



Bridgeport Series 1 - "Retrofit"
Remont pod kątem przeróbki na CNC
-
m.j.
Autor tematu - Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 32
- Posty: 693
- Rejestracja: 30 lip 2009, 14:00
- Lokalizacja: Świdnik
Re: Bridgeport Series 1 - "Retrofit"
Widzę, że przynajmniej oś X jest bez przełożenia. Y-ka masz na pasku więc nie widzę czy też zostawiłeś 1:1 czy jakieś inne? Interesuje mnie bardzo jakie silniki tam masz tzn. jaki ma moment trzymający i jaki prąd na fazę? Przynajmniej kwestię doboru silników miałbym za sobą. Tak przy okazji - z jakimi parametrami może brykać twoja frezarka? Chodzi mi o szybkie przejazdy i jak bardzo można wgryźć się w materiał bez gubienia kroków? Pytam, ponieważ podczas budowy swojej frezarki samoróbki CNC nauczyłem się jednego - dobrze aby elektronika, silniki krokowe były z deka przewymiarowane, a zapominamy o problemach z gubieniem kroków, wysokich temperaturach na silnikach i innych kwiatkach. Generalnie lepiej wydać na elektronikę ciut więcej niż walczyć z od razu z problemami, które często przy słabej elektronice nie wiadomo czy są po stronie stricte mechanicznej czy są wypadkową elektroniki i mechaniki czy też samej elektroniki. Tą samą filozofię chcę zastosować przy retroficie Bridgeporta.
tokarka NARVIK "made in Taiwan", frezarka Hartford (klon Bridgeporta "made in Taiwan"), frezarka Bridgeport w takcie przeróbki na CNC, frezarka CNC DIY, trochę pomniejszych klamotów


-
kamar
- Lider FORUM (min. 2000)
")
- Posty w temacie: 9
- Posty: 16243
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Bridgeport Series 1 - "Retrofit"
Silniki mam wszędzie 12.5 Nm, przełożenia 1:1 zasilanie 70V.
Przejazdy X - 2400mm/min y - 1800 z - 900
Pojęcie "gubienie kroków " jest mi obce albo jedzie, albo nie.
albo jedzie, albo nie.
Roboczo to maszynce prędzej zabraknie sztywności niż momentu przesuwu.
Przejazdy X - 2400mm/min y - 1800 z - 900
Pojęcie "gubienie kroków " jest mi obce
Roboczo to maszynce prędzej zabraknie sztywności niż momentu przesuwu.
-
m.j.
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 32
- Posty: 693
- Rejestracja: 30 lip 2009, 14:00
- Lokalizacja: Świdnik
Re: Bridgeport Series 1 - "Retrofit"
Dzięki! Przynajmniej jedna sprawa odfajkowana.
tokarka NARVIK "made in Taiwan", frezarka Hartford (klon Bridgeporta "made in Taiwan"), frezarka Bridgeport w takcie przeróbki na CNC, frezarka CNC DIY, trochę pomniejszych klamotów
-
m.j.
