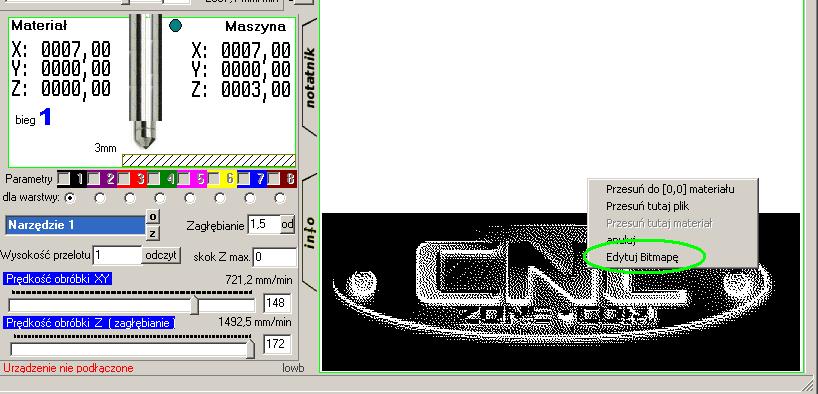
2. Oś Z wykorzystana jest do ustawienia głowicy kującej na odpowiedniej wysokości ponad materiałem.
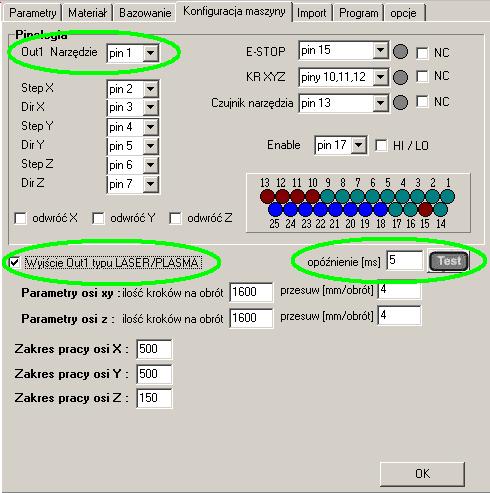
3. Głowica kująca jest sterowana przez wyjście narzędzia (np. pin 1 sterujący przekaźnikiem
w sterowniku silników krokowych) lub poprzez inne piny (do wyboru: 14, 16 i 17)
poprzez które można sterować innym niezależnym urządzeniem.
W tym wątku do kucia sugerowany był również pisak grawerski.
Nie sądzę aby wydajnym urządzeniem mógł być pisak grawerski (DTR pisaka).
Kucie w kamieniu może wykonywać silnik krokowy z odpowiednio zamocowanym narzędziem.
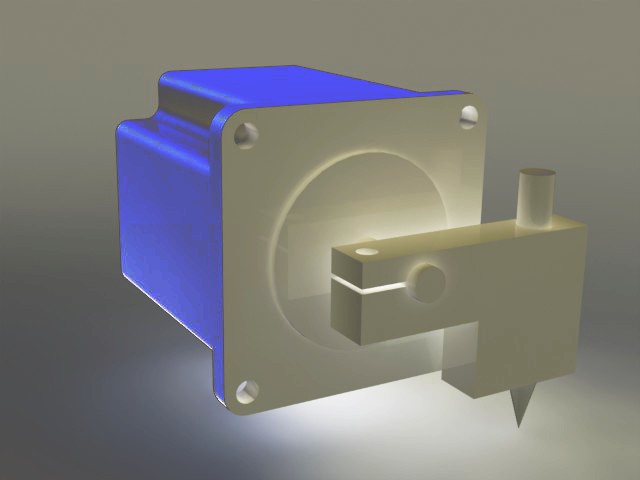
W programie oś Z przewidziana jest do opuszczania głowicy.
Może jednak niektóre maszyny wykonujące grafiki na kamiennych
płytach mogłyby kuć bezpośrednio silnikiem osi Z? Wyobrażam sobie to tak:
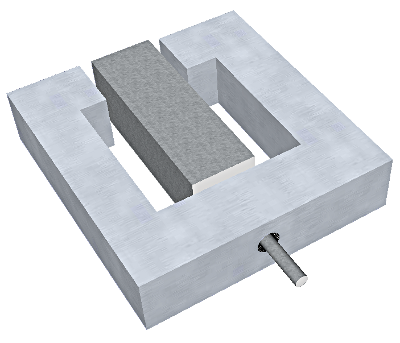
1. Ustawiam płytę na maszynie.
2. Ustawiam głowicę na odpowiedniej wysokości
(głowica może być dociskana do kamiennej płyty i opierać się na rolkach).
3. Kucie w kamieniu.
Co o tym sądzicie?


")
")