Maszynka dostała jednak krańcówki...
Jak pisałem wcześniej, można się bez nich obejść, bo przy tak potężnym momencie silników da się bazować "na dzwona", czyli jechać dalej niż można, silniki trochę pobrzęczą, a potem można ręcznie wyzerować osie.
Pojawił się jednak poważny problem przy wymianie narzędzia.
Otóż GRBL nie obsługuje M6, po napotkaniu tego kodu zgłasza błąd.
Natomiast bCNC potrafi sobie z tym poradzić.
Są trzy możliwe ustawienia.
Pierwsze to wysłanie M6 do GRBL, co jak wspomniałem kończy się zgłoszeniem błędu, ale to jest zgodne ze standardem i nie powinno być usunięte.
Drugie, dość debilne, to odfiltrowanie M6. Po prostu gdy bCNC natrafi na M6 to go nie wysyła do GRBL i jedzie dalej. Sensu tu nie widzę żadnego, bo jeżeli w g-kodzie jest zmiana narzędzia, to chyba nie po to żeby jechać dalej tym samym...
Trzecie, to które nas interesuje, to przechwycenie M6 przez bCNC i wykonanie w jego miejsce odpowiedniego makra.
No i to makro zastępujące M6 działa zupełnie poprawnie, odjeżdża na punkt wymiany narzędzia, robi pauzę, potem mierzy narzędzie, robi znowu pauzę, a na koniec wraca tam skąd M6 wywołano. (Trochę to uprościłem, ale sensu to nie zmienia).
Tutaj pojawił się ten dość poważny problem, bo na niezbazowanej maszynie efekt działania tej procedury może być bardzo niemiłym zaskoczeniem...
Tak więc stanąłem przed wyborem, albo krańcówki i bazowanie, albo rezygnacja z M6...
Mam na półce całkiem fajne krańcówki indukcyjne, zarówno cylindryczne jak i prostopadłościenne, ale do tego maleństwa nie pasują z żadnej strony.
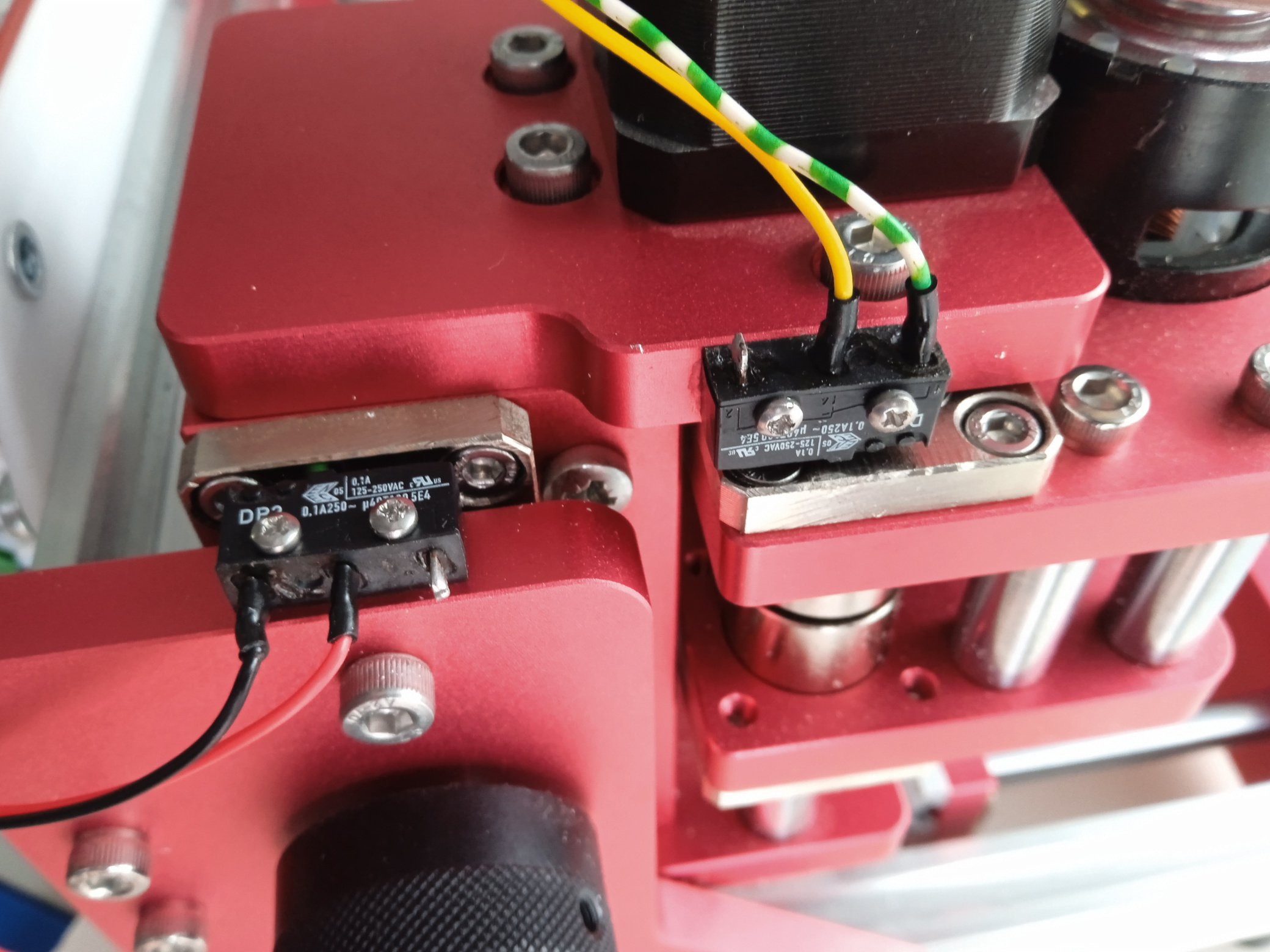
Ponieważ jednak nie zależy mi na precyzji bazowania, a jedynie na tym żeby maszyna nie była w przypadkowym stanie, to sięgnąłem po posiadane mikroswitche, których sporą ilość nabyłem kiedyś okazyjnie. One są dobrej jakości, ale nie mają dżwigienek i gdyby nie niska cena, tobym ich pewnie nie kupił... Tutaj jednak ten brak dżwigienek okazał się zaletą...