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 32
- Posty: 693
- Rejestracja: 30 lip 2009, 14:00
- Lokalizacja: Świdnik
Re: Bridgeport Series 1 - "Retrofit"
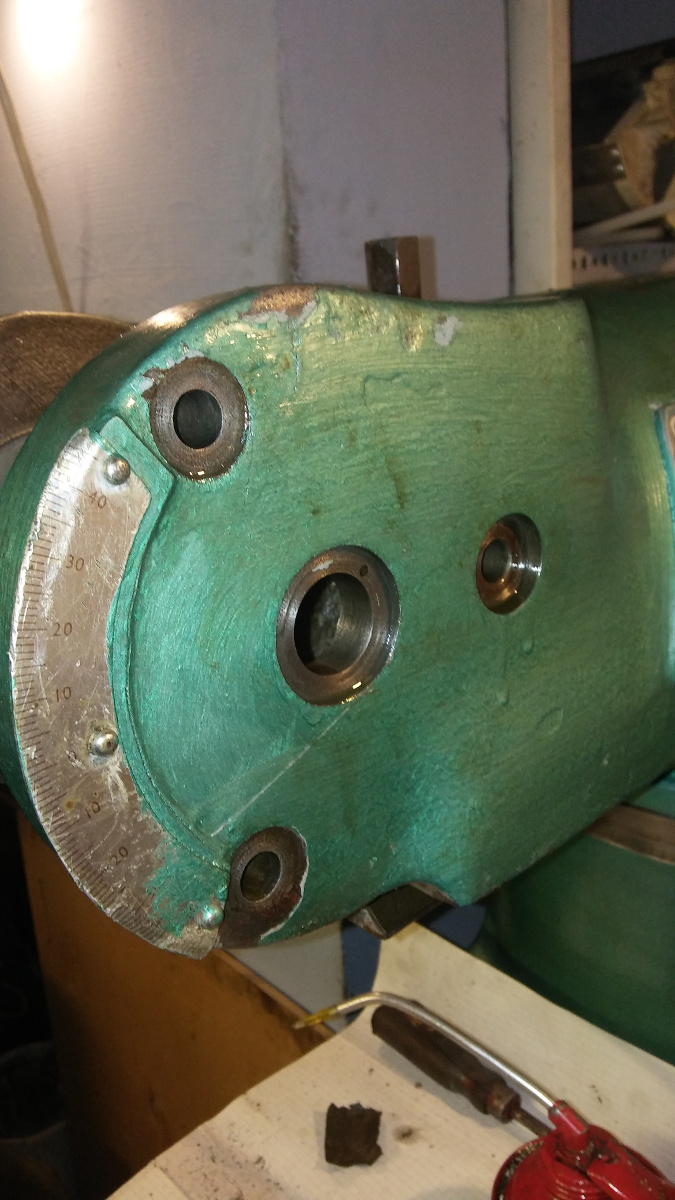
Trochę następnych fotek. Niestety preparat typu "moglice" niby się ładnie nałożył, jednak po zeskrobaniu nadmiaru niestety schodzi pod wpływem pocierania palcem zwilżonym olejem. Niestety tak cienka warstwa nie ma szans aby się utrzymać. Być może preparat zostanie na krawędziach chromu aby tenże nie działał jak tarka na współpracującą powierzchnię ślizgową. Pożyjemy, zobaczymy
Teraz fotki owych prowadnic:



Aby zwolnić miejsce w warsztacie musiałem zabrać się za malowanie elementów korpusu. Wtedy będę mógł założyć kolanko i elementy wieżyczki. Zyskam dzięki tej operacji trochę wolnego miejsca, ponieważ mam teraz lekko powiedziawszy - bałagan. Najpierw odtłuściłem korpus i użyłem preparatu do ściągania farby. Większą część korpusu poszpachlowałem, pomalowałem podkłądem i farbą Hammerite młotkowy. Miałem robić natryskowo farbą poliuretanową jednak nie mam jak i gdzie tego przeprowadzić (został więc pędzel).




Używałem dwóch typów preparatów usuwających powłokę malarską: V33 i ten na zdjęciu u góry. V33 nakłada się pędzlem. Farbę ściąga ale śmierdzi i musiałem otwierać warsztat i wychodzić aby się wywietrzyło. Ten ze zdjęcia jest w sprayu. Szybko się zużywa, ale usuwa wcale nie gorzej (a może i lepiej niż V33) i pachnie lekko amoniakiem co nie wymagało wietrzenia pomieszczenia.
Kolanko i nogę śryby Z-ki udało mi się obedrzeć do gołego, a korpus i inne części już nie.








