Oto następna część fotorelacji. Tym razem postanowiłem zająć się stołem. Jest on wizualnie w nie najlepszym stanie. Wcześniej frezarkę obsługiwał chyba oprawca, a nie operator. Wystarczy rzucić okiem aby to stwierdzić:


Na szczęście okazało się, że po wyczyszczeniu, i założeniu stołu na suport czujnik podczas przesuwania stołem pokazał różnice około 0.05mm, gdzie "zero" jest na środku stołu a na obu końcach jest +0.05mm. Suwając osią Y w poprzek stołu czujnik stoi w miejscu. Wskazuje to na delikatne zużycie na środku co było do przewidzenia. Nie jest to jakaś masakryczna różnica i myślę, że starając się robić mniejsze robótki na końcach stołu różnica szybko się zniweluje (choć to chrom więc może to w sumie potrwać

). Tak czy owak jestem zadowolony, ponieważ obawiałem się gorszego zużycia.
Miałem pożyczyć od kolegi żurawia do założenia stołu, ale okazało się że dwie osoby mogą stół podnieść i opuszczając kolanko z suportem maksymalnie do dołu można po prostu położyć stół na suporcie. Później podjechałem suportem ze stołem do góry i zsunąłem stół na szafkę. Z szafki po dokładnym ustawieniu poziomu jaskółek stołu z jaskółkami suportu wsunięcie było dziecinnie łatwe.