Cóż, wygląda to jak wygląda, ale w oczy nie kłuje i spełnia swoje zadanie.
Krańcówki są przykręcone miniaturowymi blachowkrętami nierdzewnymi, jak się wywierci dobrej średnicy otwór, to się w aluminium wkręcają bez gwintowania.
Z i X akurat przypasowały wymiarami do grubości płyt aluminiowych, a działają od kontaktu z flanszami łożysk liniowych (trzeba tylko przycelować w płaskie, a nie w śruby). Zadziałanie następuje tuż przed zablokowaniem suportów, więc nie ma ryzyka uszkodzenia wyłączników, bo dalej już nic nie pojedzie.
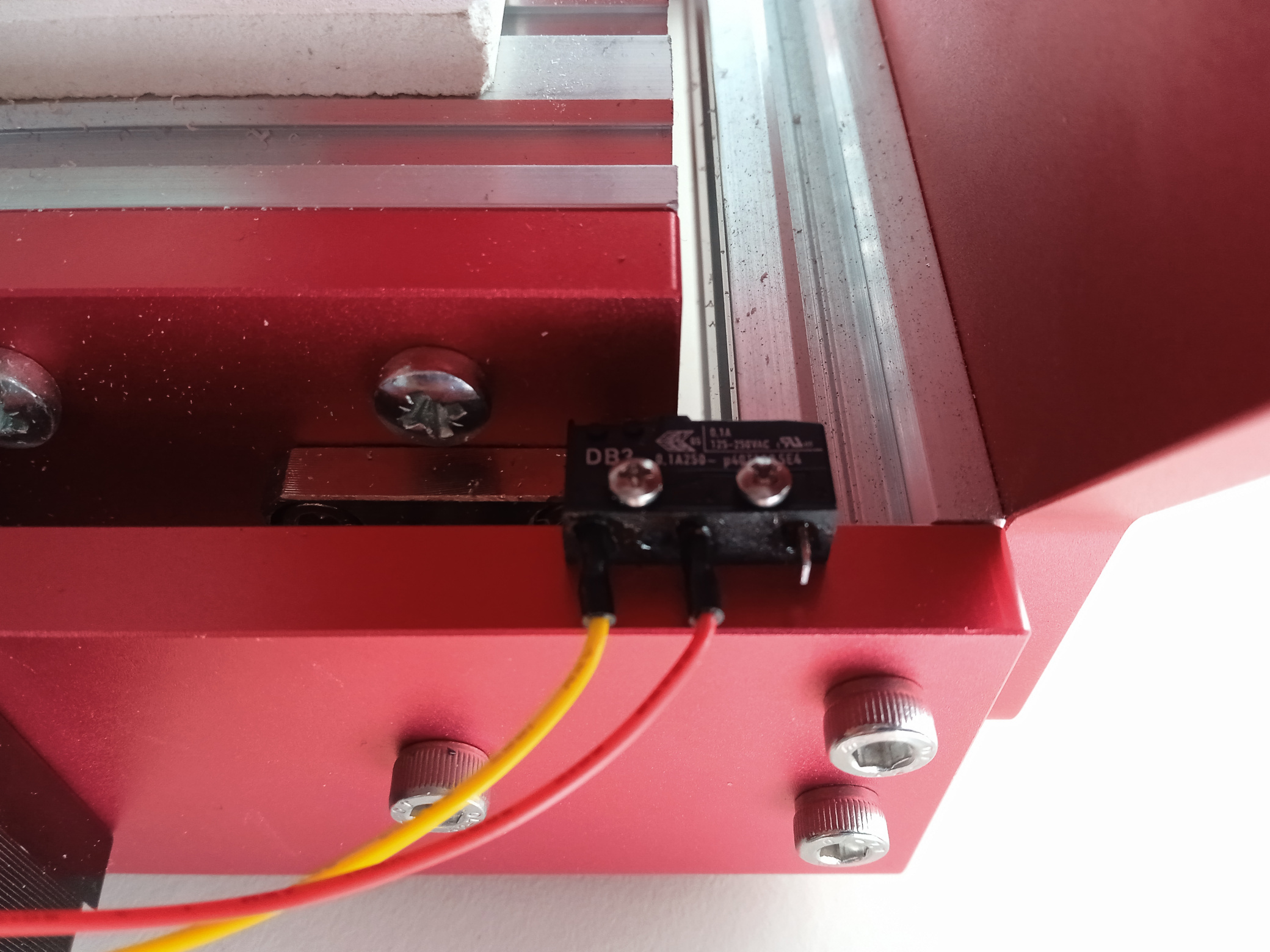
W Y jest trochę inaczej, tam w wyłącznik wjeżdża stół, żeby to zadziałało trzeba było krańcówkę mocno wysunąć i śrubki wypadły prawie na samej krawędzi płyty, ale działa i nie ma co narzekać.




")



")