Teraz fotki owych prowadnic:
Aby zwolnić miejsce w warsztacie musiałem zabrać się za malowanie elementów korpusu. Wtedy będę mógł założyć kolanko i elementy wieżyczki. Zyskam dzięki tej operacji trochę wolnego miejsca, ponieważ mam teraz lekko powiedziawszy - bałagan. Najpierw odtłuściłem korpus i użyłem preparatu do ściągania farby. Większą część korpusu poszpachlowałem, pomalowałem podkłądem i farbą Hammerite młotkowy. Miałem robić natryskowo farbą poliuretanową jednak nie mam jak i gdzie tego przeprowadzić (został więc pędzel).
Używałem dwóch typów preparatów usuwających powłokę malarską: V33 i ten na zdjęciu u góry. V33 nakłada się pędzlem. Farbę ściąga ale śmierdzi i musiałem otwierać warsztat i wychodzić aby się wywietrzyło. Ten ze zdjęcia jest w sprayu. Szybko się zużywa, ale usuwa wcale nie gorzej (a może i lepiej niż V33) i pachnie lekko amoniakiem co nie wymagało wietrzenia pomieszczenia.
Kolanko i nogę śryby Z-ki udało mi się obedrzeć do gołego, a korpus i inne części już nie.
tokarka NARVIK "made in Taiwan", frezarka Hartford (klon Bridgeporta "made in Taiwan"), frezarka Bridgeport w takcie przeróbki na CNC, frezarka CNC DIY, trochę pomniejszych klamotów
-
m.j.
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 32
- Posty: 693
- Rejestracja: 30 lip 2009, 14:00
- Lokalizacja: Świdnik
Re: Bridgeport Series 1 - "Retrofit"
Następna część zmagań. Udało mi się obsadzić kolanko. Okazało się, że prowadnice i klin w ogóle nie był wyrobiony, ponieważ po włożeniu klina okazało się że jest na równo z prowadnicami poziomymi. Dalej już nie idzie, a kolanko chodzi ładnie i gładko, bez przycięć i niepokojących dźwięków. Oczywiście wszystko wymyte i wyczyszczone, aby pozbyć się resztek nalotu starego smaru i ewentualnej rdzy z prowadnic, klinów, otworów smarowniczych itp. Kliny też chromowane, oprócz jednego tam gdzie klin styka się z powierzchnią chromowaną.
Oprócz kolanka udało się już obsadzić wieżyczkę z przesuwnym ramieniem. Przy okazji musiałem przegwintować na M12 rączkę zębatki przesuwającej ramię ponieważ wcześniejsza rączka urwała się podczas prób ruszenia ramienia. Trochę było zachodu z obsadzeniem ramienia na jaskółkach korpusu wieżyczki, ale nawet jakoś to poszło i to bez pomocy drugiej osoby. Teraz ramię chodzi rewelacyjnie - delikatnie, suwliwie ale bez luzów przemieszcza się w przód i w tył przy lekkim nacisku na dźwignię.
Najgorzej wyszło mi malowanie. Niby na puszce hammerite młotkowego pisało aby nanieść dwie warstwy. Ja tak zrobiłem oprócz jednej części i tam faktycznie efekt młotkowy bardzo fajnie wyszedł. Na reszcie jest sporo zacieków oraz ślady po pędzlu, ale nie przejmuję się tym, ponieważ chodziło aby zabezpieczyć frezarkę i nieco ją odświeżyć. Podczas operacji na wieżyczce trochę obdrapałem farbę i część ramienia nie była na dole pomalowana, ponieważ nie mogłem dam dojść pędzlem. Poprawki malarskie zrobię na końcu składania.