Spróbuję wypełnić te dziury w stole masą kompozytową, która mi została po próbie regeneracji prowadnic. Co prawda jest czarna ale to ma być frezarka do pracy i nie chcę płacić ponad 100zł za nową masę w kolorze żeliwa jak mam jeszcze ze 400g czarnej. Akurat powinno spokojnie wystarczyć do wypełnienia ubytków.
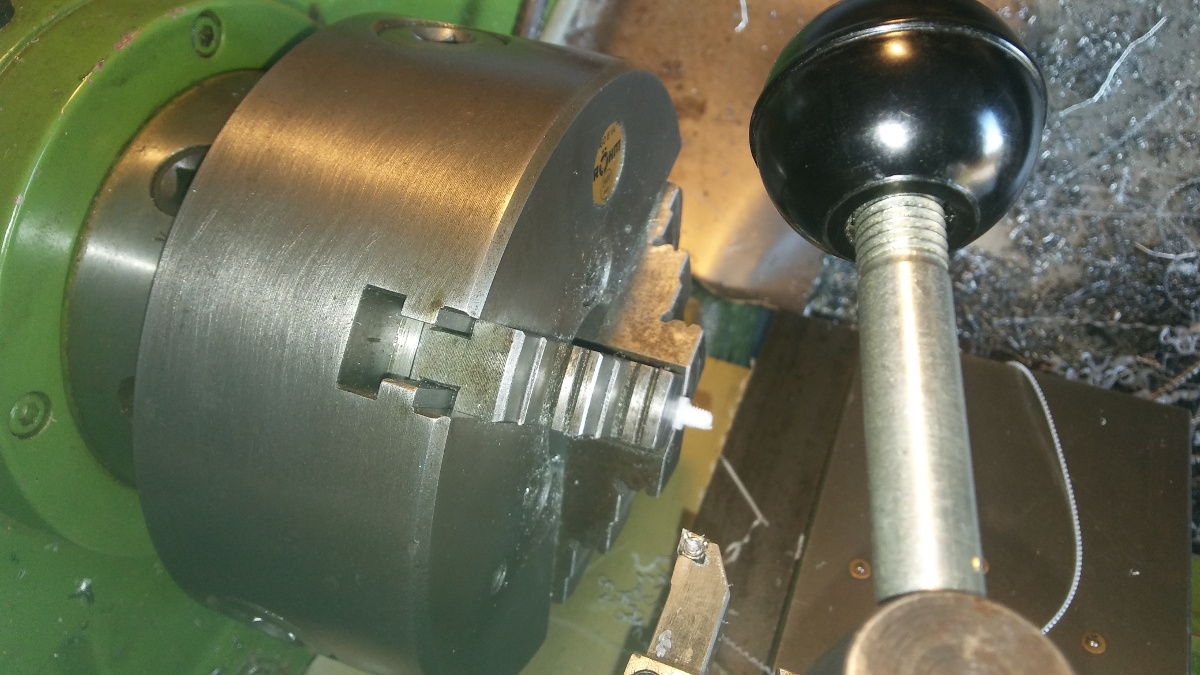
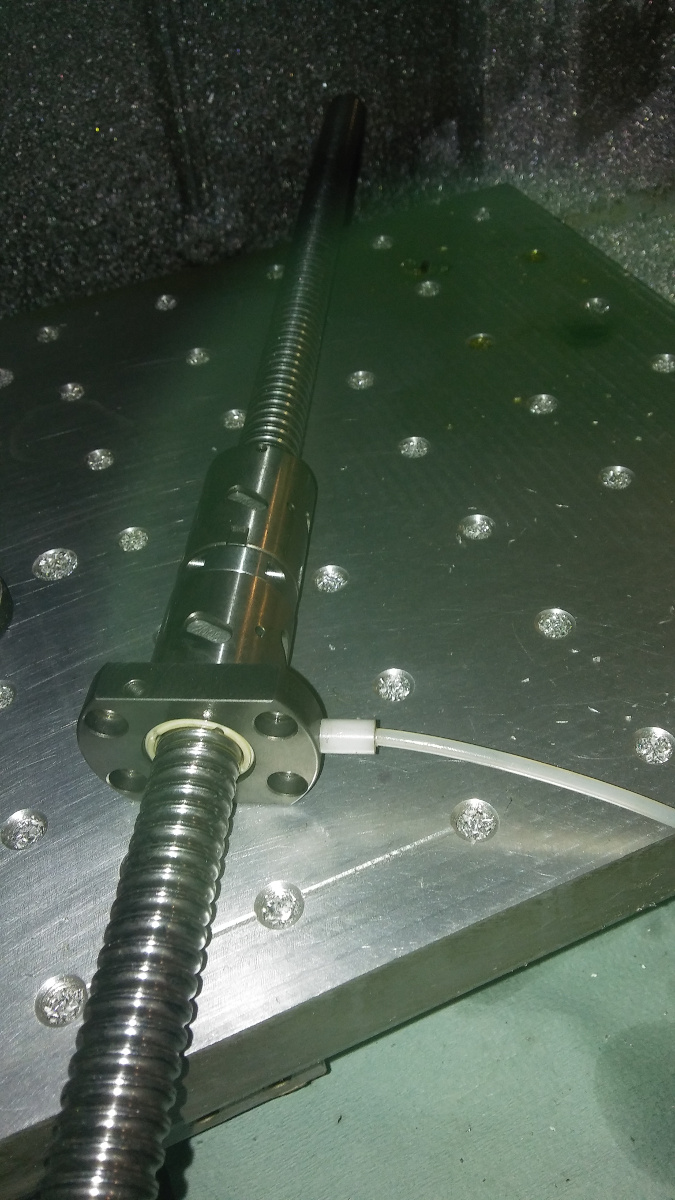
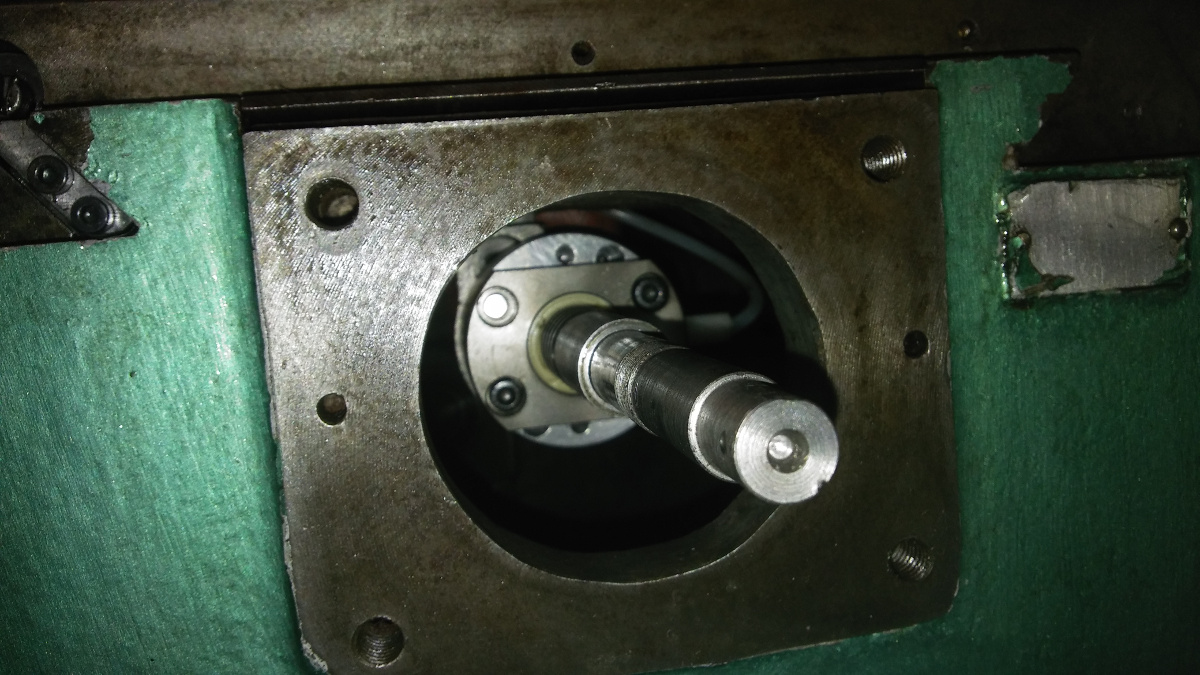