Następną sprawą są śruby kulowe - mam już na oku śruby kulowe 20x5 walcowane od TBI MOTION (niestety na lepsze tzn szlifowane mnie nie stać) ale w klasie C5. Do tego nakrętki kołnierzowe podwójne DFIR. Są nieco mniejsze gabarytowo od DFUR i mają 4 mocowania zamiast 6-ciu. Są do tego tańsze. Będę mógł zastosować oryginalne mocowania nakrętek co też będzie na duży plus jeśli chodzi o geometrię i koszta, ponieważ musiałbym użyć niezłego "buca" aluminiowego i włożyć dość dużo godzin pracy aby wykonać to samemu. Tak będzie sztywno i żeliwnie Myślę, że podwójna nakrętka skasuje luz w stopniu zadowalającym, a klasa śruby C5 tzn. około 0.024mm na 300mm nie będzie zauważalna przy moich "dziełach". Zwykle śruby kulowe do amatorskich zastosowań mają klasę C7 czyli 0.05mm na 300mm i dają radę więc tutaj jestem dobrej myśli. Zależy mi najbardziej na skasowaniu luzu nawrotnego i tutaj mam skromną nadzieję, że podwójna nakrętka w jakimś stopniu pomoże.
Myślę, że podwójna nakrętka skasuje luz w stopniu zadowalającym, a klasa śruby C5 tzn. około 0.024mm na 300mm nie będzie zauważalna przy moich "dziełach". Zwykle śruby kulowe do amatorskich zastosowań mają klasę C7 czyli 0.05mm na 300mm i dają radę więc tutaj jestem dobrej myśli. Zależy mi najbardziej na skasowaniu luzu nawrotnego i tutaj mam skromną nadzieję, że podwójna nakrętka w jakimś stopniu pomoże.
Oto kilka fotek:






















Oprócz kolanka udało się już obsadzić wieżyczkę z przesuwnym ramieniem. Przy okazji musiałem przegwintować na M12 rączkę zębatki przesuwającej ramię ponieważ wcześniejsza rączka urwała się podczas prób ruszenia ramienia. Trochę było zachodu z obsadzeniem ramienia na jaskółkach korpusu wieżyczki, ale nawet jakoś to poszło i to bez pomocy drugiej osoby. Teraz ramię chodzi rewelacyjnie - delikatnie, suwliwie ale bez luzów przemieszcza się w przód i w tył przy lekkim nacisku na dźwignię.
Najgorzej wyszło mi malowanie. Niby na puszce hammerite młotkowego pisało aby nanieść dwie warstwy. Ja tak zrobiłem oprócz jednej części i tam faktycznie efekt młotkowy bardzo fajnie wyszedł. Na reszcie jest sporo zacieków oraz ślady po pędzlu, ale nie przejmuję się tym, ponieważ chodziło aby zabezpieczyć frezarkę i nieco ją odświeżyć. Podczas operacji na wieżyczce trochę obdrapałem farbę i część ramienia nie była na dole pomalowana, ponieważ nie mogłem dam dojść pędzlem. Poprawki malarskie zrobię na końcu składania.
Następną sprawą są śruby kulowe - mam już na oku śruby kulowe 20x5 walcowane od TBI MOTION (niestety na lepsze tzn szlifowane mnie nie stać) ale w klasie C5. Do tego nakrętki kołnierzowe podwójne DFIR. Są nieco mniejsze gabarytowo od DFUR i mają 4 mocowania zamiast 6-ciu. Są do tego tańsze. Będę mógł zastosować oryginalne mocowania nakrętek co też będzie na duży plus jeśli chodzi o geometrię i koszta, ponieważ musiałbym użyć niezłego "buca" aluminiowego i włożyć dość dużo godzin pracy aby wykonać to samemu. Tak będzie sztywno i żeliwnie
Oto kilka fotek:
tokarka NARVIK "made in Taiwan", frezarka Hartford (klon Bridgeporta "made in Taiwan"), frezarka Bridgeport w takcie przeróbki na CNC, frezarka CNC DIY, trochę pomniejszych klamotów
-
ak47
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 1
- Posty: 937
- Rejestracja: 22 lis 2013, 12:54
- Lokalizacja: Tomaszów Mazowiecki
Re: Bridgeport Series 1 - "Retrofit"
Nie myślałem, że u nas aż tyle bridgeportów jest. Ostatnio coraz częściej gdzieś w oko mi wpadają. Samą przeróbkę śledzę bo jak wczoraj mi nawalił któryś stycznik w mojej Fu-251 decyzja zapadła. Czekam na plusowe temperatury i robię co powinienem od razu po zakupie.
Jedynie Oś Z mnie męczy. Czy warto stosować tutaj śrubę kulową ? trapez jest przynajmniej samohamowny tyle, że szybciej się wyciera.
Podoba mi się tez kolorek twojej frezarki. Wiem, że jak maszyna precyzji nie robi to żadna farba nie pomoże ale naprawdę super się patrzy na maszynkę.
Jedynie Oś Z mnie męczy. Czy warto stosować tutaj śrubę kulową ? trapez jest przynajmniej samohamowny tyle, że szybciej się wyciera.
Podoba mi się tez kolorek twojej frezarki. Wiem, że jak maszyna precyzji nie robi to żadna farba nie pomoże ale naprawdę super się patrzy na maszynkę.
-
JanuszT
- Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 1
- Posty: 50
- Rejestracja: 26 lut 2017, 13:56
- Lokalizacja: Sopot
Re: Bridgeport Series 1 - "Retrofit"
Witam
Gratuluję, i troszkę z pobocznego tematu. , ale może przy celu dekoracyjnym łatwiej osiągnąć dobry efekt przy jednej warstwie.
, ale może przy celu dekoracyjnym łatwiej osiągnąć dobry efekt przy jednej warstwie.
Gratuluję, i troszkę z pobocznego tematu.
Hammerite-a używałem dotychczas raz do pomalowania elementu stalowego w celach dekoracyjnych (tzn. element mieszka w suchym pomieszczeniu, ale podrdzewiałe kątowniki wyglądały paskudnie). Po nałożeniu pierwszej warstwy byłem zachwycony; piękny, morski kolor. Efekt młotkowy był śliczny, bardzo wyraźny. Po nałożeniu drugiej warstwy było znacznie mniej fajnie. Dopuszczam opcję, że nie potrafię prawidłowo malowaćNiby na puszce hammerite młotkowego pisało aby nanieść dwie warstwy. Ja tak zrobiłem oprócz jednej części i tam faktycznie efekt młotkowy bardzo fajnie wyszedł. Na reszcie jest sporo zacieków oraz ślady po pędzlu,
-
 syntetyczny
syntetyczny
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 2696
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:
Re: Bridgeport Series 1 - "Retrofit"
W osi Z fajnie, gdy ma się te 2m/min więc kulowa śruba jak najbardziej. Wtedy można poganiać z wierceniem i takie tam ;P
-
m.j.
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 32
- Posty: 693
- Rejestracja: 30 lip 2009, 14:00
- Lokalizacja: Świdnik
Re: Bridgeport Series 1 - "Retrofit"
Normalnie sprzedawane u nas śruby trapezowe też mają klasę dokładności C7 i są walcowane. Szlifowana trapezówka w lepszej klasie przypuszczam, że cenowo zwaliłaby z nóg nie mniej niż kulowa Ja w swojej samoróbce mam w Z-ce trapezówkę 22x5 jednak oś waży ok. 60kg i spokojnie chodzi na krokowcu 6.9Nm 6A. Ustawiłem maks. G0 na 1.5m/min jednak daje radę i na 3m/min. Nawet lepiej wychodzi dźwiganie do góry niż jazda w dół z większą prędkością. Luz kasuje się sam masą Z-ki.
Jednak w Bridgeporcie kilka postów niżej pokazałem jak chcę rozwiązać Z-kę. Będzie raczej na śrubie kulowej, ponieważ tam wystarczy 16-ka w zupełności. Mała masa pinoli i jej sztywność raczej nie będzie powodowała opadania Z-ki do dołu. Stół będzie kręcony góra-dół manualnie dostosowując wysokość do aktualnych potrzeb. Dlatego zostaje tam oryginalna trapezówka. Zresztą to co jest dobre to zostawiam. Łożyska w mechanizmie przesuwu kolanka były dobre więc nawet nie podchodziłem do ich ściągania. Pracowały mało co było widać po stanie prowadnic.