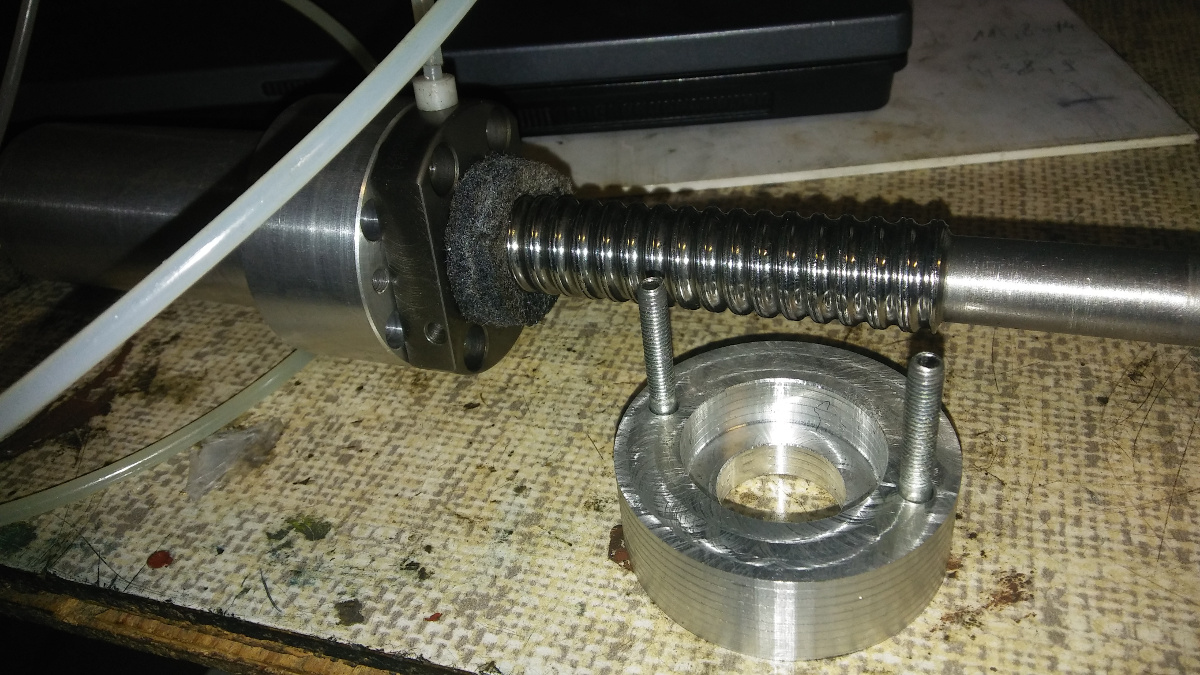
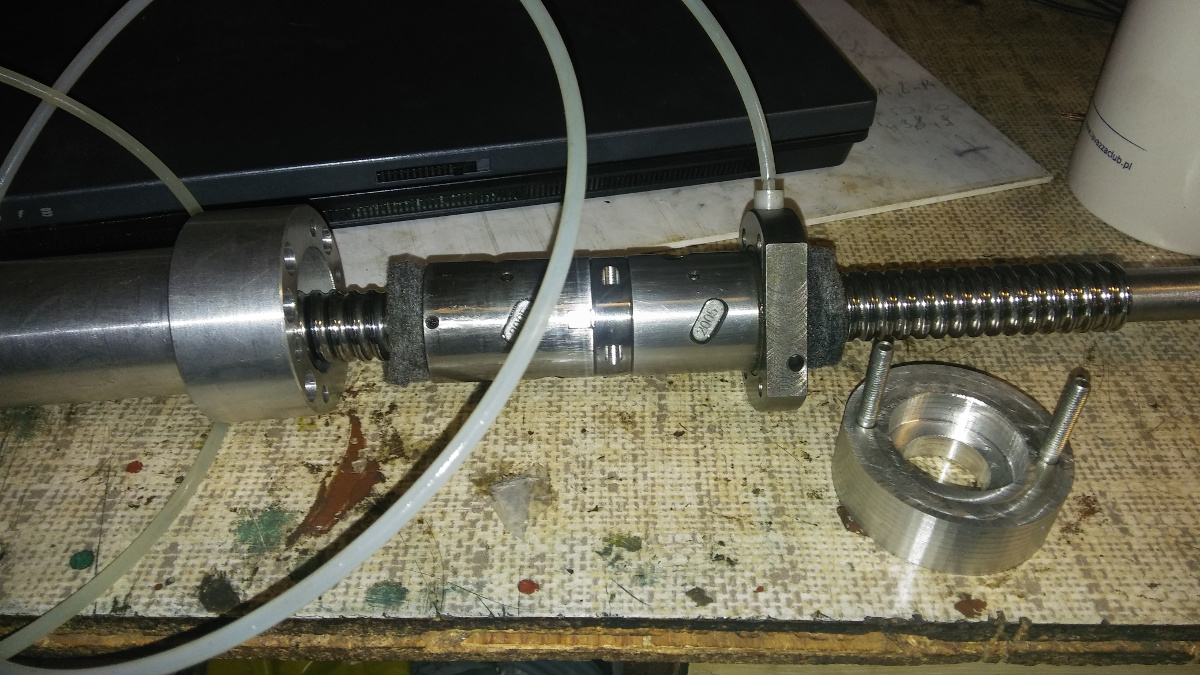
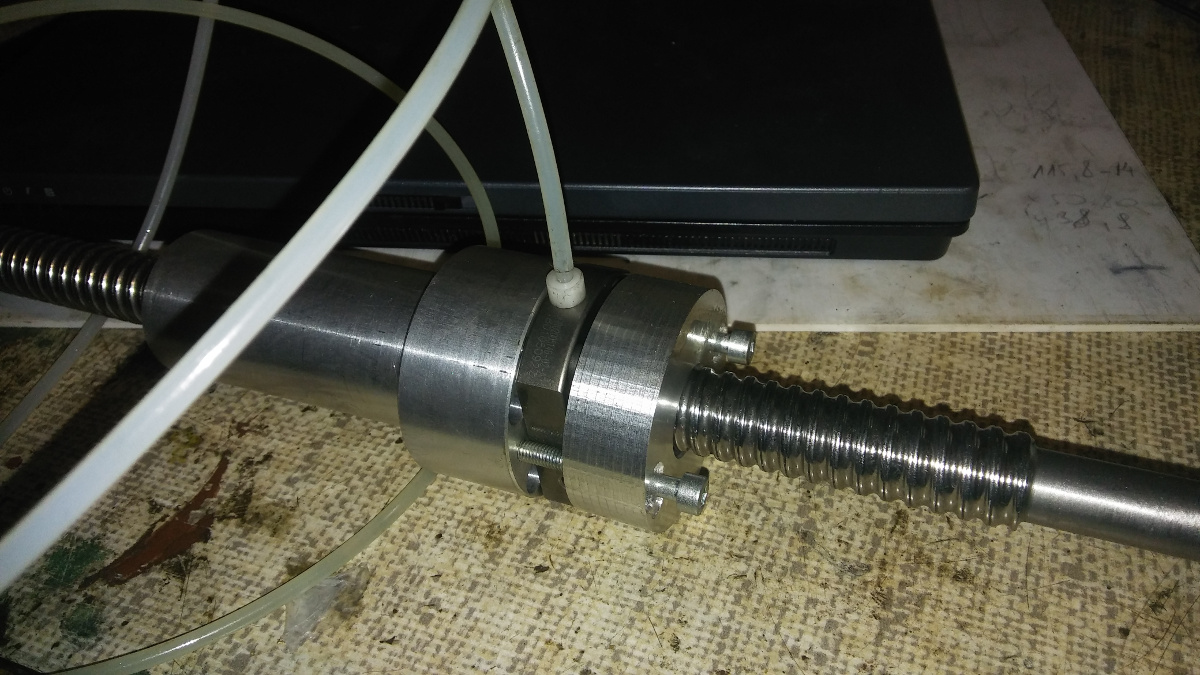
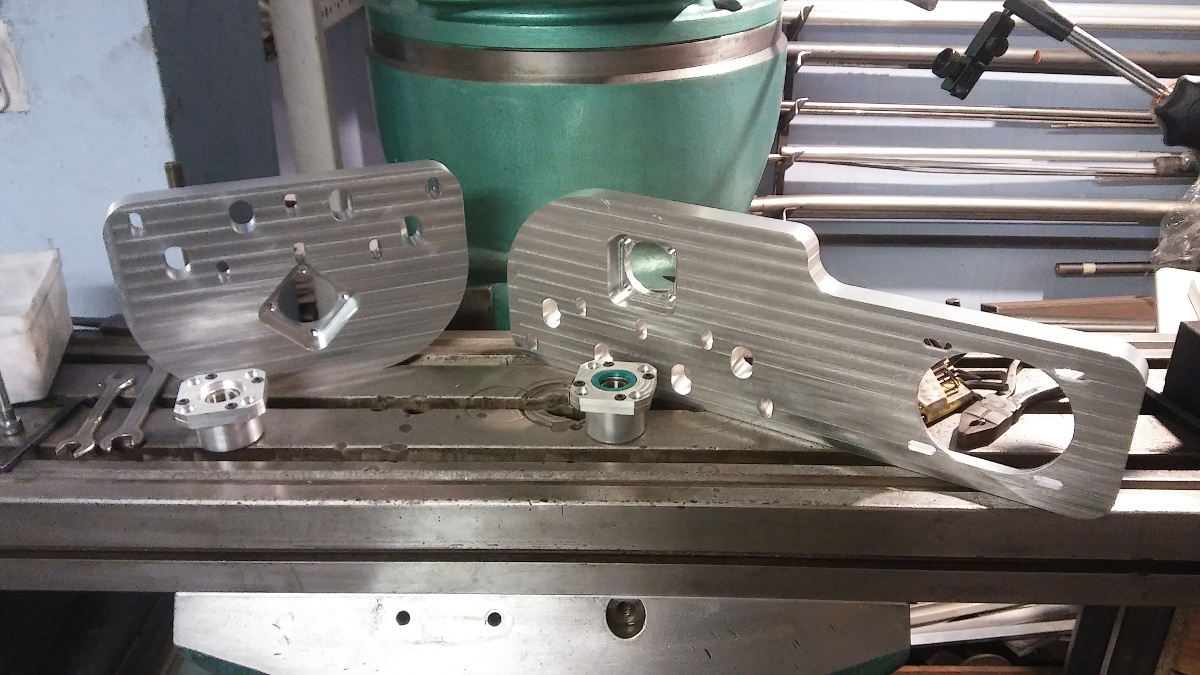
Mam nadzieję, że niedługo przetestuję oś X, jako że zamówiłem aluminium do zabudowy boków stołu i montażu śruby kulowej, silnika i bloków łożyskujących. Jak skończę oś X to zostaną tylko osłony silników i prowadnic oraz radiatory na silniki krokowe.
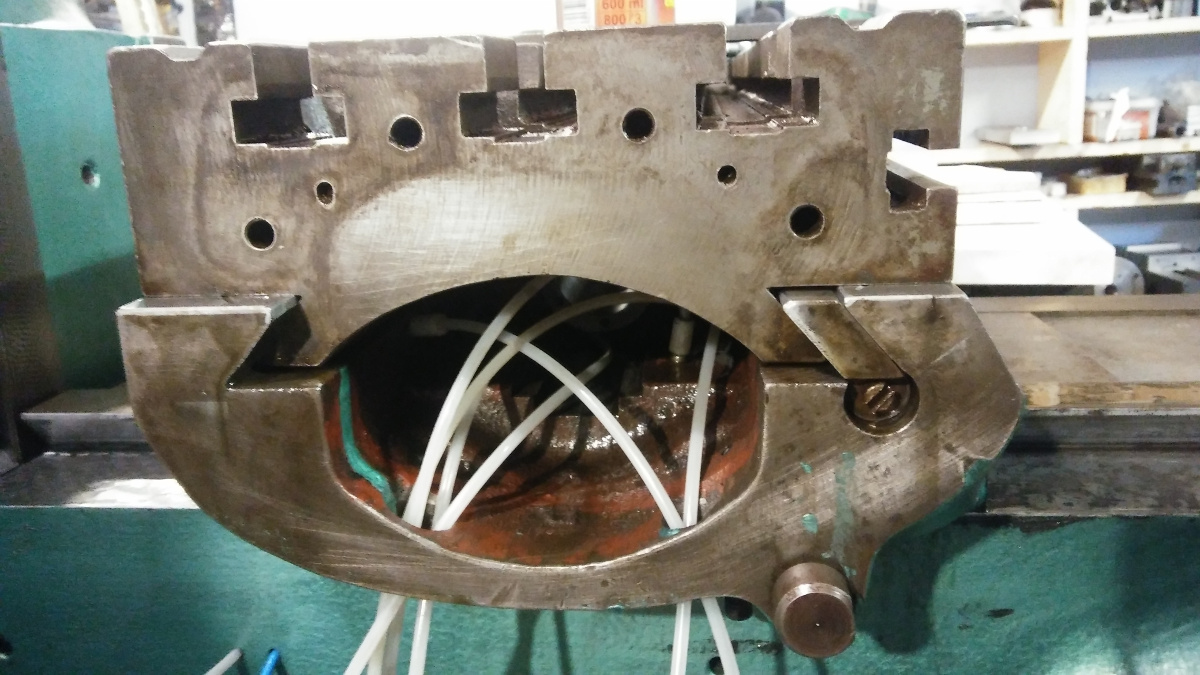
Jak dojdą łożyska z chin to porównam je z tymi ZVL-kami i zobaczę co włożę do wrzeciona. Zostanie wtedy tylko ożenić korpus wrzeciona i pinolę z mocowaniem śruby kulowej i silnika. W międzyczasie zajmę się skrzynką elektryczną i jej montażem oraz panelem z klawiaturą i monitorem na wysięgniku, bo to chyba najlepsza opcja przy frezarce tego typu.
tokarka NARVIK "made in Taiwan", frezarka Hartford (klon Bridgeporta "made in Taiwan"), frezarka Bridgeport w takcie przeróbki na CNC, frezarka CNC DIY, trochę pomniejszych klamotów




")
















")