Wrzeciono i pinolę Z-ki zostawiam na deser. W sumie ten deser to tak w cudzysłowiu, ponieważ będzie to chyba najcięższa robota przy tej frezarce. Pomijam kwestię mechanizmów w korpusie wrzeciona, ponieważ chciałbym zostawić jedynie dźwignię pinoli do szybkich wierceń (dlaczego i jak chcę to zrobić można również zobaczyć w filmiku kilka postów wcześniej).
Teraz czeka mnie zaprojektowanie mocowań silników i decyzja czy ma być przełożenie 1:2 i silniki typu 6.9Nm lub 8Nm czy 1:1 i silniki 12.5Nm. Następną kwestią jest czy przy wariancie bez przełożenia stosować sprzęgło czy napęd na paski HTD. W większości przypadków widzę jednak napęd poprzez paski z przełożeniem (ale amerykańce stosują w większości przypadków serwa co zmienia trochę podejście do tematu na "plus" w kierunku zastosowania przełożenia redukującego).
Skłaniam się ku mocowaniu z zastosowaniem kół zębatych i pasków HTD M5 z uwzględnieniem odpowiednio dużych fasolek aby można było zastosować w razie potrzeb przełożenie 1:1 lub 1:2 w zależności od silników jakie uda mi się nabyć. Będzie to moim zdaniem bardziej uniwersalne.
Jednak w Bridgeporcie kilka postów niżej pokazałem jak chcę rozwiązać Z-kę. Będzie raczej na śrubie kulowej, ponieważ tam wystarczy 16-ka w zupełności. Mała masa pinoli i jej sztywność raczej nie będzie powodowała opadania Z-ki do dołu. Stół będzie kręcony góra-dół manualnie dostosowując wysokość do aktualnych potrzeb. Dlatego zostaje tam oryginalna trapezówka. Zresztą to co jest dobre to zostawiam. Łożyska w mechanizmie przesuwu kolanka były dobre więc nawet nie podchodziłem do ich ściągania. Pracowały mało co było widać po stanie prowadnic.
Wrzeciono i pinolę Z-ki zostawiam na deser. W sumie ten deser to tak w cudzysłowiu, ponieważ będzie to chyba najcięższa robota przy tej frezarce. Pomijam kwestię mechanizmów w korpusie wrzeciona, ponieważ chciałbym zostawić jedynie dźwignię pinoli do szybkich wierceń (dlaczego i jak chcę to zrobić można również zobaczyć w filmiku kilka postów wcześniej).
Teraz czeka mnie zaprojektowanie mocowań silników i decyzja czy ma być przełożenie 1:2 i silniki typu 6.9Nm lub 8Nm czy 1:1 i silniki 12.5Nm. Następną kwestią jest czy przy wariancie bez przełożenia stosować sprzęgło czy napęd na paski HTD. W większości przypadków widzę jednak napęd poprzez paski z przełożeniem (ale amerykańce stosują w większości przypadków serwa co zmienia trochę podejście do tematu na "plus" w kierunku zastosowania przełożenia redukującego).
Skłaniam się ku mocowaniu z zastosowaniem kół zębatych i pasków HTD M5 z uwzględnieniem odpowiednio dużych fasolek aby można było zastosować w razie potrzeb przełożenie 1:1 lub 1:2 w zależności od silników jakie uda mi się nabyć. Będzie to moim zdaniem bardziej uniwersalne.
tokarka NARVIK "made in Taiwan", frezarka Hartford (klon Bridgeporta "made in Taiwan"), frezarka Bridgeport w takcie przeróbki na CNC, frezarka CNC DIY, trochę pomniejszych klamotów
-
syntetyczny
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 2696
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:
Re: Bridgeport Series 1 - "Retrofit"
Przełożenie na stół dałem, ale to można znaleźć gdzieś w moim wątku. Chyba 1:2 , na stół ląduje imadło 200, które swoje waży.






